Главная
1в.
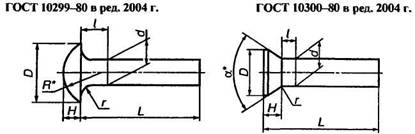
Заклепки с полукруглой и потайной головками
Размеры, мм
* Размер для справок.
ГОСТ 10299-88
|
d |
1 |
1,2 |
1,6 |
2 |
2,5 |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
16 |
20 |
24 |
30 |
36 |
|
D |
1,8 |
2,1 |
2,9 |
3,5 |
4,4 |
5,3 |
7,1 |
8,8 |
11 |
14 |
16 |
19 |
25 |
30 |
37 |
45 |
55 |
|
Н |
0,6 |
07 |
10 |
1,1 |
1,5 |
1,8 |
2,4 |
3,0 |
3,6 |
4,8 |
6,0 |
7,2 |
9,5 |
12 |
16 |
20 |
24 |
|
r, не более |
0,2 |
0,4 |
0,5 |
0,6 |
0,8 |
1,0 |
1,2 |
1,6 |
|||||||||
|
R |
1 |
1,2 |
1,6 |
1,9 |
2,4 |
2,9 |
3,8 |
4,7 |
6 |
7,5 |
8,3 |
9,8 |
13 |
15,4 |
18,7 |
22,7 |
27,8 |
|
l |
1,5 |
3 |
4 |
6 |
8 |
10 |
|||||||||||
ГОСТ 10300-80
|
d |
1 |
1,2 |
1,6 |
2 |
2,5 |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
16 |
20 |
24 |
30 |
36 |
||
|
D |
1,9 |
2,3 |
2,9 |
3,9 |
4,5 |
5,2 |
7,0 |
8,8 |
10,3 |
13,9 |
17 |
20 |
24 |
30 |
36 |
41 |
49 |
||
|
H |
0,5 |
0,6 |
0,7 |
1,0 |
1,1 |
1,2 |
1,6 |
2,0 |
2,4 |
3,2 |
4,8 |
5,6 |
7,2 |
9 |
11 |
14 |
16 |
||
|
угол а |
90° |
75° |
60° |
45° |
|||||||||||||||
|
r, не более |
0,1 |
0,2 |
0,25 |
0,3 |
0,4 |
0,5 |
0,6 |
0,8 |
|||||||||||
|
l |
1,5 |
3 |
4 |
6 |
8 |
10 |
|||||||||||||
|
Диаметр стержня
d |
Длина L |
Диаметр стержня
d |
Длина L |
||||||||||||||||
|
ГОСТ 10299 |
ГОСТ 10300 |
ГОСТ 10299 |
ГОСТ 10300 |
||||||||||||||||
|
1,0 |
2-8 |
2-8 |
8,0 |
9-70 |
9-60 |
||||||||||||||
|
1,2 |
2-10 |
3-10 |
10 |
14-100 |
16-75 |
||||||||||||||
|
1,6 |
3-12 |
3-12 |
12 |
18-110 |
18-85 |
||||||||||||||
|
2,0 |
3-16 |
3-16 |
16 |
20-140 |
24-100 |
||||||||||||||
|
2,5 |
3-20 |
4-20 |
20 |
34-160 |
38-150 |
||||||||||||||
|
3,0 |
4-40 |
4-20 |
24 |
40-180 |
40-180 |
||||||||||||||
|
4,0 |
5-50 |
5-50 |
30 |
55-180 |
52-180 |
||||||||||||||
|
5,0 |
7-60 |
8-60 |
36 |
55-180 |
60-180 |
||||||||||||||
|
6,0 |
7-60 |
8-60 |
|||||||||||||||||
1. Длина заклепок должна выбираться
из ряда: 2, 3, 4, 5, 6, 7, 8, 9, 10, 12, 14, 16, 18, 20, 22, 24,26, 28, 30, 32,
34, 36, 38, 40, 42, 45, 48, 50, 52, 55, 58, 60, 65, 70, 75, 80, 85, 90, 95,
100, 110, 120, 130, 140, 150, 160, 170, 180мм.
2. Предельные отклонения высоты головки для
размеров Н < 1мм — плюс 0,28, минус 0,16мм; для Н = 1мм - ±0,28мм.
Пример
условного обозначения заклепки с полукруглой головкой класса точности В
диаметром стержня d = 8мм, длиной L = 20мм, из материала группы 00, без
покрытия:
Заклепка
8 × 20.00 ГОСТ 10299-80
Технические
требования к заклепкам классов
точности В и С.
1. Шероховатость поверхности заклепок не
должна превышать:
Ra = 6,3мкм для класса точности В;
Ra = 50мкм для класса точности С.
Шероховатость поверхностей заклепок,
изготовленных методом холодной штамповки, и шероховатости торца стержня не
контролируются.
2.
Поля допусков и предельные отклонения размеров заклепок классов точности В и С
|
Наименование
параметра |
Поля допусков и
предельные отклонения |
|
|
Класс точности В |
Класс точности С |
|
|
Диаметр стержня d |
js14 |
js15 |
|
Диаметр головки D |
js15 |
js16 |
|
Длина заклепки L |
±IT16/2 |
±IT17/2 |
|
Высота головки Н > 1мм |
js16 |
|
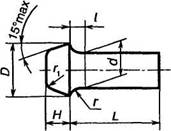
3.
Заклепки с плоской головкой (по ГОСТ 10303-80)
Размеры, мм
1. Длина заклепок должна выбираться из ряда:
2, 3, 4, 5,6, 7, 8, 9,10, 12,14, 16, 18,20, 22, 24, 26,28, 30, 32, 34, 36, 38,
40, 42, 45, 48, 50, 52, 55, 58, 60, 65, 70, 75, 80, 85, 90, 95, 100, ПО, 120,
130, 140, 150, 160, 170, 180мм.
2. Предельные отклонения высоты головки Н =
1мм - ±0,28мм.
Пример
условного обозначения заклепки с плоской головкой класса точности В диаметром d = 8мм, длиной L =
20мм, из материала группы 00, без покрытия:
Заклепка 8 × 20.00 ГОСТ
10303-80
|
Диаметр d стержня |
2 |
2,5 |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
16 |
20 |
24 |
30 |
36 |
|
Диаметр D головки |
3,8 |
4,8 |
5,5 |
7,5 |
9,5 |
11 |
14 |
16 |
20 |
25 |
32 |
40 |
50 |
60 |
|
Высота Н головки |
1 |
1,2 |
1,6 |
2 |
2,5 |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
15 |
18 |
|
Радиус под головкой r, не более |
0,2 |
0,4 |
0,5 |
0,6 |
0,8 |
1,0 |
1,2 |
1,6 |
||||||
|
Радиус скругления головки r1, не
более |
0,5 |
0,7 |
1,0 |
1,3 |
2,0 |
2,6 |
3,0 |
4,0 |
5,3 |
6,6 |
8,0 |
|||
|
Расстояние l от основания головки до места замера диаметра |
3 |
4 |
6 |
8 |
10 |
|||||||||
|
Длина L |
4...10 |
5…14 |
5…18 |
6...32 |
8...60 |
10…60 |
14…60 |
16...85 |
18…90 |
24…110 |
32…150 |
50…180 |
60...180 |
|
4.
Марки материалов, их условное обозначение и временное сопротивление срезу заклепок
по ГОСТ 10304-80 в ред. 2005г.
|
Материал |
Термообработка |
Временное сопротивление
срезу, Н/мм2
(кгс/мм2), не менее |
||
|
Вид |
Марка |
Условное обозначение
(группы) |
||
|
Углеродистые стали |
Ст2 |
00 |
Отжиг |
250 (25) |
|
10,10кп |
01 |
|||
|
Ст3 |
02 |
|||
|
15, 15кп |
03 |
|||
|
Легированная сталь |
09Г2 |
10 |
Без термообработки |
380 (38) |
|
Коррозионно-стойкая сталь |
12Х18Н9Т 12Х18Н10Т |
21 |
Закалка |
430(43) |
|
Латунь |
Л63 Л63АМ (антимагнитная) |
32 33 |
Отжиг |
- |
|
Медь |
М3 МТ |
38 |
190(19) |
|
|
Алюминиевые сплавы |
АМг5П |
31 |
Без термообработки |
160(16) |
|
Д18 |
36 |
Закалка и естественное старение |
190(19) |
|
|
АД1 |
37 |
Без термообработки |
60(6) |
|
Примечания:
1. Заклепки должны изготовляться с покрытиями
и без покрытий. Виды покрытий и их условные обозначения по ГОСТ 1759.0-87.
Выбор толщины покрытия - по ГОСТ 9.303-84.
2. Технические требования к покрытиям - по
ГОСТ 9.301-86.
3. Заклепка должна выдерживать испытание в
холодном состоянии на прочность соединения головки со стержнем. Изгиб головки
по отношению к стержню на угол 15° должен происходить без возникновения поперечных
надрывов.
email: KarimovI@rambler.ru
Адрес: Россия, 450071, г.Уфа, почтовый ящик 21
Теоретическая механика Сопротивление материалов
Строительная механика Детали машин Теория машин и механизмов