Главная
Допуски
метрических резьб (ГОСТ
16093-81)
Стандарт распространяется на метрическую резьбу с профилем по ГОСТ 9150-81, диаметрами от 1 до 600мм по ГОСТ 8724-81 и ГОСТ 16967-81, основными размерами по ГОСТ 24705-81 и ГОСТ 24706-81 и устанавливает систему допусков и посадок с зазором.
Положения полей допусков наружной и внутренней резьб указаны на рис. 2, 3.
Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном к оси резьбы.
Допуски диаметров резьбы устанавливаются по степеням точности, обозначаемым цифрами.
Степени точности и основные отклонений диаметров приведены в табл. 83, допуски диаметров резьбы - в табл. 84.
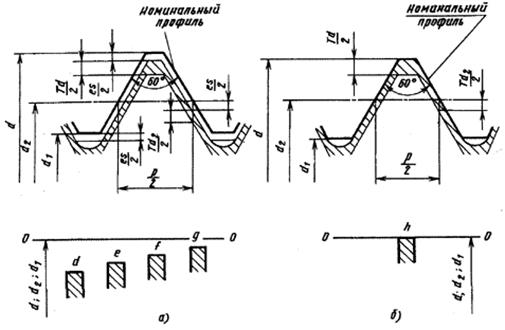
Рис. 2 Положения полей допусков наружной резьбы:
а - с основными отклонениями d, е, f, R; б - с основным отклонениям h
Допуски диаметров d1 и D не устанавливаются.
Допуски среднего диаметра резьбы являются суммарными.
Положение поля допуска диаметра резьбы определяется основными отклонениями (верхним es для наружной резьбы и нижним EI - для внутренней) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения.
Поле допуска резьбы образуется сочетанием поля среднего диаметра с полем допуска диаметра выступов (диаметров d или D\).
Обозначение поля допуска диаметра резьбы состоит из цифры, обозначающей степень точности, и буквы, обозначающей основное отклонение.
Например, 4h; 6g; 6H.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра, помещаемого на первом месте, и обозначения поля допуска диаметра выступов.
83.
Степени точности и основные отклонения диаметров резьбы
|
Вид резьбы |
Диаметр |
Степень точности |
Основное отклонение |
|
Наружная резьба |
d |
4; 6; 8 |
d; e; f; g; h |
|
d2 |
3; 4; 5; 6; 7; 8;9; 10* |
d; e; f; g; h |
|
|
Внутренняя резьба |
D2 |
4; 5; 6; 7; 8; 9* |
E; F; G; H |
|
D1 |
4; 5; 6; 7; 8 |
E; F; G; H |
* Только для резьб на деталях из пластмасс.
Верхнее отклонение диаметра d1 должно соответствовать основному отклонению диаметра d2.
Нижнее отклонение диаметра D должно соответствовать основному отклонению диаметра D2.
Основные отклонения Е и F установлены только для специального применения при значительных толщинах слоя защитного покрытия.
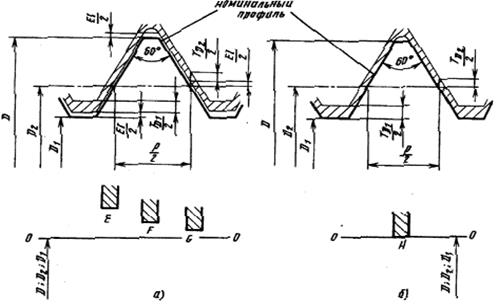
Рис. 3. Положение полей допусков внутренней резьбы:
а - с основными отклонениями Е, F, G; б - с
основным отклонением Н
Например:
Если обозначение поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется.
Например:
В условном обозначении резьбы обозначение ноля допуска должно следовать за обозначением размера резьбы.
Примеры обозначения резьбы:
- с крупным шагом
наружной резьбы: M12-6g;
внутренней резьбы: М12-6Н;
- с мелким шагом
наружной резьбы: M12 × l-6g;
внутренней резьбы: М12 × 1-6Н;
- левой резьбы
наружной резьбы: М12 × 1LH-6g;
внутренней резьбы: М12 × 1LH-6H.
Длины свинчивания подразделяются на три группы: короткие S, нормальные N и длинные L.
Длина свинчивания N в условном обозначении резьбы не указывается.
Длина свинчивания, к которой относится допуск резьбы, должна быть указана в миллиметры в обозначении резьбы в следующих случаях:
1) если она относится к группе L;
2) если она относится к группе S, но меньше, чем вся длина резьбы.
Пример обозначения резьбы с длиной свинчивания, отличающейся от нормальной:
Посадка в резьбовом соединении обозначается дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе - обозначение поля допуска наружной резьбы.
Например:
M12-6H/6g;
M12 × l-6H/6g;
M12 × 1LH-6H/6g.
Допуск резьбы, если нет особых указаний, относится к наибольшей нормальной длине свинчивания, указанной в табл. 86 или ко всей длине резьбы, если она меньше наибольшей нормальной длины свинчивания.
84.
Допуски диаметров резьбы (ГОСТ 16093-81)
Допуски диаметров d и D1
|
Шаг Р, мм |
Наружная резьба |
Внутренняя резьба |
||||||
|
Степень точности |
||||||||
|
4 |
6 |
8 |
4 |
5 |
6 |
7 |
8 |
|
|
Допуск, мкм |
||||||||
|
(-)Td |
(+)TD1 |
|||||||
|
0,2 |
36 |
56 |
- |
38 |
48 |
60 |
- |
- |
|
0,25 |
42 |
67 |
- |
45 |
56 |
71 |
- |
- |
|
0,3 |
48 |
75 |
- |
53 |
67 |
85 |
- |
- |
|
0,35 |
53 |
85 |
- |
63 |
80 |
100 |
- |
- |
|
0,4 |
60 |
95 |
- |
71 |
90 |
112 |
- |
- |
|
0,45 |
63 |
100 |
- |
80 |
100 |
125 |
- |
- |
|
0,5 |
67 |
106 |
- |
90 |
112 |
140 |
180 |
- |
|
0,6 |
80 |
125 |
- |
100 |
125 |
160 |
200 |
- |
|
0,7 |
90 |
140 |
- |
112 |
140 |
180 |
224 |
- |
|
0,75 |
90 |
140 |
- |
118 |
150 |
190 |
236 |
- |
|
0,8 |
95 |
150 |
236 |
125 |
160 |
200 |
250 |
315 |
|
1 |
112 |
180 |
280 |
150 |
190 |
236 |
300 |
375 |
|
1,25 |
132 |
212 |
335 |
170 |
212 |
265 |
335 |
425 |
|
1,5 |
150 |
236 |
375 |
190 |
236 |
300 |
375 |
475 |
|
1,75 |
170 |
265 |
425 |
212 |
265 |
335 |
425 |
530 |
|
2 |
180 |
280 |
450 |
236 |
300 |
375 |
475 |
600 |
|
2,5 |
212 |
335 |
530 |
280 |
355 |
450 |
560 |
710 |
|
3 |
236 |
375 |
600 |
315 |
400 |
500 |
630 |
800 |
|
3,5 |
265 |
425 |
670 |
355 |
450 |
560 |
710 |
900 |
|
4 |
300 |
475 |
750 |
375 |
475 |
600 |
750 |
950 |
|
4,5 |
315 |
500 |
800 |
425 |
530 |
670 |
850 |
1060 |
|
5 |
335 |
530 |
850 |
450 |
560 |
710 |
900 |
1120 |
|
5,5 |
355 |
560 |
900 |
475 |
600 |
750 |
950 |
1180 |
|
6 |
375 |
600 |
950 |
500 |
630 |
800 |
1000 |
1250 |
Продолжение табл. 84. Допуски диаметра d2
|
Номинальный диаметр резьбы d, мм |
Шаг Р, мм |
Степень точности |
|||||||
|
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
||
|
Допуск (+)Td2, мкм |
|||||||||
|
От 1 до 1,4 |
0,2 |
24 |
30 |
38 |
48 |
(60) |
(75) |
- |
- |
|
0,25 |
26 |
34 |
42 |
53 |
(67) |
(85) |
- |
- |
|
|
0,3 |
28 |
36 |
45 |
56 |
(71) |
(90) |
- |
- |
|
|
Св. 1,4 до 2,8 |
0,2 |
25 |
32 |
40 |
50 |
(63) |
(80) |
- |
- |
|
0,25 |
28 |
36 |
45 |
56 |
(71) |
(90) |
- |
- |
|
|
0,35 |
32 |
40 |
50 |
63 |
80 |
(100) |
- |
- |
|
|
0,4 |
34 |
42 |
53 |
67 |
85 |
(106) |
- |
- |
|
|
0,45 |
36 |
45 |
56 |
71 |
90 |
(112) |
- |
- |
|
|
Св. 2,8 до 5,6 |
0,25 |
28 |
36 |
45 |
56 |
(71) |
- |
- |
- |
|
0,35 |
34 |
42 |
53 |
67 |
85 |
(106) |
- |
- |
|
|
0,5 |
38 |
48 |
60 |
75 |
95 |
(118) |
- |
- |
|
|
0,6 |
42 |
53 |
67 |
85 |
106 |
(132) |
- |
- |
|
|
0,7 |
45 |
56 |
71 |
90 |
112 |
(140) |
- |
- |
|
|
0,75 |
45 |
56 |
71 |
90 |
112 |
(140) |
- |
- |
|
|
0,8 |
48 |
60 |
75 |
95 |
118 |
150 |
190 |
236 |
|
|
Св. 5,6 до 11,2 |
0,25 |
32 |
40 |
50 |
63 |
(80) |
- |
- |
- |
|
0,35 |
36 |
45 |
56 |
71 |
90 |
- |
- |
- |
|
|
0,5 |
42 |
53 |
67 |
85 |
106 |
(132) |
- |
- |
|
|
0,75 |
50 |
63 |
80 |
100 |
125 |
(160) |
- |
- |
|
|
1 |
56 |
71 |
90 |
112 |
140 |
180 |
224 |
280 |
|
|
1,25 |
60 |
75 |
95 |
118 |
150 |
190 |
236 |
300 |
|
|
1,5 |
67 |
85 |
106 |
132 |
170 |
212 |
265 |
335 |
|
|
Св. 11,2 до 22,4 |
0,35 |
38 |
48 |
60 |
75 |
95 |
- |
- |
- |
|
0,5 |
45 |
56 |
71 |
90 |
112 |
(140) |
- |
- |
|
|
0,75 |
53 |
67 |
85 |
106 |
132 |
(170) |
- |
- |
|
|
1 |
60 |
75 |
95 |
118 |
150 |
190 |
236 |
300 |
|
|
1,25 |
67 |
85 |
106 |
132 |
170 |
212 |
265 |
335 |
|
|
1,5 |
71 |
90 |
112 |
140 |
180 |
224 |
280 |
355 |
|
|
1,75 |
75 |
95 |
118 |
150 |
190 |
236 |
300 |
375 |
|
|
2 |
80 |
100 |
125 |
160 |
200 |
250 |
315 |
400 |
|
|
2,5 |
85 |
106 |
132 |
170 |
212 |
265 |
335 |
425 |
|
|
Св. 22,4 до 45 |
0,5 |
48 |
60 |
75 |
95 |
118 |
- |
- |
- |
|
0,75 |
56 |
71 |
90 |
112 |
140 |
(180) |
- |
- |
|
|
1 |
63 |
80 |
100 |
125 |
160 |
200 |
250 |
315 |
|
|
1,5 |
75 |
95 |
118 |
150 |
190 |
236 |
300 |
375 |
|
Продолжение табл. 84
|
Номинальный диаметр резьбы d, мм |
Шаг P, мм |
Степень точности |
|||||||
|
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
||
|
Допуск (-)Td2, мкм |
|||||||||
|
Св. 22,4 до 45 |
2 |
85 |
106 |
132 |
170 |
212 |
265 |
335 |
425 |
|
3 |
100 |
125 |
160 |
200 |
250 |
315 |
400 |
500 |
|
|
3,5 |
106 |
132 |
170 |
212 |
265 |
335 |
425 |
530 |
|
|
4 |
112 |
140 |
180 |
224 |
280 |
355 |
450 |
560 |
|
|
4,5 |
118 |
150 |
1 190 |
236 |
300 |
375 |
475 |
600 |
|
|
Св. 45 до 90 |
0,5 |
50 |
63 |
80 |
100 |
125 |
- |
- |
- |
|
0,75 |
60 |
75 |
95 |
118 |
150 |
- |
- |
- |
|
|
1 |
71 |
90 |
112 |
140 |
180 |
224 |
280 |
355 |
|
|
1,5 |
80 |
100 |
125 |
160 |
200 |
250 |
315 |
400 |
|
|
2 |
90 |
112 |
140 |
180 |
224 |
280 |
355 |
450 |
|
|
3 |
106 |
132 |
170 |
212 |
265 |
335 |
425 |
530 |
|
|
4 |
118 |
150 |
190 |
236 |
300 |
375 |
475 |
600 |
|
|
5 |
125 |
160 |
200 |
250 |
315 |
400 |
500 |
630 |
|
|
5,5 |
132 |
170 |
212 |
265 |
335 |
425 |
530 |
670 |
|
|
6 |
140 |
180 |
224 |
280 |
355 |
450 |
560 |
710 |
|
|
Св. 90 до 180 |
0,75 |
63 |
80 |
100 |
125 |
160 |
- |
- |
- |
|
1 |
75 |
95 |
118 |
150 |
190 |
- |
- |
- |
|
|
1,5 |
85 |
106 |
132 |
170 |
212 |
265 |
335 |
425 |
|
|
2 |
95 |
118 |
150 |
190 |
236 |
300 |
375 |
475 |
|
|
3 |
112 |
140 |
180 |
224 |
280 |
355 |
450 |
560 |
|
|
4 |
125 |
160 |
200 |
250 |
315 |
400 |
500 |
630 |
|
|
6 |
150 |
190 |
236 |
300 |
375 |
475 |
600 |
750 |
|
|
Св. 180 до 355 |
1,5 |
90 |
112 |
140 |
180 |
224 |
280 |
355 |
- |
|
2 |
106 |
132 |
170 |
212 |
265 |
335 |
425 |
530 |
|
|
3 |
125 |
160 |
200 |
250 |
315 |
400 |
500 |
630 |
|
|
4 |
140 |
180 |
224 |
280 |
355 |
450 |
560 |
710 |
|
|
6 |
160 |
200 |
250 |
315 |
400 |
500 |
630 |
800 |
|
|
Св. 355 до 600 |
2 |
112 |
140 |
180 |
224 |
280 |
355 |
450 |
- |
|
4 |
150 |
190 |
236 |
300 |
375 |
475 |
600 |
750 |
|
|
6 |
170 |
212 |
265 |
335 |
425 |
530 |
670 |
850 |
|
Значения, указанные в скобках, по возможности не применять.
Продолжение табл. 84. Допуски диаметра D2
|
Номинальный диаметр резьбы d, мм |
Шаг P, мм |
Степень точности |
|||||
|
4 |
5 |
6 |
7 |
8 |
9 |
||
|
Допуск(+)TD2, мкм |
|||||||
|
От 1 до 1,4 |
0,2 |
40 |
50 |
63 |
- |
- |
- |
|
0,25 |
45 |
56 |
71 |
- |
- |
- |
|
|
0,3 |
48 |
60 |
75 |
- |
- |
||
|
Св. 1,4 до 2,8 |
0,2 |
42 |
53 |
67 |
- |
- |
- |
|
0,25 |
48 |
60 |
75 |
- |
- |
- |
|
|
0,35 |
53 |
67 |
85 |
- |
- |
- |
|
|
0,4 |
56 |
71 |
90 |
- |
- |
- |
|
|
0,45 |
60 |
75 |
95 |
- |
- |
- |
|
|
Св. 2,8 до 5,6 |
0,25 |
48 |
60 |
75 |
- |
- |
- |
|
0,35 |
56 |
71 |
90 |
- |
- |
- |
|
|
0,5 |
63 |
80 |
100 |
125 |
- |
- |
|
|
0,6 |
71 |
90 |
112 |
140 |
- |
- |
|
|
0,7 |
75 |
95 |
118 |
150 |
- |
- |
|
|
0,75 |
75 |
95 |
118 |
150 |
- |
- |
|
|
0,8 |
80 |
100 |
125 |
160 |
200 |
250 |
|
|
Св. 5,6 до 11,2 |
0,25 |
53 |
67 |
85 |
- |
- |
- |
|
0,35 |
60 |
75 |
95 |
- |
- |
- |
|
|
0,5 |
71 |
90 |
112 |
140 |
- |
- |
|
|
0,75 |
85 |
106 |
132 |
170 |
- |
- |
|
|
1 |
95 |
118 |
150 |
190 |
236 |
300 |
|
|
1,25 |
100 |
125 |
160 |
200 |
250 |
315 |
|
|
1,5 |
112 |
140 |
180 |
224 |
280 |
355 |
|
|
Св. 11.2 до 22,4 |
0,35 |
63 |
80 |
100 |
- |
- |
- |
|
0,5 |
75 |
95 |
118 |
150 |
- |
- |
|
|
0,75 |
90 |
112 |
140 |
180 |
- |
- |
|
|
1 |
110 |
125 |
160 |
200 |
250 |
315 |
|
|
1,25 |
112 |
140 |
180 |
224 |
280 |
355 |
|
|
1,5 |
118 |
150 |
190 |
236 |
300 |
375 |
|
|
1,75 |
125 |
160 |
200 |
250 |
315 |
400 |
|
|
2 |
132 |
170 |
212 |
265 |
335 |
425 |
|
|
2,5 |
140 |
ISO |
224 |
280 |
355 |
450 |
|
|
Св. 22,4 до 45 |
0,5 |
80 |
100 |
125 |
- |
- |
- |
|
0,75 |
95 |
118 |
150 |
190 |
- |
- |
|
|
1 |
106 |
132 |
170 |
212 |
265 |
335 |
|
|
1,5 |
125 |
160 |
200 |
250 |
315 |
400 |
|
|
2 |
140 |
180 |
224 |
280 |
355 |
450 |
|
|
3 |
170 |
212 |
265 |
335 |
425 |
530 |
|
|
3,5 |
180 |
224 |
280 |
355 |
450 |
560 |
|
|
4 |
190 |
236 |
300 |
375 |
475 |
600 |
|
|
4,5 |
200 |
250 |
315 |
400 |
500 |
630 |
|
|
Св. 45 до 90 |
0,5 |
85 |
106 |
132 |
- |
- |
- |
|
0,75 |
100 |
125 |
160 |
- |
- |
- |
|
|
1 |
118 |
150 |
190 |
236 |
300 |
375 |
|
|
1,5 |
132 |
170 |
212 |
265 |
335 |
425 |
|
|
2 |
150 |
190 |
236 |
300 |
375 |
475 |
|
|
3 |
180 |
224 |
280 |
355 |
450 |
560 |
|
|
4 |
200 |
250 |
315 |
400 |
500 |
630 |
|
|
5 |
212 |
265 |
335 |
425 |
530 |
670 |
|
|
5,5 |
224 |
280 |
355 |
450 |
560 |
710 |
|
|
6 |
236 |
300 |
375 |
475 |
600 |
750 |
|
|
Св. 90 до 180 |
0,75 |
106 |
132 |
170 |
- |
- |
- |
|
1 |
125 |
160 |
200 |
250 |
- |
- |
|
|
1,5 |
140 |
180 |
224 |
280 |
355 |
450 |
|
|
2 |
160 |
200 |
250 |
315 |
400 |
500 |
|
|
3 |
190 |
236 |
300 |
375 |
475 |
600 |
|
|
4 |
212 |
265 |
335 |
425 |
530 |
670 |
|
|
6 |
250 |
315 |
400 |
500 |
630 |
800 |
|
|
Св. 180 до 355 |
1,5 |
150 |
190 |
236 |
300 |
375 |
- |
|
2 |
180 |
224 |
280 |
355 |
450 |
560 |
|
|
3 |
212 |
265 |
335 |
425 |
530 |
670 |
|
|
4 |
236 |
300 |
375 |
475 |
600 |
750 |
|
|
6 |
265 |
335 |
425 |
530 |
670 |
850 |
|
|
Св. 355 до 600 |
2 |
190 |
236 |
300 |
375 |
475 |
- |
|
4 |
250 |
315 |
400 |
500 |
630 |
800 |
|
|
6 |
2X0 |
355 |
450 |
560 |
710 |
900 |
|
85.
Основные отклонения диаметров наружной и внутренней резьбы
|
Шаг Р, мм |
Наружная резьба |
Внутренняя резьба |
|||||||
|
Диаметр резьбы |
|||||||||
|
d; d2 |
D1; D2 |
||||||||
|
Основное отклонение, мкм |
|||||||||
|
es |
EI |
||||||||
|
d |
е |
f |
g |
h |
Е |
F |
G |
Н |
|
|
0,2 |
- |
- |
-32 |
-17 |
0 |
- |
+32 |
+ 17 |
0 |
|
0,25 |
- |
- |
-33 |
-18 |
0 |
- |
+33 |
+ 18 |
0 |
|
0,3 |
- |
- |
-33 |
-18 |
0 |
- |
+33 |
+ 18 |
0 |
|
0,35 |
- |
- |
-34 |
-19 |
0 |
- |
+34 |
+19 |
0 |
|
0,4 |
- |
- |
-34 |
-19 |
0 |
- |
+34 |
+ 19 |
0 |
|
0,45 |
- |
- |
-35 |
-20 |
0 |
- |
+35 |
+20 |
0 |
|
0,5 |
- |
-50 |
-36 |
-20 |
0 |
+50 |
+36 |
+20 |
0 |
|
0,6 |
- |
-53 |
-36 |
-21 |
0 |
+53 |
+36 |
+21 |
0 |
|
0,7 |
- |
-56 |
-38 |
-22 |
0 |
+56 |
+38 |
+22 |
0 |
|
0,75 |
- |
-56 |
-38 |
-22 |
0 |
+56 |
+38 |
+22 |
0 |
|
0,8 |
- |
-60 |
-38 |
-24 |
0 |
+60 |
+38 |
+24 |
0 |
|
1 |
-90 |
-60 |
-40 |
-26 |
0 |
+60 |
+40 |
+26 |
0 |
|
1,25 |
-95 |
-63 |
-42 |
-28 |
0 |
+63 |
+42 |
+28 |
0 |
|
1,5 |
-95 |
-67 |
-45 |
-32 |
0 |
+67 |
+45 |
+32 |
0 |
|
1,75 |
-100 |
-71 |
-48 |
-34 |
0 |
+71 |
+48 |
+34 |
0 |
|
2 |
-100 |
-71 |
-52 |
-38 |
0 |
+71 |
+52 |
+38 |
0 |
|
2,5 |
-106 |
-80 |
-58 |
-42 |
0 |
+80 |
- |
+42 |
0 |
|
3 |
-112 |
-85 |
-63 |
-48 |
0 |
+85 |
- |
+48 |
0 |
|
3,5 |
-118 |
-90 |
- |
-53 |
0 |
+90 |
- |
+53 |
0 |
|
4 |
-125 |
-95 |
- |
-60 |
0 |
+95 |
- |
+60 |
0 |
|
4,5 |
-132 |
-100 |
- |
-63 |
0 |
+ 100 |
- |
+63 |
0 |
|
5 |
-132 |
-106 |
- |
-71 |
0 |
+ 106 |
- |
+71 |
0 |
|
5,5 |
-140 |
-112 |
-75 |
0 |
+ 112 |
- |
+75 |
0 |
|
|
6 |
-150 |
-118 |
- |
-80 |
0 |
+ 118 |
+80 |
0 |
|
86.
Длины свинчивания (ГОСТ 16093-81)
Размеры, мм
|
Номинальный диаметр резьбы d |
Шаг Р |
Длина свинчивания для группы |
||
|
S |
N |
L |
||
|
От 1 до 1,4 |
0,2 |
До 0,5 |
Св. 0,5 до 1,4 |
Св. 1,4 |
|
0,25 |
» 0,6 |
» 0,6 » 1,7 |
» 1,7 |
|
|
0,3 |
» 0,7 |
» 0,7 » 2 |
» 2 |
|
|
Св. 1,4 до 2,8 |
0,2 |
До 0,5 |
Св. 0,5 до 1,5 |
Св. 1,5 |
|
0,25 |
» 0,6 |
» 0,6 » 1,9 |
» 1,9 |
|
|
0,35 |
» 0,8 |
» 0,8 » 2,6 |
» 2,6 |
|
|
0,4 |
» 1 |
» 1 » 3 |
» 3 |
|
|
0,45 |
» 1,3 |
» 1,3 » 3,8 |
» 3,8 |
|
|
Св. 2,8 до 5,6 |
0,25 |
До 0,7 |
Св. 0,7 до 2,1 |
Св. 2,1 |
|
0,35 |
» 1 |
» 1 » 3 |
» 3 |
|
|
0,5 |
» 1,5 |
» 1,5 » 4,5 |
» 4,5 |
|
|
0,6 |
» 1,7 |
» 1,7 » 5 |
» 5 |
|
|
0,7 |
» 2 |
» 2 » 6 |
» 6 |
|
|
0,75 |
» 2,2 |
» 2,2 » 6,7 |
» 6,7 |
|
|
0,8 |
» 2,5 |
» 2,5 » 7,5 |
» 7,5 |
|
|
Св. 5,6 до 11,2 |
0,25 |
До 0,8 |
Св. 0,8 до 2,4 |
Св. 2,4 |
|
0,35 |
» 1,1 |
» 1,1 » 3,4 |
» 3,4 |
|
|
0,5 |
» 1,6 |
» 1,6 » 4,7 |
» 4,7 |
|
|
0,75 |
» 2,4 |
» 2,4 » 7,1 |
» 9 |
|
|
1 |
» 3 |
» 3 » 9 |
» 7,1 |
|
|
1,25 |
» 4 |
» 4 » 12 |
» 12 |
|
|
1,5 |
» 5 |
» 5 » 15 |
» 15 |
|
|
Св. 11,2 до 22,4 |
0,35 |
До 1,3 |
Св. 1,3 до 3,8 |
Св. 3,8 |
|
0,5 |
» 1,8 |
» 1,8 » 5,5 |
» 5,5 |
|
|
0,75 |
» 2,8 |
» 2,8 » 8,3 |
» 8,3 |
|
|
1 |
» 3,8 |
» 3,8 » 11 |
» 11 |
|
|
1,25 |
» 4,5 |
» 4,5 » 13 |
» 13 |
|
|
1,5 |
» 5,6 |
» 5,6 » 16 |
» 16 |
|
|
1,75 |
» 6 |
» 6 » 18 |
» 18 |
|
|
2 |
» 8 |
» 8 » 24 |
» 24 |
|
|
2,5 |
» 10 |
» 10 » 30 |
» 30 |
|
|
Св. 22,4 до 45 |
0,5 |
До 2,1 |
Св. 2,1 до 6,3 |
Св. 6,3 |
|
0,75 |
» 3.1 |
» 3,1 » 9,5 |
» 9.5 |
|
|
1 |
» 4 |
» 4 » 12 |
» 12 |
|
|
1,5 |
» 6.3 |
» 6,3 » 19 |
» 19 |
|
|
2 |
» 8.5 |
» 8,5 » 25 |
» 25 |
|
|
3 |
» 12 |
» 12 » 36 |
» 36 |
|
|
3,5 |
» 15 |
» 15 » 45 |
» 45 |
|
|
4 |
»18 |
» 18 » 53 |
» 53 |
|
|
4,5 |
» 21 |
» 21 » 63 |
» 63 |
|
|
Св. 45 до 90 |
0,5 |
До 2,4 |
Св. 2,4 до 7,1 |
Св. 7,1 |
|
0,75 |
» 3,6 |
» 3,6 » 11 |
» 11 |
|
|
1 |
» 4,8 |
» 4,8 » 14 |
» 14 |
|
|
1,5 |
» 7,5 |
» 7.5 » 22 |
» 22 |
|
|
2 |
» 9,5 |
» 9,5 » 28 |
» 28 |
|
|
3 |
» 15 |
» 15 » 45 |
» 45 |
|
|
4 |
» 19 |
» 19 » 56 |
» 56 |
|
|
5 |
» 24 |
» 24 » 71 |
» 71 |
|
|
5,5 |
» 28 |
» 28 » 85 |
» 85 |
|
|
6 |
» 32 |
» 32 » 95 |
» 95 |
|
|
Св. 90 до 180 |
0,75 |
До 4,2 |
Св. 4,2 до 12 |
Св. 12 |
|
1 |
» 5,6 |
» 5,6 » 16 |
» 16 |
|
|
1,5 |
» 8,3 |
» 8,3 » 25 |
» 25 |
|
|
2 |
» 12 |
» 12 » 36 |
» 36 |
|
|
3 |
» 18 |
» 18 » 53 |
» 53 |
|
|
4 |
» 24 |
» 24 » 71 |
» 71 |
|
|
6 |
» 36 |
» 36 » 106 |
» 106 |
|
|
Св. 180 до 355 |
1,5 |
До 9,5 |
Св. 9,5 до 28 |
Св. 28 |
|
2 |
» 13 |
» 13 » 38 |
» 38 |
|
|
3 |
» 20 |
» 20 » 60 |
» 60 |
|
|
4 |
» 26 |
» 26 » 80 |
» 80 |
|
|
6 |
» 40 |
» 40 » 118 |
» 118 |
|
|
Св. 355 до 600 |
2 |
До 15 |
Св. 15 до 45 |
Св. 45 |
|
4 |
» 29 |
» 29 » 87 |
» 87 |
|
|
6 |
» 43 |
» 43 » 130 |
» 130 |
|
Форма впадины резьбы (по ГОСТ
16093-81)
Реальный профиль впадины наружной резьбы ни в одной точке не должен выходить за линию плоского среза на расстоянии H/4 от вершины исходного треугольника.
При закругленной форме впадины наружной резьбы радиус кривизны реального профиля ни в одной точке не должен быть менее 0,1Р (рис. 4, а).
Числовые значения наименьших радиусов закругления впадины наружной резьбы (Rmin) должны соответствовать указанным в табл. 87.
При высоких требованиях к прочности резьбы может устанавливаться наименьший радиус кривизны реального профиля впадины наружной резьбы Rmin = 0,125P (табл. 87).
При плоскосрезанной форме впадины наружной резьбы реальный профиль впадины следует располагать между линиями плоского среза на расстоянии H/4 и H/8 от вершины исходного треугольника (рис. 4, б).
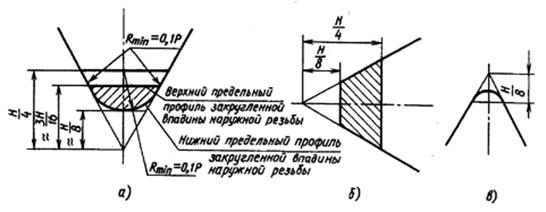
Рис. 4. Форма впадин резьбы:
а - закругленная форма впадины наружной резьбы; б - плоскосрезанная
форма впадины наружной резьбы; в - профиль впадины внутренней резьбы
87.
Значение наименьших радиусов закругления впадины наружной резьбы
Размеры, мм
|
Шаг Р |
Rmin= 0,1Р |
Rmin= 0,125Р |
Шаг Р |
Rmin= 0,1Р |
Rmin= 0,125Р |
Шаг Р |
Rmin= 0,1Р |
Rmin= 0,125Р |
|
0,2 |
0,020 |
0,025 |
0,75 |
0,075 |
0,094 |
3,5 |
0,350 |
0,428 |
|
0,25 |
0,025 |
0,031 |
0,8 |
0,080 |
0,100 |
|||
|
0,3 |
0,030 |
0,038 |
1 |
0,100 |
0,125 |
4 |
0,400 |
0,500 |
|
0,35 |
0,035 |
0,044 |
1,25 |
0,125 |
0,156 |
4,5 |
0,450 |
0,562 |
|
0,4 |
0,040 |
0,050 |
1.5 |
0,150 |
0,188 |
|||
|
0,45 |
0,045 |
0,056 |
1,75 |
0,175 |
0,219 |
5 |
0,500 |
0,625 |
|
0,5 |
0,050 |
0,062 |
2 |
0,200 |
0,250 |
5,5 |
0,550 |
0,698 |
|
0,6 |
0,060 |
0,075 |
2,5 |
0,250 |
0,312 |
6 |
0,600 |
0,750 |
|
0,7 |
0,070 |
0,088 |
3 |
0,300 |
0,375 |
Реальный профиль впадины внутренней резьбы ни в одной точке не должен выходить за линию плоского среза на расстоянии H/8 от вершины исходного треугольника (рис. 4, в).
Поля допусков наружной и внутренней резьбы, установленные в классах точности (точный, средний и грубый), должны соответствовать указанным в табл. 88.
Поля допусков, заключенные в рамки, следует применять предпочтительно.
Применение полей допусков, заключенных в скобки, следует по возможности ограничить.
При длинах свинчивания S и L допускается применять поля допусков, установленные для длин свинчивания N.
В обоснованных случаях допускается применять поля допусков резьбы, образованные иными сочетаниями полей допусков среднего диаметра и диаметров выступов резьбы из числа приведенных в табл. 88, например:
для наружной резьбы - 4h6h; 8h6h;
для внутренней резьбы - 5Н6Н.
88. Поля допусков (ГОСТ 16093-81)
|
Класс точности |
Длина свинчивания |
|||||||||
|
S |
N |
L |
||||||||
|
Поле допуска наружной резьбы |
||||||||||
|
Точный |
5g6g |
(3h4h) |
6d |
6е |
4g |
4h |
(7e6e) |
(5h4h) |
||
|
Средний |
(5h6h) |
6g |
6h |
7g6g |
(7h6h) |
|||||
|
Грубый |
8g |
(8h)* |
(9g8g) |
|||||||
* Только для резьбы с шагом Р ≥ 0,8мм. Для резьбы с шагом Р < 0,8мм применяется поле допуска 8h6h.
|
Класс точности |
Длина свинчивания |
|||||
|
S |
N |
L |
||||
|
Поле допуска внутренней резьбы |
||||||
|
Точный |
4Н |
4Н5Н 5Н |
6Н |
|||
|
Средний |
(5G) |
5Н |
6G |
6Н |
(7G) |
7Н |
|
Грубый |
7G |
7Н |
(8G) |
8Н |
||
Поля допусков наружной и внутренней резьбы, указанные в табл. 88, являются ограничительным отбором из всей совокупности полей допусков, которые могут быть получены различным сочетанием степеней точности и основных отклонений по табл. 83.
Поля допусков, не указанные в табл. 88, являются специальными. Их применение допускается в технически и экономически обоснованных случаях, если поля допусков по табл. 88 не могут обеспечить требования, предъявляемые к изделию.
В посадках допускаются любые сочетания полей допусков наружной и внутренней резьбы, установленных настоящим стандартом.
Предпочтительнее сочетать поля допусков одного класса точности.
Предельные отклонения для резьбы с защитными
покрытиями
Предельные отклонения резьбы до нанесения защитного покрытия должны соответствовать настоящему стандарту, если применяемые толщины покрытий не требуют больших величин основных отклонений.
Если заданы предельные отклонения размеров резьбы до нанесения покрытия и нет других указаний, то размеры резьбы после нанесения покрытия не должны выходить за пределы, определяемые номинальным профилем резьбы и соответствующие основным отклонениям h и Н.
89.
Замена допусков резьб
Болты
|
Поле допуска по ранее действовавшим
стандартам |
Поле допуска по ГОСТ 16093-81 |
|
|
Кл. 1 |
ГОСТ 9253-59 |
4h |
|
Кл. 2 |
6g |
|
|
Кл. 2а |
6g |
|
|
Кл. 3 |
8g |
|
|
Кл. 2аД |
ГОСТ 10191-62 |
6g |
|
Кл. 3Л |
6g |
|
Гайки
|
Поле допуска по ранее действовавшим
стандартам |
Поле допуска по ГОСТ 16093-81 |
|
|
Кл. 1 |
ГОСТ 9253-59 |
4Н5Н |
|
Кл. 2 |
6Н |
|
|
Кл. 2а |
6Н |
|
|
Кл. 3 |
7Н |
|
|
Кл. 3Х |
ГОСТ 10191-62 |
6G |
email: KarimovI@rambler.ru
Адрес: Россия, 450071, г.Уфа, почтовый ящик 21
Теоретическая механика Сопротивление материалов
Строительная механика Детали машин Теория машин и механизмов