Главная
Раздел 1. Введение.
Содержание
Основные понятия и определения курса
Требования, предъявляемые к техническим
объектам
Значение передаточных механизмов в
машиностроении
Основные
принципы и этапы разработки и проектирования машин
Основные
принципы конструирования
Системы госстандартов, используемые при проектировании машин
Эволюция процессов конструирования
Принципы инновационного
проектирования
Специфика проектной деятельности
Современные методы оптимального
проектирования на основе САПР
Этапы проектирования. Структура САПР
2.1. Информационная подсистема
2.2. Подсистема поиска решений технической
задачи
2.3. Подсистема инженерного анализа
2.4. Подсистема ведения и изготовления
документации
Требования к машинам и критерии их качества
Силы, действующие в механизмах и машинах
Виды нагрузок, действующих на детали машин
Условия нормальной работы деталей и машин
Показатели надежности. Диаграмма развития отказов
Общие направления повышения надежности
Общие принципы прочностных расчётов
Трение и изнашивание в машинах
Общие задачи создания долговечных узлов трения
Мощность машин и её преобразование в механизмах
Современное общество отличается от первобытного использованием машин.
Применение предметов, усиливающих возможности рук (палки, камни), и особенно освоение дополнительных источников энергии (костёр, лошадь) не только позволило человечеству выжить, но и обеспечило в дальнейшем победу над превосходящими силами природы.
Жизнь людей, даже самых отсталых племён, теперь немыслима без различных механических устройств и приспособлений (греч. "механа" – хитрость).
Машиностроение – катализатор научно – технического прогресса, и основные производственно – технологические процессы выполняются машинами или автоматическими линиями. В этой связи машиностроению принадлежит ведущая роль среди других отраслей промышленности и благодаря чему семь развитых государств производят 66% мирового ВВП.
История использования машин начинается с глубокой древности. Известно применение пружин в луках для метания стрел, катков для перемещения тяжестей.
Такие простые детали машин, как металлические цапфы, примитивные зубчатые колеса, винты, кривошипы были известны до Архимеда (3-й век до новой эры). В эпоху возрождения Леонардо да Винчи (в 15 веке) создал новые механизмы: зубчатые колеса с перекрещивающимися осями, шарнирные цепи, подшипники качения. Уже тогда применялись канатные и ременные передачи, грузовые винты, шарнирные муфты.
Всерьёз говорить о применении машин можно лишь с эпохи промышленной революции XVIII века, когда изобретение паровой машины дало гигантский технологический рывок и сформировало современный мир в его нынешнем виде. Здесь важен энергетический аспект проблемы.
С тех же пор наметились основные закономерности устройства и функционирования механизмов и машин, сложились наиболее рациональные и удобные формы их составных частей - деталей. В процессе механизации производства и транспорта, по мере увеличения нагрузок и сложности конструкций, возросла потребность не только в интуитивном, но и в научном подходе к созданию и эксплуатации машин.
Развитие промышленности и, особенно, самой передовой техники того времени – железнодорожного транспорта, потребовало большого количества инженеров-механиков. Поэтому в ведущих университетах Запада уже с 30-х годов XIX века, а в Санкт-Петербургском университете с 1892 года читается самостоятельный курс "Детали Машин". Без этого курса теперь невозможна подготовка инженера-механика любой специальности.
Развитие теории и расчета деталей машин связаны с многими именами русских ученных. П.Л.Чебышев, математик и механик, изобретатель более 40 различных механизмов, в том числе и арифмометра. Н.Е. Жуковский, автор исследований по механике твердого тела, гидро- и аэродинамике. Л.В. Ассур, создатель рациональной классификации плоских шарнирных механизмов. В.Л. Кирпичев, автор первого учебника по деталям машин.
Исторически сложившиеся в мире системы подготовки инженеров при всех национальных и отраслевых различиях имеют единую четырёхступенчатую структуру:
1. На младших курсах изучаются ФУНДАМЕНТАЛЬНЫЕ НАУКИ, которые представляют собой системы знаний о наиболее общих законах и принципах нашего мира. Это - Физика, Химия, Математика, Информатика, Теоретическая механика, Философия, Политология, Психология, Экономика, История и т.п.
2. Далее изучаются ПРИКЛАДНЫЕ НАУКИ, которые изучают действие фундаментальных законов природы в частных областях жизни, таковыми являются Техническая термодинамика, Теория прочности, Материаловедение, Сопротивление материалов, Теория механизмов и машин, Прикладная механика, Вычислительная техника и т.п.
3. На старших курсах (3-й и выше) студенты приступают к изучению ОБЩЕТЕХНИЧЕСКИХ ДИСЦИПЛИН, таких как НАШ КУРС, а также "Основы стандартизации", "Технология обработки материалов" и т.п.; отраслевые различия здесь ещё сравнительно невелики.
4. Обучение завершается освоением СПЕЦИАЛЬНЫХ ДИСЦИПЛИН, таких как, например, "Расчет элементов сельскохозяйственных машин" и т.п., которые и составляют квалификацию инженера-механика соответствующей специальности.
При этом подлинно высококвалифицированным специалистом, способным решать конкретные инженерно-технические проблемы становится лишь тот, кто усвоит взаимосвязь и преемственность между фундаментальными, прикладными, общетехническими и специальными знаниями.
Курс "Детали машин" непосредственно опирается на курсы "Сопротивление материалов" и "Теория механизмов и машин", которыми, мы надеемся, студенты овладели в совершенстве. Кроме того, для успешного выполнения расчётно-графических работ и курсового проекта необходимы хорошие знания правил и приёмов курса "Инженерная графика".
Основные понятия и определения курса
Определим базовые понятия в самом начале работы для систематизации учебного материала и во избежание двусмысленного толкования.
Расположим понятия по степени сложности.
В стандарте ГОСТ 15467-79 ПРОДУКЦИЯ – результат деятельности или процессов. Продукция может включать услуги, оборудование, перерабатываемые материалы, программное обеспечение или комбинацию из них.
Согласно ГОСТ 15895-77, ИЗДЕЛИЕ является единицей промышленной продукции. ИЗДЕЛИЕ – любой предмет или набор предметов производства, изготовленный предприятием. Под изделием понимают любую продукцию, изготовляемую по конструкторской документации. Видами изделий являются детали, комплекты, узлы, механизмы, агрегаты, машины и комплексы. Изделия, в зависимости от наличия или отсутствия в них составных частей, делятся: 1) на неспецифицированные (детали) — не имеющие составных частей; 2) на специфицированные (сборочные единицы, комплексы, комплекты) — состоящие из двух и более составных частей. Составными частями машины являются: деталь, сборочная единица (узел), комплекс и комплект.
Детали машин – научная дисциплина, занимающаяся изучением, проектированием и расчетом деталей машин и узлов общего назначения. Механизмы и машины состоят из деталей. Встречающиеся почти во всех машинах болты, валы, зубчатые колеса, подшипники, муфты называют узлами и деталями общего назначения.
ДЕТАЛЬ – (франц. detail – кусочек) – изделие, изготовленное из однородного по наименованию и марке материала без применения сборочных операций (ГОСТ 2.101-68). Например, валик из одного куска металла; литой корпус; пластина из биметаллического листа и т. д. Детали могут быть простыми (гайка, шпонка и т. п.) или сложными (коленчатый вал, корпус редуктора, станина станка и т. п.).
Среди большого разнообразия деталей и узлов машин выделяют такие, которые применяют почти во всех машинах (болты, валы, муфты, механические передачи и т.п.). Эти детали (узлы) называют деталями общего назначения и изучают в курсе "Детали машин". Все другие детали (поршни, лопатки турбин, гребные винты и т.п.) относятся к деталям специального назначения и изучаются в специальных курсах. Детали общегоназначения применяют в машиностроении в очень больших количествах. Поэтому любое усовершенствование методов расчета и конструцкии этих деталей, позволяющее уменьшить затраты материала, понизить стоимость производства, повысить долговечность,приносит большой экономический эффект.
СБОРОЧНАЯ ЕДИНИЦА – изделие, составные части которого подлежат соединению на предприятии-изготовителе посредством сборочных операций (свинчиванием, сочленением, пайкой, опрессовкой и т. п.), (ГОСТ 2.101-68).
УЗЕЛ – законченная сборочная единица,
состоящая из деталей общего функционального назначения и выполняющая определенную функцию в изделиях одного
назначения только совместно с другими составными частями изделия (муфты,
подшипники качения и др.). Сложные узлы могут включать несколько простых
узлов (подузлов); например, редуктор включает
подшипники, валы с насажденными на них зубчатыми колесами и т.п.
КОМПЛЕКТ (ремкомплект) – это набор отдельных
деталей, служащее для совершения таких операции как сборка, сверление,
фрезерование или для ремонта определенных узлов машин. Например, набор
накладных или торцевых ключей, отверток, сверл, фрез или ремкомплект
карбюратора, топливного насоса и так далее.
МЕХАНИЗМ – система подвижно соединенных
деталей, предназначенная для преобразования движения одного или нескольких тел
в целесообразные движения других тел (например, кривошипно-ползунный механизм,
механические передачи и т. п.).
По
функциональному назначению механизмы машин обычно делятся на следующие виды:
- передаточные
механизмы;
- исполнительные
механизмы;
- механизмы
управления, контроля и регулирования;
- механизмы подачи, транспортирования и сортирования.
ЗВЕНО –
группа деталей, образующая подвижную или неподвижную относительно друг
друга механическую систему тел.
Звено, принимаемое за неподвижное, называется стойкой.
Входным
звеном называют звено, которому сообщается движение, преобразуемое механизмом
в движения других звеньев.
Выходным
звеном называют звено, совершающее движение, для выполнения которого
предназначен механизм.
Между входным
и выходным звеньями могут быть расположены промежуточные звенья.
В каждой паре
совместно работающих звеньев в направлении силового потока различают ведущее
и ведомое звенья.
В современном машиностроении широкое применение получили механизмы, в состав которых входят упругие (пружины, мембраны и др.) и гибкие (ремни, цепи, канаты и др.) звенья.
Кинематической
парой называют соединение двух соприкасающихся звеньев, допускающее их
относительное движение. Поверхности, линии, точки звена, по которым оно может
соприкасаться с другим звеном, образуя кинематическую пару, называются элементами
кинематической пары. По функциональному признаку кинематические пары
могут быть вращательными, поступательными, винтовыми и т. д.
Связанная
система звеньев, образующих между собой кинематические пары, называется кинематической
цепью. Таким образом, в
основе всякого механизма лежит кинематическая цепь.
АППАРАТ – (лат. apparatus – часть) прибор, техническое устройство, приспособление, обычно некая автономно-функциональная часть более сложной системы.
АГРЕГАТ – (лат. aggrego – присоединять) унифицированный функциональный узел, обладающий полной взаимозаменяемостью.
ПРИВОД - устройство, посредством которого осуществляется движение рабочих органов машин. В ТММ применяется адекватный термин – машинный агрегат.
МАШИНА – (греч. "махина" – огромная, грозная) система деталей,
совершающая механическое движение для преобразования энергии, материалов или
информации с целью облегчения труда. Машина характерна наличием источника
энергии и требует присутствия оператора
для своего управления. Проницательный немецкий экономист К. Маркс заметил, что
всякая машина состоит из двигательного, передаточного и исполнительного
механизмов. Категория «машина»
в быту чаще употребляется в качестве термина «техника».
ТЕХНИКА — это созданные человеком материальные средства, используемые им для расширения его
функциональных возможностей в различных областях деятельности с целью удовлетворения материальных
и духовных потребностей.
По характеру рабочего процесса все многообразие машин можно разделить на классы: энергетические, технологические, транспортирующие и информационные.
ЭНЕРГЕТИЧЕСКИЕ МАШИНЫ - это устройства, предназначенные для преобразования энергии любого вида (электрической, паровой, тепловой и т.п.) в механическую. К ним относятся электрические машины (электродвигатели), электромагнитные преобразователи тока, паровые машины, двигатели внутреннего сгорания, турбины и т.п. К разновидности энергетических машин относятся МАШИНЫ-ПРЕОБРАЗОВАТЕЛИ, служащие для преобразования механической энергии в энергию любого вида. К ним относятся генераторы, компрессоры, гидравлические насосы и т.п.
ТРАНСПОРТИРУЮЩИЕ МАШИНЫ - преобразуют энергию двигателя в энергию перемещения масс (продукции, изделий). К транспортирующим машинам относятся конвейеры, элеваторы, нории, подъемные краны и подъемники.
ИНФОРМАЦИОННЫЕ (ВЫЧИСЛИТЕЛЬНЫЕ) МАШИНЫ - предназначены для получения и преобразования информации.
ТЕХНОЛОГИЧЕСКИЕ МАШИНЫ - предназначены для преобразования обрабатываемого предмета (продукта), состоящего в изменении его
размеров, формы, свойства или состояния.
Технологические машины состоят из энергетической
машины (двигателя), передаточного и
исполнительного механизмов. Важнейшим в
машине является ИСПОЛНИТЕЛЬНЫЙ МЕХАНИЗМ,
определяющий технологические
возможности, степень универсальности и наименование машины. Те части машины, которые вступают в
соприкосновение с продуктом и
воздействуют на него, называются РАБОЧИМ
ОРГАНОМ МАШИНЫ.
В области конструирования
машин (машиностроения)
широко используется категория ТЕХНИЧЕСКАЯ
СИСТЕМА, под которой понимаются искусственно
созданные объекты, предназначенные для удовлетворения определенной потребности, которым присущи возможность выполнения не менее одной
функции, многоэлементность, иерархичность строения,
множественность связей между элементами, многократность изменения и многообразие потребительских
качеств. К техническим
системам относятся отдельные машины, аппараты, приборы, сооружения, ручные орудия, их
элементы в виде узлов, блоков, агрегатов и других сборочных единиц, а также сложные комплексы взаимосвязанных машин, аппаратов, сооружений
и т.п.
ПРИВОД - устройство, приводящее в движение машину или механизм.
Привод состоит из:
- источника энергии;
- передаточного механизма;
- аппаратуры управления.
МАШИННЫМ АГРЕГАТОМ называется техническая система, состоящая из одной или нескольких соединенных последовательно или параллельно машин и предназначенная для выполнения каких-либо требуемых функций. Обычно в состав машинного агрегата входят: двигатель, передаточный механизм и рабочая или энергетическая машина. В настоящее время в состав машинного агрегата часто включается контрольно-управляющая или кибернетическая машина. Передаточный механизм в машинном агрегате необходим для согласования механических характеристик двигателя с механическими характеристиками рабочей или энергетической машины. В зависимости от условий работы машинного агрегата режим управления может осуществляться вручную или автоматически.
КОМПЛЕКС – это
тоже сборочная единица отдельных взаимосвязанных машин, автоматов и роботов,
управляемые с единого центра для совершения технологических операции в
определенной последовательности.
Например, РТК – робототехнические комплексы, автоматические линии без участия
человека при выполнении технологических операции; поточные линии, где в
некоторых операциях участвуют люди, например при удалении оперении птиц.
АВТОМАТ – (греч. "аутомотос" – самодвижущийся) машина, работающая по заданной программе без оператора.
РОБОТ – (чешск. robot – работник) машина, имеющая систему управления, позволяющую ей самостоятельно принимать исполнительские решения в заданном диапазоне.
Требования, предъявляемые к техническим объектам
При разработке технического объекта необходимо учитывать требования, которым должен удовлетворять проектируемый объект.
В 1950 г. немецкий инженер Ф. Кессельринг предпринял попытку собрать все требования, которые ставят перед собой конструкторы, с тем, чтобы в качестве декомпозиции процесса проектирования, т.е. разделения сложной задачи на ряд более простых, превратить проектирование в процесс последовательного удовлетворения одного требования за другим - подобно школьной задаче в нескольких действиях.
Список Ф. Кессельринга включал более 700 требований. Это был неполный список, сегодня известно более 2500 требований.
Кессельрингу не удалось решить поставленную задачу, поскольку многие требования противоречат друг другу. Например, требование повышения уровня автоматизации технического объекта противоречат требованию всемерного упрощения конструкции и т.д.
Таким образом, в каждом случае конструктор должен решать, какое требование следует удовлетворять, а каким следует пренебречь.
Тем не менее, существование списка требований и его пополнение чрезвычайно полезно, поскольку заставляет обратить внимание на те стороны объекта, которые подчас кажутся банальными, а на деле упускаются.
Ниже приведены некоторые примеры требований:
- подчинять конструирование задаче увеличения экономического эффекта, определяемого в первую очередь полезной отдачей машины, ее долговечностью и стоимостью эксплуатационных расходов за весь период использования машины;
- добиваться максимального повышения полезной отдачи путем увеличения производительности машины и объема выполняемых ею операций;
- добиваться всемерного снижения расходов на эксплуатацию машин уменьшением энергопотребления, стоимости обслуживания и ремонта;
- увеличивать степень автоматизации машин с целью увеличения производительности, повышения качества продукции и сокращения затрат на рабочую силу;
- увеличить долговечность машин;
- обеспечивать длительный моральный срок службы, закладывая в машины высокие исходные параметры и предусматривая резервы развития и совершенствования машин;
- закладывать в машины предпосылки интенсификации их использования повышением универсальности и надежности;
- предусматривать возможность создания производных машин с максимальным использованием конструктивных элементов базовой машины;
- стремиться к сокращению числа типоразмеров машин;
- стремиться к устранению капитальных ремонтов за счет наличия сменных частей;
- последовательно выдерживать принцип агрегатности;
- исключать необходимость подбора и пригонки деталей при сборке, обеспечивая их взаимозаменяемость;
- исключить операции выверки, регулировки деталей и узлов по месту; предусматривать в конструкции, фиксирующие элементы, обеспечивающие правильную установку деталей и узлов при сборке;
- обеспечивать вас окую прочность деталей за счет придания им рациональных форм, применения материалов повышенной прочности, введения упрочняющей обработки;
- в машины, узлы и механизмы, работающие при циклических и динамических нагрузках, вводить упругие элементы, смягчающие колебания нагрузки;
- делать машины неприхотливыми к уходу, устранять необходимость периодической регулировки и т.д.;
- предупреждать возможность перенапряжения машины, для чего вводить автоматические регуляторы, предохранительные и предельные устройства, исключающие возможность эксплуатации машины на опасных режимах;
- исключать возможность неправильной сборки деталей и узлов, нуждающихся в точной взаимной координации, введением блокировки;
- заменять периодическую смазку непрерывной автоматической;
- избегать открытых механизмов и передач;
- обеспечить надежную страховку резьбовых соединений от самоотворачивания;
- предупреждать коррозию деталей;
- стремиться к минимальному весу машин и минимальной металлоемкости.
На этом пункте стоит остановиться особо. Целый ряд фактов говорит о том, что в части металлоемкости конструкции мы еще сильно отстаем в ряде отраслей машиностроения от развитых капиталистических стран.
Так, материалоемкость
экскаватора ЭО-6121 на 9 тонн выше экскаватора фирмы Поклейн
(ФРГ), башенный кран КБ-405-2 на 26 тонн тяжелее аналога, выпускаемого фирмой Рейнер (ФРГ), металлоемкость
трактора T-130М выше американского аналога Д-7Р на 730 кг. У "Камаза" на 1 т грузоподъемности приходится
На перевозку избытка собственного веса "Камаз" перерасходует на 1 машину 3 т/год.
Далее переходим к следующим:
- всемерно упрощать конструкцию машин;
- заменять, где это возможно, механизмы с прямолинейным возвратно-поступательным движением механизмами с вращательным движением;
- обеспечивать максимальную технологичность деталей и узлов;
- сокращать объем механической обработки, предусматривая изготовление заготовок с формой, приближающейся к окончательной форме изделия;
- осуществлять максимальную унификацию элементов в применение нормализованных деталей;
- экономить дорогостояще и дефицитные материалы;
- придавать машине простые и гладкие внешние формы, облегчающие содержание машины в опрятном состоянии;
- соблюдать требования технической эстетики;
- делать доступными и удобными для осмотра узлы, нуждающиеся в периодической проверке;
- обеспечивать безопасность эксплуатации агрегата;
- непрерывно совершенствовать конструкцию машин, находящихся в серийном производстве;
- при проектировании новых конструкций проверять все элементы новизны экспериментов;
- шире использовать опыт исполненных конструкций, опыт смежных, а в нужных случаях и отдаленных по профилю отраслей машиностроения.
Разумное сочетание требований достигается оптимизацией конструкции. В некоторых случаях задачи оптимизации решаются достаточно просто. В других случаях решением таких задач приходится заниматься целыми институтами.
Изложенные требования не являются разрозненными, никак не связанными друг с другом случайными рекомендациями. Они являются отражением воздействия современной НТР на технику. В работе "НТР и преимущества социализма", [Мысль, 1975] отмечается: "Обобщение тенденции развития техники и научных разработок дает возможность отметить следующие особенности создаваемых рабочих машин:
А. В области использования сил природы - все большее использование физических, химических, биологических процессов, переход к комплексной технологии, новый видам движения материи, высоких и низких потенциалов (давлений, температур и т.п.).
Б. В области конструкционных и организационно-технических форм - повышение единичной мощности, интеграция процессов в одном органе, рост прочности связей, обеспечение динамичности конструкций, широкое использование искусственных материалов, интеграция машин во все большие системы-линии, участки, узлы, комплексы. Развитие динамичности достигается повышением стандартизации, унификации, универсализации, блочности и агрегатирования. Эта динамичность отражает многообразие функций техники. Прогресс же стандартизации, агрегатирования характеризует единство техники на естественнонаучной основе.
В. В области принципов воздействия на предмет труда - максимально возможное, прямое использование сил природы, тенденция к изменению фундаментальных основ перерабатываемых веществ и получение конечного продукта.
Механизмы и их классификация
Механизмы, применяемые в современных машинах и системах,
весьма многообразны и классифицируются по многим признакам.
1. По
области применения и функциональному назначению:
-
механизмы летательных аппаратов;
- механизмы станков;
- механизмы кузнечных машин и прессов;
- механизмы двигателей внутреннего сгорания;
-
механизмы промышленных роботов (манипуляторы);
- механизмы компрессоров;
- механизмы насосов и т.д.
2. По
виду передаточной функции на механизмы:
- с постоянной передаточной функцией;
- с переменной передаточной функцией:
- с нерегулируемой (синусные, тангенсные);
- с регулируемой:
- со
ступенчатым регулированием (коробки передач);
- с
бесступенчатым регулированием (вариаторы).
3. По
виду преобразования движения:
-
вращательное во вращательное (редукторы, мультипликаторы, муфты)
-
вращательное в поступательное;
- поступательное
во вращательное;
-
поступательное в поступательное.
4. По
движению и расположению звеньев в пространстве:
-
пространственные;
-
плоские;
-
сферические.
5. По
изменяемости структуры механизма на механизмы:
- с
неизменяемой структурой;
- с
изменяемой структурой.
6. По
числу подвижностей механизма:
- с
одной подвижностью W = 1;
- с
несколькими подвижностями W > 1:
-
суммирующие (интегральные);
-
разделяющие (дифференциальные).
7. По
виду кинематических пар (КП):
- с
низшими КП ( все КП механизма низшие );
- с
высшими КП ( хотя бы одна КП высшая );
-
шарнирные (все КП механизма вращательные – шарниры).
8. По
способу передачи и преобразования потока энергии:
-
фрикционные (сцепления);
-
зацеплением;
-
волновые (создание волновой деформации);
-
импульсные.
9. По
форме, конструктивному исполнению и движению звеньев:
-
рычажные;
-
зубчатые;
-
кулачковые;
-
фрикционные;
-
винтовые;
-
червячные;
-
планетарные;
-
манипуляторы;
-
механизмы с гибкими звеньями.
Кроме того, существует большое
число различных составных или комбинированных механизмов, представляющих собой
те или иные сочетания механизмов перечисленных выше видов.
Однако для фундаментального понимания функционирования машин
базовым классификационным признаком является структура механизмов −
совокупность и взаимоотношения входящих в систему элементов.
Изучая плоские рычажные механизмы с
низшими кинематическими парами, профессор Петербургского университета Л.В.Ассур в
В
Сущность структурной классификации состоит
в использовании понятия структурной группы, из которых состоят все механизмы.
Значение передаточных
механизмов в машиностроении
Основными
функциями передаточных механизмов
являются:
- передача и
преобразование движения;
- изменение и
регулирование скорости;
-
распределение потоков мощности между различными исполнительными органами данной
машины;
- пуск,
останов и реверсирование движения.
Эти функции должны выполняться безотказно с заданными степенью
точности и производительностью в течение определенного промежутка времени.
При этом механизм должен иметь минимальные габаритные размеры, быть экономичным
и безопасным в эксплуатации. В ряде случаев к передаточным
механизмам могут быть предъявлены и другие требования: надежная работа в
загрязненной или агрессивной среде, при высоких или весьма низких температурах
и т. д. Удовлетворение всем этим требованиям представляет собой сложную задачу
и требует от проектировщика умения хорошо ориентироваться в многообразии
современных механизмов, знания современных конструкционных материалов, новейших
методов расчета деталей и элементов машин, знакомства с влиянием
технологии изготовления деталей на их долговечность, экономичность и т. д.
Одной из
задач курса «Детали машин» и является обучение методам проектирования
передаточных механизмов общего назначения.
Большинство
современных машин и приборов создается по схеме двигатель – передача – рабочий
орган (исполнительный механизм). Необходимость введения передачи как
промежуточного звена между двигателем и рабочими органами машины связана с
решением ряда задач.
Например, в
автомобилях и других транспортных машинах требуется изменять величину скорости
и направление движения, а на подъемах и при трогании
с места необходимо в несколько раз увеличить вращающий момент на ведущих
колесах. Сам автомобильный двигатель не может выполнять эти требования, так как
он работает устойчиво только в узком диапазоне изменения величины вращающего
момента и угловой скорости. При выходе за пределы этого диапазона двигатель
останавливается. Подобно автомобильному двигателю слабо регулируются многие
другие двигатели, в том числе большинство электрических.
В некоторых
случаях регулирование двигателя возможно, но нецелесообразно по экономическим
соображениям, так как за пределами номинального режима работы КПД двигателей
существенно понижается.
Масса и
стоимость двигателя при одинаковой мощности уменьшаются с увеличением угловой
скорости его вала. Применение таких двигателей с передачей, понижающей угловую
скорость, вместо двигателей с малой угловой скоростью без передачи экономически
более целесообразно.
В связи с
широким распространением комплексной механизации и автоматизации производства
значение передач в машинах еще
более увеличивается. Требуется разветвление потоков энергии и
одновременная передача движения с различными
параметрами к нескольким исполнительным органам от одного источника – двигателя.
Все это делает передачи одним из
существенных элементов большинства современных машин и установок.
Классификация деталей машин
Не существует абсолютной, полной и завершённой классификации всех существующих деталей машин, т.к. конструкции их многообразны и, к тому же, постоянно разрабатываются новые.
В зависимости от сложности изготовления детали
делятся на простые
и сложные. Простые детали для
своего изготовления требуют небольшого числа уже известных и хорошо освоенных
технологических операций и изготавливаются при массовом производстве на
станках-автоматах (например, крепежные изделия -
болты, винты, гайки, шайбы, шплинты; зубчатые колеса небольших размеров и
т.п.). Сложные детали имеют чаще всего достаточно сложную конфигурацию, а при
их изготовлении применяются достаточно сложные технологические операции и
используется значительный объем ручного труда, для выполнения которого в
последние годы все чаще применяются роботы (например, при сборке-сварке кузовов
легковых автомобилей).
По функциональному назначению узлы и детали делятся на типовые группы по характеру их использования.
- ПЕРЕДАЧИ предназначены для передачи и преобразования движения, энергии в машинах. Их разделяют на передачи зацеплением, передающие энергию посредством взаимного зацепления зубьев (зубчатые, червячные и цепные), и передачи трением, передающие энергию посредством сил трения, вызываемых начальным натяжением ремня (ременные передачи) или прижатием одного катка к другому (фрикционные передачи).
- ВАЛЫ и ОСИ. Валы служат для передачи вращающего момента вдоль своей оси и для поддержания вращающихся деталей передач (зубчатые колёса, шкивы звёздочки), устанавливаемых на валах. Оси служат для поддержания вращающихся, деталей без передачи полезных вращающих моментов.
- ОПОРЫ служат для установки валов и осей.
- ПОДШИПНИКИ. Предназначены для закрепления валов и осей в пространстве. Оставляют валам и осям только одну степень свободы - вращение вокруг собственной оси. Подшипники делятся на две группы в зависимости от вида трения в них: а) качения; б) скольжения.
- МУФТЫ предназначены для передачи крутящего момента с одного вала на другой. Муфты бывают постоянными, не допускающие разъединения валов при работе машин и сцепные, допускающие сцепление и расцепление валов.
- СОЕДИНИТЕЛЬНЫЕ ДЕТАЛИ (СОЕДИНЕНИЯ) соединяют детали между собой.
Они бывают двух видов:
а) разъемные - их можно разобрать без разрушения. К ним относятся резьбовые, штифтовые, шпоночные, шлицевые, клеммовые;
б) неразъемные - разъединение деталей невозможно без их разрушения или связано с опасностью их повреждения. К ним относятся сварочное, клеевое, заклепочное, прессовое соединения.
- УПРУГИЕ ЭЛЕМЕНТЫ. Их применяют: а) для защиты от вибраций и ударов; б) для совершения в течение длительного времени полезной работы путем предварительного аккумулирования или накопления энергии (пружины в часах); в) для создания натяга, осуществления обратного хода в кулачковых и других механизмах и т.д.
- ИНЕРЦИОННЫЕ ДЕТАЛИ И ЭЛЕМЕНТЫ предназначены для предотвращения или ослабления
колебаний (в линейном или вращательном движениях) за счет накопления и
последующей отдачи кинетической энергии (маховики, противовесы, маятники,
бабы, шаботы).
- ЗАЩИТНЫЕ
ДЕТАЛИ И УПЛОТНЕНИЯ предназначены для защиты внутренних полостей узлов и
агрегатов от действия неблагоприятных факторов внешней среды и от вытекания
смазочных материалов из этих полостей (пылевики, сальники, крышки, рубашки и т.п.).
- КОРПУСНЫЕ ДЕТАЛИ предназначенны для размещения и
фиксации подвижных деталей механизма, для их защиты от действия неблагоприятных
факторов внешней среды, а также для крепления механизмов в составе машин и
агрегатов. Часто, кроме того, корпусные детали используются для хранения
эксплуатационного запаса смазочных материалов.
- ДЕТАЛИ И УЗЛЫ РЕГУЛИРОВАНИЯ И УПРАВЛЕНИЯ предназначены для воздействия на агрегаты и механизмы с целью изменения их режима работы или его поддержания на оптимальном уровне (тяги, рычаги, тросы и т.п.).
- ДЕТАЛИ СПЕЦИФИЧЕСКИЕ. К ним можно отнести устройства для защиты от загрязнений, для смазывания и т.д.
Рамки учебного курса не позволяют изучить все разновидности деталей машин и все нюансы проектирования. Однако знание, по крайней мере, типовых деталей и общих принципов конструирования машин даёт инженеру надёжный фундамент и мощный инструмент для выполнения проектных работ практически любой сложности.
В следующих главах мы рассмотрим приёмы расчёта и проектирования типовых деталей машин.

Основные принципы и этапы разработки и проектирования машин
Процесс разработки машин имеет сложную, разветвлённую неоднозначную структуру и обычно называется широким термином проектирование – создание прообраза объекта, представляющего в общих чертах его основные параметры.
Проектирование (по
ГОСТ 22487-77) – процесс составления описания, необходимого для создания еще
несуществующего объекта (алгоритма его функционирования или алгоритма
процесса), путем преобразования первичного описания, оптимизации заданных
характеристик объекта (или алгоритма его функционирования), устранения
некорректности первичного описания и последовательного представления (при необходимости)
описаний на различных языках. В условиях
учебного заведения (по сравнению с условиями предприятий) эти стадии
проектирования несколько упрощаются.
Проект (от лат. projectus – брошенный
вперед) – совокупность документов и описаний на различных языках (графическом –
чертежи, схемы, диаграммы и графики; математическом – формулы и расчеты;
инженерных терминов и понятий – тексты описаний, пояснительные записки),
необходимая для создания какого-либо сооружения или изделия.
Инженерное проектирование – процесс, в котором научная и техническая информация
используется для создания новой системы, устройства или машины, приносящих обществу определенную пользу.
Методы проектирования:
- прямые аналитические методы синтеза (разработаны для ряда
простых типовых механизмов);
- эвристические методы проектирования – решение задач
проектирования на уровне изобретений (например, алгоритм решения
изобретательских задач);
- синтез методами анализа – перебор возможных решений по
определенной стратегии (на пример, с помощью генератора случайных чисел – метод
Монте-Карло) с проведением сравнительного анализа по совокупности качественных
и эксплуатационных показателей (часто используются методы оптимизации -
минимизация сформулированной разработчиком целевой функции, определяющей
совокупность качественных характеристик изделия);
- системы автоматизированного проектирования или САПР –
компьютерная программная среда моделирует объект проектирования и определяет
его качественные показатели, после принятия решения - выбора проектировщиком
параметров объекта, система в автоматизированном режиме выдает проектную
документацию;
- другие методы проектирования.
Основные этапы
процесса проектирования.
1. Осознание общественной
потребности в разрабатываемом изделии.
2. Техническое задание на проектирование (первичное
описание).
3. Анализ существующих технических решений.
4. Разработка функциональной схемы.
5. Разработка структурной схемы.
6. Метрический синтез механизма (синтез кинематической
схемы).
7. Статический силовой расчет.
8. Эскизный проект.
9. Кинетостатический силовой
расчет.
10. Силовой расчет с учетом трения.
11. Расчет и конструирование деталей и кинематических пар (прочностные
расчеты, уравновешивание, балансировка, виброзащита).
Здесь целесообразно выполнить следующие действия:
- уточнить служебное назначение
сборочной единицы,
- разобрать кинематическую схему узла
(механизма), т. е. выделить составляющие звенья кинематической цепи, уточнить последовательность передачи энергии от начального
звена по кинематической цепи к конечному звену, выделить неподвижное звено (корпус, стойку и т.п.),
относительно которого перемещаются все остальные звенья, уточнить связи между звеньями, т. е. вид
кинематических пар, установить служебные функции неподвижного звена и
всех подвижных звеньев,
- рассчитать восприятие звеньями усилия, так как они определяют тип и размеры составляющих их деталей,
- начать конструирование узла с наиболее
ответственного звена определить
его тип, выделить составляющие его элементы, расчетом или конструктивно
определить основные размеры элементов кинематических пар и элементов звена,
- последовательно конструировать все звенья узла, выполняя
проработку их элементов,
- эскизно сконструировать неподвижное
звено узла,
- уточнить разделение каждого звена на
детали,
- разделить каждую деталь на
составляющие элементы,
- установить служебную функцию (функции) и назначение каждого элемента и его связи с другими элементами,
- выделить сопрягаемые, прилегающие и
свободные поверхности каждого
элемента детали,
- установить окончательно форму каждой
поверхности и ее положение,
- окончательно оформить изображение
каждой детали на изображении
сборочной единицы.
12. Технический проект.
13. Рабочий проект (разработка рабочих чертежей деталей,
технологии изготовления и сборки).
14. Изготовление опытных образцов.
15. Испытания опытных образцов.
16. Технологическая подготовка серийного производства.
17. Серийное производство изделия.
В зависимости от потребности народного хозяйства изделия выпускают в разных количествах. Производство изделий условно подразделяют на единичные, мелкосерийные, среднесерийные и массовые производства.
Под единичным понимается изготовление изделия по заготовленной НТД, в единичном экземпляре и в дальнейшем не повторяется.
Проектирование машин выполняют в несколько стадий, установленных ГОСТ 2.103-68. Для единичного производства это:
1. Разработка технического предложения по ГОСТ 2.118-73.
2. Разработка эскизного проекта по ГОСТ 2.119-73.
3. Разработка технического проекта по ГОСТ 2.120-73.
4. Разработка документации для изготовления изделия.
5. Корректировка документации по результатам изготовления и испытания изделия.
Стадии проектирования при серийном производстве те же, но только корректировку документации приходится повторять несколько раз: сначала для опытного экземпляра, затем для опытной партии, затем по результатам изготовления и испытаний первой промышленной партии.
В любом случае, приступая к каждому этапу конструирования, как и вообще к любой работе, необходимо чётко обозначить три позиции:
Исходные данные – любые объекты и информация, относящиеся к делу ("что мы имеем?").
Цель – ожидаемые результаты, величины, документы, объекты ("что мы хотим получить?").
Средства достижения цели – методики проектирования, расчётные формулы, инструментальные средства, источники энергии и информации, конструкторские навыки, опыт ("что и как делать?").
Деятельность конструктора-проектировщика обретает смысл только при наличии заказчика – лица или организации, нуждающихся в изделии и финансирующих разработку.
Теоретически заказчик должен составить и выдать разработчику Техническое Задание – документ, в котором грамотно и чётко обозначены все технические, эксплуатационные и экономические параметры будущего изделия. Но, к счастью, этого не происходит, поскольку заказчик поглощён своими ведомственными задачами, а, главное, не имеет достаточных навыков проектирования. Таким образом, инженер не остаётся без работы.
Работа начинается с того, что заказчик и исполнитель совместно составляют (и подписывают) Техническое Задание. При этом исполнитель должен получить максимум информации о потребностях, пожеланиях, технических и финансовых возможностях заказчика, обязательных, предпочтительных и желательных свойствах будущего изделия, особенностях его эксплуатации, условиях ремонта, возможном рынке сбыта.
Тщательный анализ этой информации позволит проектировщику правильно выстроить логическую цепочку "Задание – Цель – Средства" и максимально эффективно выполнить проект.
Техническое задание – перечень
требований, условий, целей, задач, поставленных заказчиком в письменном виде,
документально оформленных и выданных исполнителю работ
проектно-исследовательского характера. Такое задание обычно предшествует
разработке строительных, конструкторских проектов и призвано ориентировать
проектанта на создание проекта, удовлетворяющего желаниям заказчика и
соответствующего условиям использования, применения разрабатываемого проекта, а
также ресурсным ограничениям.
Разработка Технического Предложения начинается с изучения Технического Задания. Выясняются назначение, принцип устройства и способы соединения основных сборочных единиц и деталей. Всё это сопровождается анализом научно-технической информации об аналогичных конструкциях. Выполняются кинематический расчёт, проектировочные расчёты на прочность, жёсткость, износостойкость и по критериям работоспособности. Из каталогов предварительно выбираются все стандартные изделия – подшипники, муфты и т.п. Выполняются первые эскизы, которые постепенно уточняются. Необходимо стремиться к максимальной компактности расположения и удобства монтажа-демонтажа деталей.
Техническое предложение (П) – совокупность конструкторских
документов, которые должны содержать технические и технико-экономические
обоснования целесообразности разработки документации изделия на основании
анализа технического задания заказчика и различных вариантов возможных решений
изделий, сравнительной оценки решений с учетом конструктивных и
эксплуатационных особенностей разрабатываемого и существующих изделий и
патентные исследования.
На стадии Эскизного Проекта выполняются уточнённые и проверочные расчёты деталей, чертежи изделия в основных проекциях, прорабатывается конструкция деталей с целью их максимальной технологичности, выбираются сопряжения деталей, прорабатывается возможность сборки-разборки и регулировки узлов, выбирается система смазки и уплотнения. Эскизный проект должен быть рассмотрен и утверждён, после чего он становится основой для Технического Проекта. При необходимости изготавливаются и испытываются макеты изделия.
Эскизный проект (Э) – совокупность конструкторских документов, которые
должны содержать принципиальные конструктивные решения, дающие общее представление
об устройстве и принципе работы изделия, а также данные, определяющие
назначение, основные параметры и габаритные размеры разрабатываемого изделия.
Эскизный проект после согласования и утверждения в установленном порядке служит
основанием для разработки технического проекта или рабочей конструкторской
документация.
Технический Проект должен обязательно содержать чертёж общего вида, ведомость технического проекта и пояснительную записку. Чертёж общего вида по ГОСТ 2.119-73 должен дать сведения о конструкции, взаимодействии основных частей, эксплуатационно-технических характеристиках и принципах работы изделия. Ведомость Технического Проекта и Пояснительная Записка, как и все текстовые документы должны содержать исчерпывающую информацию о конструкции, изготовлении, эксплуатации и ремонте изделия. Они оформляются в строгом соответствии с нормами и правилами ЕСКД (ГОСТ 2.104-68; 2.105-79; 2.106-68). Технический проект после согласования и утверждения в установленном порядке служит основанием для разработки рабочей конструкторской документации.
Таким образом, проект приобретает окончательный вид – чертежей и пояснительной записки с расчётами, называемыми рабочей документацией, оформленных так, чтобы по ним можно было изготовить изделие и контролировать их производство и эксплуатацию.
Рабочий проект (И) – разработка конструкторской документации опытного образца, изготовления, испытания, корректировка по результатам испытаний. Окончательно разрабатываются и утверждаются чертежи деталей и узлов и др. нормативно – технической документации на изготовление и сборку изделий для проведения его испытания.
Изготовление,
испытание, доводка и освоение опытного образца. Разработка макетного образца
прибора.
Здесь также требуется дать базовые понятия.
К конструкторским документам относят графические и текстовые документы, которые в отдельности или в совокупности определяют состав и устройство изделия и содержат необходимые данные для его разработки или изготовления, приемки, эксплуатации и ремонта.
Конструкторские документы делятся на:
Оригиналы - документы, выполненные на любом материале и предназначенные для выполнения по ним подлинников.
Подлинники - документы, оформленные подлинными установленными подписями и выполненные на любом материале, позволяющем многократное воспроизведение с них копий. Допускается в качестве подлинника использовать оригинал.
Дубликаты - копии подлинников, обеспечивающие идентичность воспроизведения подлинника, выполненные на любом материале, позволяющем снятие с них копий.
Копии - документы, выполненные способом, обеспечивающим их идентичность с подлинником.
Техническое задание – документ, составляемый совместно заказчиком и разработчиком, содержащий общее представление о назначении, технических характеристиках и принципиальном устройстве будущего изделия.
Техническое предложение – дополнительные или уточнённые требования к изделию, которые не могли быть указаны в техническом задании (ГОСТ 2.118-73).
Творчество – специфическая материальная или духовная деятельность, порождающая нечто новое или новую комбинацию известного.
Изобретение – новое решение технической задачи, дающее положительный эффект.
Эскизирование – процесс создания эскиза (от франц. ex quisse – из размышлений), предварительного рисунка или наброска, фиксирующего замысел и содержащего основные очертания создаваемого объекта.
Компоновка – расположение основных деталей, сборочных единиц, узлов, и модулей будущего объекта.
Расчёт – численное определение усилий, напряжений и деформаций в деталях, установление условий их нормальной работы; выполняется по мере необходимости на каждом этапе конструирования.
Чертёж – точное графическое изображение объекта, содержащее полную информацию об его форме, размерах и основных технических условиях изготовления.
Сборочный чертеж - документ, содержащий изображение сборочной единицы и другие данные, необходимые для её сборки (изготовления) и контроля. К сборочным чертежам также относят чертежи, по которым выполняют гидромонтаж и пневмомонтаж.
Чертеж общего вида - документ, определяющий конструкцию изделия, взаимодействие его составных частей и поясняющий принцип работы изделия.
Теоретический чертеж - документ, определяющий геометрическую форму (обводы) изделия и координаты расположения составных частей.
Габаритный чертеж - документ, содержащий контурное (упрощенное) изображение изделия с габаритными, установочными и присоединительными размерами.
Электромонтажный чертеж - документ, содержащий данные, необходимые для выполнения электрического монтажа изделия.
Монтажный чертеж - документ, содержащий контурное (упрощенное) изображение изделия, а также данные, необходимые для его установки (монтажа) на месте применения. К монтажным чертежам также относят чертежи фундаментов, специально разрабатываемых для установки изделия.
Упаковочный чертеж - документ, содержащий данные, необходимые для упаковывания изделия.
Схема - документ, на котором показаны в виде условных изображений и обозначений составные части изделия и связи между ними.
Пояснительная записка – текстовый документ (ГОСТ 2.102-68), содержащий описание устройства и принципа действия изделия, а также технические характеристики, экономическое обоснование, расчёты, указания по подготовке изделия к эксплуатации.
Спецификация – текстовый табличный документ, определяющий состав сборочной единицы, комплекса или комплекта (ГОСТ 2.102-68).
Ведомость спецификаций - документ, содержащий перечень всех спецификаций составных частей изделия с указанием их количества и входимости.
Ведомость ссылочных документов - документ, содержащий перечень документов, на которые имеются ссылки в конструкторских документах изделия.
Ведомость покупных изделий - документ, содержащий перечень покупных изделий, примененных в разрабатываемом изделии.
Ведомость разрешения применения покупных изделий - документ, содержащий перечень покупных изделий, разрешенных к применению в соответствии с ГОСТ 2.124-85.
Ведомость держателей подлинников - документ, содержащий перечень предприятий (организаций), на которых хранят подлинники документов, разработанных и (или) примененных для данного изделия.
Ведомость технического предложения - документ, содержащий перечень документов, входящих в техническое предложение.
Ведомость эскизного проекта - документ, содержащий перечень документов, входящих в эскизный проект
Ведомость технического проекта - документ, содержащий перечень документов, входящих в технический проект.
Техническое условие - документ, содержащий требования ( совокупность всех показателей, норм, правил и положений) к изделию, его изготовлению, контролю, приемке и поставке, которые нецелесообразно указывать в других конструкторских документах.
Программа и методика испытаний - документ содержащий, технические данные, подлежащие проверке при испытаниях изделия, а также порядок и методы их контроля.
Таблица - документ, содержащий в зависимости от его назначения соответствующие данные, сведенные в таблицу.
Расчет - документ, содержащий расчеты параметров и величин, например, расчет размерных цепей, расчет на прочность и др.
Ремонтные документы - документы, содержащие данные для проведения ремонтных работ на специализированных предприятиях.
Инструкция - документ, содержащий указания и правила, используемые при изготовлении изделия (сборке, регулировке, контроле, приемке и т.п.).
Эксплуатационный документ - конструкторский документ, который в отдельности или в совокупности с другими документами определяет правила эксплуатации изделия и отражает сведения, удостоверяющие гарантированные изготовителем значения основных параметров и характеристик (свойств) изделия, гарантии и сведения по его эксплуатации в течение установленного срока службы.
Эксплуатационные документы изделий, предназначены для эксплуатации и ознакомления с их конструкцией, изучения правил эксплуатации (использования по назначению, технического обслуживания, текущего ремонта, хранения и транспортирования), отражения сведений, удостоверяющих гарантированные изготовителем значения основных параметров и характеристик изделия, гарантий и сведений по его эксплуатации за весь период, а также сведений по его утилизации.
Эскизный проект – первый этап проектирования (ГОСТ 2.119-73), когда устанавливаются принципиальные конструктивные и схемные решения, дающие общие представления об устройстве и работе изделия.
Эскизный проект разрабатывают обычно в нескольких вариантах с обстоятельным расчетным анализом, в результате которого отбирают вариант для последующей разработки.
На этой стадии проектирования производят кинематический расчет привода, расчет передач с эскизной компоновкой их деталей, отражающей принципиальные конструктивные решения и дающие общее представление об устройстве и принципе работы проектируемого изделия. Из изложенного следует, что расчеты необходимо выполнять с одновременным вычерчиванием конструкции изделия, так как многие размеры, необходимые для расчета (расстояния между опорами вала, места приложения нагрузок и т.п.), можно получить только из чертежа. В то же время поэтапное вычерчивание конструкции в процессе расчета является проверкой этого расчета. Неправильный результат расчета проявляется в нарушении пропорциональности конструкции детали при выполнении эскизной компоновки изделия.
Первые проектные расчеты на стадии эскизного проектирования выполняют, как правило, упрощенными и приближенными. Окончательный расчет является проверочным для данной (уже намеченной) конструкции изделия.
Многие размеры элементов детали при проектировании не рассчитывают, а принимают в соответствии с опытом проектирования подобных конструкций, обобщенным в стандартах и нормативно-справочных документах, учебниках, справочниках и пр.
Эскизный проект после утверждения служит основанием для разработки технического проекта или рабочей конструкторской документации.
Технический проект – заключительный этап проектирования (ГОСТ 2.120-73), когда выявляются окончательные технические решения, дающие полное представление об изделии.
Технический проект после утверждения служит основанием для разработки рабочей документации.
Разработка рабочей документации - заключительная стадия проектирования, необходимая для изготовления всех ненормализованных деталей, а также для оформления заявки на приобретение стандартных изделий.
В учебном заведении объем работ на этой стадии проектирования обычно устанавливается решением кафедры и указывается в техническом задании. При разработке привода рабочая документация обычно включает чертеж его общего вида или габаритный чертеж, сборочный чертеж редуктора, рабочие чертежи основных деталей (вала, колеса, звездочки или шкива и т. д.)
Рабочий проект – полный комплект рабочей документации, текстовой и графической (ГОСТ 2.102-68; 2.106-68), в которой содержится полная информация о конструкции, изготовлении
Основные принципы конструирования
Под конструированием некоторые авторы понимают весь процесс от идеи до изготовления машин, некоторые – лишь завершающую стадию его подготовки. Но в любом случае цель и конечный результат конструирования – создание рабочей документации (ГОСТ 2.102-68), по которой можно без участия разработчика изготавливать, эксплуатировать, контролировать и ремонтировать изделие.
Приведем следующие этапы этого процесса:
-
формирование требований и выходных параметров;
- выбор или
синтез (составление, соединение) структуры в виде отдельных
блоков;
- выбор или
синтез конфигурации каждого из блоков;
- выбор материалов и синтез геометрии отдельных элементов.
Каждый из
этапов предполагает компоновку объекта из составляющих частей,
исходя из данных, содержащихся в справочной литературе, предпочтительно
в электронном виде — автоматизированном банке данных. Для любого этапа нужно
иметь аналоги и прототипы, так как незачем повторять работу, проделанную
другими. Все творческие усилия следует направить на составление и
сопоставление вариантов для конкретных условий, например, какой привод
лучше подходит: электрический, гидравлический или пневматический, — как
перераспределены функции между приводом, передаточным механизмом и системой
управления, между несущей частью (рамой) и исполнительным звеном и т.п.
Процесс конструирования многогранен. В самом его начале нужно представлять, как разрабатываемый технический объект можно изготовить и как он будет выглядеть в конце процесса.
Конструктор — это художник, — это композитор, — это поэт в своей области. Если он не обладает талантом, обширными и глубокими знаниями, пространственным (многомерным) мышлением, то создать новую совершенную конструкцию ему не помогут никакие правила или принципы. Создавать искусственный мир — это прежде всего искусство, а наука, как совокупность знаний, только помогает интуиции и таланту. Теория и конструкторский опыт должны быть сбалансированы. Цель конструирования — наиболее полное решение поставленной функциональной задачи. Приступать к разработке проекта нужно, только поняв функцию будущего изделия и представив в пространстве возможное решение или путь решения. Здесь идет речь о пространстве не только трехмерном (геометрическом), но и многомерном (время, исторические тенденции, материалы и технологии). В этой связи, если Вы обладаете линейным или плоским представлением вещей, то конструирование не Ваша сфера деятельности, а если вы мысленно можете представлять геометрию изделия, то постарайтесь развить Ваше качество до многомерного понимания искусственного мира.
Для решения функциональной задачи одинаково важны геометрическая форма (собственно конструкция), материалы и технология.
Функциональная целесообразность — принцип, означающий соответствие выбранного решения поставленной задаче. Иными словами — задача должна быть выполнена без превышения необходимых затрат.
Функциональная целесообразность предусматривает, в частности, обеспечение минимально допустимой для заданной функции прочности, минимальной жесткости и других характеристик, если их повышение сопряжено с увеличением массы, удорожанием изготовления и эксплуатации устройства; выполнение защитных конструкций тонкостенными (в виде кожухов) в отличие от несущих конструкций; обеспечение высокой точности и центрирования деталей только в случаях, когда это влияет на работоспособность устройства; исключение лишних опор для деталей, которые могут самоустанавливаться; обеспечение высокого качества только трущихся, посадочных, а также открытых для обозрения и контакта поверхностей.
Выбор схем и конструкций должен быть на альтернативной основе. Основная функциональная задача решается благодаря выполнению множества частных функций, таких как восприятие определенного вида нагрузки, изменение определенного параметра движения, передача вращающего момента, центрирование, компенсация определенной погрешности, ограничение перемещений и т.п. Из многообразия частных функций и их конструктивных решений нужно определить ту единственную совокупность, которая в полной мере соответствует поставленной задаче, причем совмещение функций позволяет привести к уменьшению габаритных размеров и массы.
Многопоточность передачи энергии. Одна из основных задач конструирования — передача механической энергии от источника (привода) к испытательному устройству (рабочему органу) машины. Под многопоточной передачей понимается параллельное (в энергетическом, кинематическом или силовом нагрузочном смысле) размещение нескольких кинематических цепей (соединений) или нескольких подвижных соединений. К таким системам относятся:
- планетарные многосателлитные передачи, в том числе, частные варианты с неподвижными осями колес, передачи с многопарным зубчатым зацеплением (например, волновые зубчатые передачи), многодисковые вариаторы скорости и т.п.;
- многоэлементные (например, шлицевое
соединение в сравнении со
шпоночным) и групповые неподвижные соединения, в т.ч.
многоэлементные упругие соединительные муфты
и др.;
- многопоточные (замкнутые)
механические передачи движения с постоянным передаточным отношением;
- многопоточные (замкнутые)
комбинированные передачи с изменяемым (регулируемым) передаточным отношением из
параллельных ветвей;
- многодвигательные приводы с
неподвижным соединением выходных звеньев каждой из параллельных ветвей с общим выходным звеном;
- многодвигательные приводы с
дифференциальным соединением (через суммирующий механизм) выходных звеньев каждой из параллельных ветвей с общим выходным звеном;
- многодвигательные приводы с двумя и
более выходными звеньями с
соединением ветвей системы через дифференциальный (разветвляющий, суммирующий) механизм;
- разветвленные механические трансмиссии, присоединяющие
одновременно или выборочно несколько
выходных звеньев к общему двигателю;
- многопоточные многоподвижные
манипулирующие механизмы.
Многопоточность при одинаковой функции сравниваемых устройств (характера воспроизводимого движения, несущей нагрузочной способности) имеет ряд преимуществ:
- Дробление энергетического потока
приводит к уменьшению размеров
и массы каждого из элементов или звеньев параллельных ветвей, но происходит это не пропорционально
уменьшению нагрузки, а в большей
мере так, как «срабатывает» масштабный эффект — влияние размеров объекта на изменение
характеристик сопротивления усталости, трения и изнашивания и т.п. Чем меньше диаметр заготовки,
тем выше достигаемые
механические свойства материала, тем больше технологических возможностей совершенствования
геометрической формы и точности ее воспроизведения, а также уменьшения
шероховатости. Уменьшение
размеров приводит к уменьшению линейных скоростей звеньев и скоростей скольжения, что
позволяет уменьшить виброактивность
системы, легче решать проблемы виброзащиты, снижать
потери на трение, выбирать
более рациональные решения подшипников и уплотнений, обеспечивать герметичность соединений и т.п.
Уменьшение размеров детали может привести к изменению схемы ее нагружения и возможности изменения геометрической формы в сторону ее упрощения — сравни, например, форму сателлита в виде кольца с зубьями с формой обычного зубчатого колеса, содержащего обод, диск и ступицу.
Чем меньше размеры деталей, тем легче осуществить автоматизацию обработки и сборки. В конечном итоге стоимость изготовления нескольких однотипных деталей или элементов может быть уменьшена по сравнению со стоимостью изготовления одной крупной детали.
Варьированием количества двигателей, редукторов, соединений в одной системе можно добиться рационального использования унифицированных, уже выпускаемых сборочных единиц, в т.ч. используемых в других системах.
Имеются и другие преимущества
многопоточных систем, но в то же время следует предупредить читателя, что любое
направление в конструировании
не лишено недостатков, поэтому в каждом конкретном случае многопоточную систему нужно рассматривать как
альтернативный вариант (или варианты)
однопоточной системе и выбирать из них наиболее подходящий для решения
поставленной задачи.
Требования
к технологичности изделий.
Одним из главных требований, предъявляемых к приборам является технологичность конструкции, которые также являются главным фактором, от которого в основном зависят многие эксплуатационные характеристики проектируемого изделия.
Технологичность изделия есть совокупность его свойств, обеспечивающих оптимизацию затрат при производстве, эксплуатации и ремонте с учетом заданных показателей качества, объема выпуска и выполнения устройств. Различают производственную, эксплуатационную и ремонтную технологичность конструкции.
Производственная технологичность определяется объемом работ по технической подготовке производства, сложность изготовления, сложность сборки и наладки.
Эксплуатационная технологичность определяется объемом работ по подготовке изделия к использованию по назначению, эксплуатации, ремонту и утилизации, а ремонтную технологичность характеризует свойства изделия при всех видах ремонта и проявляется в сокращении средств и времени на все виды ремонта.
Основные методы обеспечения
технологичности конструкции
- это использование простой и обработанной в производстве базовой конструкции разрабатываемого прибора:
- выбор формы и размеров компонентов деталей и узлов конструкции приборов, с учетом экономической целесообразности способов формы образования, уменьшающих материалоемкость прибора.
- выбор унифицированной оснастки и стандартного оборудования используемого при реализации техн. процессов;
- уменьшение номенклатуры используемых материалов и полуфабрикатов;
- уменьшение применения дефицита и токсичных материалов, драгоценных металлов.
- обоснованный выбор точности изготовления деталей и узлов приборов (квалитета).
- конструктивная и функциональная взаимозаменяемость, минимизация числа подстроечных и регулировочных операций.
- контролепригодность и инструментальная доступность элементов деталей и узлов, особенно при автоматизированном и механизированном производстве прибора;
- технологичность конструкции прибора должна обеспечиваться на всех этапах его разработки или проектирования. В техническом задании определяют требования к технологичности в целом, устанавливается связь между эксплуатационными показателями изделия и технико-экономическими требованиями с использованием новых материалов и технологических процессов.
На всех этапах разработки и создания прибора должен быть установлен жесткий контроль за качеством разрабатываемой конструкторской документации на технологичность.
Системы госстандартов, используемые при проектировании машин
Госсистема
стандартизации (ГСС) России
Настоящий стандарт устанавливает общие организационно-технические правила проведения работ по стандартизации, формы и методы взаимодействия предприятий и предпринимателей друг с другом, с государственными органами управления.
Положения стандартов государственной системы стандартизации Российской Федерации применяют государственные органы управления, субъекты хозяйственной деятельности, научно-технические, инженерные общества и другие общественные объединения, в том числе технические комитеты по стандартизации.
Стандартизация - плановая деятельность по установлению обязательных правил, норм и требований, выполнение которых обеспечивает экономически - оптимальное качество продукции, повышение производительности общественного труда.
ГСС включает в себя следующие системы стандартов:
1. Сама ГСС. Код 1
2. Единая система конструкторской документации (ЕСКД). Код 2
3. Единая система технологической подготовки производства (ЕСТП). Код 3
4. Система показателей качества продукции (СПКП). Код 4
5. Единая система классификации и кодирования технико-экономической информации (ЕСТИ). Код 5
6. Унифицированная система документации (УСД). Код 6
7. Система информационно-библиографической документации (СИБИД). Код 7
8. Государственная система обеспечения единства измерений (ГСИ). Код 8
9. Репрография (методы копирования документов). Код 13
10. Единая система технологии производства (ЕСТПП). Код 14
11. Система производства и постановки продукции на производство (РСПП). Код 15
12. Единая система программных документов (ЕСПД). Код 19
13. Автоматизированные системы управления технологическими процессами (АСУТП). Код 21
14. Расчеты и испытания на прочность. Код 25
15. Надежность в технике. Код 27
16. Информационные технологии. Код 34
Единая
система конструкторской документации (ЕСКД)
Машины, как и другие изделия, изготавливаются только по проекту, который, в любом случае, является совокупностью графических и текстовых документов. Правила и порядок разработки, оформления и обращения этих документов устанавливается комплексом стандартов – Единой системой конструкторской документации (ЕСКД), разработанной в 70-е годы XX в. Весь комплекс стандартов ЕСКД включает в себя свыше 200 стандартов.
Единая
система технологической документации (ЕСТД)
В машиностроении государственными стандартами установлена Единая система технологической документации (ЕСТД). ЕСТД определяет взаимосвязанные правила и положения о порядке разработки, оформления, комплектации и обращения. Технологическая документация, разрабатываемой и применяемой всеми машиностроительными и приборостроительными предприятиями. Основное назначение стандартов ЕСТД — установление на всех предприятиях единых правил оформления и ведения технологической документации. ЕСТД обеспечивает стандартизацию обозначений и унификацию документации на различные виды работ. ЕСТД предусматривает также возможность взаимообмена между предприятиями технологическими документами без их переоформления, что обеспечивает стабильность комплектности документации, исключающую повторную разработку и выпуск документов разными предприятиями.
Единая
система организации и управления технической подготовкой производства (ЕСТПП)
ЕСТПП - это установленная государственными стандартами система организации и управления технической подготовкой производства, непрерывно совершенствуемая на основе достижений науки и техники, управляющая развитием технической подготовки производством на уровнях: государственном, отраслевом, организации, предприятии.
Основная цель ЕСТПП - обеспечение необходимых условий для достижения полной готовности любого типа производства к выпуску изделий заданного качества, в оптимальные сроки при наименьших трудовых, материальных и финансовых затратах. Основу ЕСТПП составляют: системно-структурный анализ цикла ТПП; типизация и стандартизация технологических процессов изготовления и контроля; стандартизация технологической оснастки и инструмента; агрегатирование оборудования из стандартных элементов конструкции. ЕСТПП устанавливает три стадии работы над документацией по технической подготовки производства:
- обследование и анализ существующей на предприятии системы ТПП;
- разработка технического проекта ТПП;
- создание рабочего проекта.
Система показателей качества
продукции (СПКП)
Качество продукции - это зеркало работы предприятия и в
этом зеркале объективно отражается уровень применяемой техники, технологии и
управления. Качество продукции -
важнейшая экономическая категория и тесно связана с различными другими
экономическими показателями, такими как себестоимость, прибыль, рентабельность
и другие. Повышение качества продукции надо рассматривать в различных аспектах,
в том числе на макро и микроуровнях.
Качество продукции - это совокупность свойств,
обуславливающих пригодность продукции удовлетворять определённые потребности в
соответствии с ее назначением.
Повышение качества продукции позволяет:
- увеличить повышение качества товаров и услуг;
- улучшить структуру экспорта;
- осуществить на практике НТП и др.
Таким образом, высокий уровень качества продукции для
государства: ускорение НТП, увеличение экспорта, могущество, процветание, новые
рынки сбыта.
Различают два понятия: технический уровень продукции и
уровень качества продукции как более широкое понятие.
Уровень качества продукции -
относительная характеристика, основанная на сопоставлении значений показателей,
характеризующих техническое и эстетико-эргономическое совершенство комплексных
показателей надежности и безопасности использования оцениваемой продукции.
Оценка уровня качества продукции -
это совокупность операций включающая выбор
номенклатуры показателей качества оцениваемой продукции, определение значений
этих показателей при оценке качества продукции.
Технический уровень продукции -
относительная характеристика качества продукции. В международных стандартах нет
понятия "технический уровень", поэтому в них отсутствует определение
этого понятия.
Система
разработки и постановки продукции на производство. (СРПП)
СРПП - комплекс взаимосвязанных основополагающих организационно-методических и общетехнических государственных стандартов, устанавливающих основные положения, правила и требования (далее в тексте - положения), обеспечивающие техническое и организационное единство выполняемых работ на стадиях жизненного цикла продукции, включающих исследование и обоснование разработки, разработку, производство, эксплуатацию (применение, хранение) продукции и ремонт (для ремонтируемой продукции), а также взаимодействие заинтересованных сторон.
Цель СРПП - формирование организационно-методической основы обеспечения высокого технического уровня, качества и конкурентоспособности продукции в интересах наиболее полного удовлетворения потребностей населения, народного хозяйства и экспорта.
Основные задачи СРПП - установление положений, направленных на:
- всестороннее технико-экономическое обоснование возможности и целесообразности разработки (модернизации, модифицирования) продукции;
- разработку, производство продукции высокого технического уровня и качества, отвечающей современным достижениям научно-технического прогресса с учетом новых технологий, безопасности для жизни и здоровья людей, охраны окружающей среды, совместимости и взаимозаменяемости, экономии материально-технических, энергетических ресурсов;
- сокращение сроков и затрат на разработку, производство и ремонт, а также затрат на эксплуатацию (применение, хранение) продукции;
- обоснование состава количественных и качественных показателей по стандартизации продукции;
- обеспечение стабильности показателей качества изготавливаемой, ремонтируемой продукции;
- повышение ответственности исполнителей работ за качество разработки, изготовления и обеспечения эксплуатации и ремонта продукции;
- своевременное обновление устаревшей продукции;
- обеспечение производственных возможностей для мобилизационной готовности промышленности;
- формирование правил и процедур обеспечения качества продукции, а также нормативной базы сертификации продукции, систем качества и производств, гармонизированных с международными (региональными) стандартами, нормами, правилами.
Единая система программных
документов (ЕСПД)
Единая система программной документации (ЕСПД) — комплекс госстандартов, устанавливающих взаимосвязь правил разработки, оформления и обращения программ и программной документации. В стандартах ЕСПД устанавливают требования, регламентирующий разработку, сопровождение, изготовление и эксплуатацию программ, что обеспечивает возможность:
-унификации программных изделий для взаимного обмена программами и применения ранее разработанных программ в новых разработках;
-унификации программных изделий для взаимного обмена программами и прим ранее разработанных программ в новых разработках;
-автоматизации изготовления и хранения программной документации.
Государственная система
обеспечения единства измерений (ГСИ)
Государственная система обеспечения единства измерений
- комплекс нормативных документов межрегионального и межотраслевого уровней, устанавливающих
правила, нормы, требования, направленные на достижение и поддержание единства
измерений в стране (при требуемой точности), утверждаемых Госстандартом страны.
Государственная система обеспечения единства измерений
- государственная система управления субъектами, нормами, средствами и видами
деятельности по обеспечению заданного уровня единства измерений в Российской
Федерации.
Информационные технологии
Информационные технологии - совокупность методов, относящихся к технологиям управления и обработки данных, в том числе, с применением вычислительной техники. В настоящее время под информационными технологиями чаще всего понимают компьютерные технологии. В частности, ИТ имеют дело с использованием компьютеров и программного обеспечения для хранения, преобразования, защиты, обработки, передачи и получения информации. ИТ — это комплекс взаимосвязанных, научных, технологических, инженерных дисциплин, изучающих методы эффективной организации труда людей, занятых обработкой и хранением информации; вычислительную технику и методы организации и взаимодействия с людьми и производственным оборудованием. Информационные технологии предназначены для снижения трудоемкости процессов использования информационных ресурсов.
CALS-технологии, САПР, АСУП
CALS-технологии - современный подход к проектированию и производству высокотехнологичной и наукоёмкой продукции, заключающийся использовании в компьютерной техники и современных информационных технологий на всех стадиях жизненного цикла изделия, обеспечивающая единообразные способы управления процессами. Применение CALS-технологий позволяет существенно сократить объёмы проектных работ, так как описания многих составных частей оборудования, машин и систем, проектировавшихся ранее, хранятся в унифицированных форматах данных сетевых серверов, доступных любому пользователю технологий CALS. Развитие CALS-технологий должно привести к появлению так называемых виртуальных производств, в которых процесс создания спецификаций с информацией для программно управляемого технологического оборудования, достаточной для изготовления изделия, может быть распределен во времени и пространстве между многими организационно-автономными проектными студиями. Среди несомненных достижений CALS-технологий следует отметить лёгкость распространения передовых проектных решений, возможность многократного воспроизведения частей проекта в новых разработках и др.
Система автоматизированного проектирования (САПР) - программный пакет, предназначенный для создания чертежей, конструкторской или технологической документации и 3D моделей. Современные системы автоматизированного проектирования обычно используются совместно с системами автоматизации инженерных расчетов и анализа.
Автоматизированные системы управления предприятием (АСУП) - это системы, автоматизирующие основные (или отдельные) аспекты управления предприятием. Соответственно создание АСУП как системы управления - это не просто разработка программ для компьютера, это комплекс работ охватывающий:
1. Формализацию организационной структуры компании АСУП;
2. Оптимизацию, при необходимости, организационной структуры;
3. Формализацию, анализ и оптимизацию автоматизируемых бизнес-процессов;
4. Защиту от несанкционированного доступа (НСД);
5. Программирование АСУП;
6. Внедрение АСУП;
7. Поддержку и развитие АСУП.
Единая
система классификации и кодирования технико-экономической и социальной
информации (ЕСКК ТЭСИ)
Основной целью, являлась стандартизация информационного обеспечения процессов управления хозяйством страны на основе применения средств вычислительной техники и новых информационных технологий путем создания единого языка формализованного описания данных.
Общие принципы функционирования единой системы классификации и кодирования технико- экономической и социальной информации: – учет социально-экономических изменений в стране;
– открытость и общедоступность системы кодирования для пользователей в той части, которая не содержит сведений, составляющих государственную тайну;
– автоматизация процесса обработки технико-экономической и социальной информации;
– обеспечение методического и организационного единства системы кодирования;
– комплексность системы кодирования,
– постоянная актуализация ТЭСИ;
– обязательность применения системы кодирования при формировании гос информационных систем и ресурсов;
– совместимость системы кодирования;
– гармонизация системы кодирования с международными и региональными классификациями и стандартами.
Эволюция процессов конструирования
Первоначально орудия производства изготовлялись ремесленниками. Конструирование как профессия появилось лишь после того, как технические объекты стали достаточно большими и сложными.
Поэтому эволюцию процесса создания новой техники нужно рассматривать, начиная с ремесленного производства.
Среди старых кустарей и ремесленников редко встречалась такие, которые помимо обладания профессиональным мастерством, были еще и грамотны. Поэтому огромную ценность представляет книга одного из них - Джоржа Стэрта "Колесная мастерская", в которой дан очерк тележного производства XIX в. Достаточно нескольких цитат, чтобы понять те скрытые причины и процессы, которые управляют действиями кустаря. Начнем с описания точной подгонки форм к условиям эксплуатации. "… мы удивительно точно знали особые нужды наших соседей. Изготовляя телегу или тачку, водовозку или плуг, или что-нибудь еще, мы выбирали такие размеры, такие формы кривых (а почти каждая деревянная деталь была изогнутой), чтобы они соответствовали особенностям почвы на той или иной ферме, крутизне того или иного холма, темпераменту того или иного клиента и даже его пристрастиям при выборе лошадей".
Далее Стэрт рассуждает о том, зачем колесам телеги придается развал и чашеобразная форма.
"Какой смысл в развале и чашеобразности колес? К стыду своему, я должен признаться, что этот вопрос мучил меня много лет даже после того, как я убедился в многочисленных преимуществах этой странной формы и в том, что колеса без развала могут не пройти и мили…"
Стэрт обсуждает много вариантов ответа на поставленный вопрос.
Вряд ли Стэрт отыскал все причины чашеобразности колес, а также множества прочих изгибов, дуг и скруглений, из которых состоит повозка. Для наших целей достаточно отметить, что форма каждой детали в повозке определяется не одной, а многими причинами и что изделие в целом возникает в результате тонкой отладки целого с оптимальным использованием каждой его части. Заметим также, что когда кустарь воспроизводит или изменяет какую-либо форму, он едва ли точно отдает себе отчет, почему поступает именно так, а не иначе; он знает лишь, как ему следует это сделать.
Говоря о том, почему колеса имеют всегда одни и те же размеры, Стэрт замечает:
"По сути дела, сама необходимость определила линии повозки, которая не должна быть не слишком высокой, ни слишком низкой; не одно поколение фермеров экспериментировало, чтобы отыскать эти невидимые линии, а колесники научились заставлять каждую телегу катиться в соответствии с ними.
Здесь, как в капле воды, отразились все те условия, благодаря которым телега стала красивой - такой же красивой, как скрипка или лодка. Необходимость определила законы построения каждой детали и десятками способов заставила добиться согласованности.
Тележник был вынужден во всем сохранять верность этим законам, всегда знать, каким требованиям должны удовлетворять колеса, оглобли, оси, кузов телеги, все ее детали. Нужно отметить особый характер этих знаний. Их не найти ни в одной книге. Они не научны. Я не встречал никого, кто мог бы похвастать, что знает тележное производство не только эмпирически. Я сам - типичный тому пример. Я знал, что задние колеса должны быть высотой пять футов и два дюйма, а передние - четыре фута и два дюйма, что "боковины" нужно резать из четырехдюймовой сердцевины лучшего дуба и т.д. Это я знал, и чем дальше, тем уверенней, но я редко знал, почему. То же и большинство ремесленников. Весь свод их знаний представлял собой путанную сеть деревенских предрассудков, некоторые основания которых были известны в одной местности, а другие - в другой и т.д.
В крестьянском дворе, в пивной, на рынке все снова и снова заводился разговор о тех или иных деталях; приобретенные знания сводились воедино в деревенской кузнице или мастерской ремесленника. Возчики, кузнецы, фермеры, колесники - тысячи ремесленников из века в век передавали своим детям или подмастерьям те крупицы понимания, что им удалось собрать. Но по большей части понимание деталей было весьма туманным, а весь свод знаний был чем-то таинственным, частью народной мудрости, он принадлежал коллективно всем людям, но ни одна отдельная личность никогда не владела им целиком".
Приведенные цитаты позволяют отметить следующие характеристики ремесленного производства:
Ремесленник не вычерчивает эскиз своего изделия, - а часто и просто не в состоянии сделать это и не может удовлетворительно объяснить, почему он принимает то или иное решение.
Изменение формы кустарного изделия происходит в результате бесчисленных неудач и успехов в процессе многовекового поиска методом проб и ошибок. Этот медленный и дорогостоящий последовательный поиск "невидимых линий" удачной конструкции может в конечной итоге привести к удивительно точно уравновешенному изделию, которое в очень высокой степени удовлетворяет потребителя.
Хранилищем всей важной информации, собранной в ходе эволюции промысла, является в первую очередь сама форма изделия, которая остается постоянной и изменяется только для исправления ошибок и при возникновении новых потребностей.
Другими словами, вопрос изменения конструкции решаются не на уровне изделия в целом, а на уровне отдельных компонентов этого изделия.
Принципиальная разница между эволюцией форм в кустарных промыслах и принятым сегодня способом разработки формы для изделий машинного производства путем создания чертежей в определенном масштабе заключается в том, что здесь поиск методом проб и ошибок отдален от производства, что эксперименты и изменения проводятся на масштабном чертеже, а не на самом изделии.
В результате:
Стало возможным задавать размеры изделия до его изготовления, а это позволило разделить труд по изготовлению отдельных частей изделия между несколькими исполнителями.
Возникшее с появлением масштабных чертежей разделение труда дало возможность увеличить размеры изделий (необходимость изготовления крупных изделий, требующих одновременного труда нескольких рабочих, собственно и привела к появлению чертежей в первую очередь в судостроении и строительству) и темы их изготовления. Для этого приходится заранее задавать такие размеры, которые ремесленник не стал бы фиксировать, обеспечивая себе возможность маневрирования при взаимной пригонке изделия и частей, при внесении тонких изменений в соответствии с конкретными потребностями данного клиента. Поэтому разделение труда влечет за собой потерю индивидуальности изделия.
Естественно, теперь основная часть трудностей и радостей творчества уходит из производственной сферы и становится уделом тех, кто изготовляет чертежи. Проектно-конструкторские работы выделяются в особую профессию. Этот происходивший некогда переход кустарного промысла к проектированию во многом сходен с происходящим ныне переходом от проектирования к проектным исследованиям.
Когда геометрические аспекты производства были сведены в чертеж, у проектировщика появилось гораздо более обширное "поле представления", чем было у ремесленника. Конструктор может видеть все изделие целиком, манипулировать им, и ничто - ни неполнота сведений, ни боязнь дорогостоящей переделки самого изделия - уже не мешает ему вносить в конструкцию даже принципиальные изменения.
Таким образом, появилась объективная возможность решать вопросы изменения конструкции не на уровне отдельных компонентов изделия, а на уровне изделия в целом.
Но при этом важно отметить следующее: над чертежом одновременно может работать только один человек, и все ситуации, которым должна удовлетворять конструкция, приходится держать в одной голове.
Из-за этого на ранних стадиях проектирования чертежным способом работу ведет всего один человек, - ведущий конструктор или руководитель группы.
Только после того, как ведущему конструктору удалось сформулировать критические подпроблемы данном задачи и найти (на уровне набросков, эскизов) удовлетворительное решение этих подпроблем, можно распределить работу между несколькими исполнителями.
В последнее время разработан целый ряд новых методов, предназначенных в первую очередь как раз для преодоления этого недостатка традиционных методов проектирования - невозможности привлечения многих умов к решению задачи на самом важном этапе проектирования.
Необходимость широкого распространения этих новых методов стала особенно актуальной и наглядной сегодня в связи с бурным развитием теории систем.
Под системой понимают объективное единство закономерно связанных друг с другом предметов, явлений, а также знаний о природе и обществе. Подробнее вопросы систем и системного подхода рассматриваются в следующей теме.
Ограничимся здесь лишь следующими замечаниями. Об общности понятия системы и широте применения теорий систем можно судить по следующему высказыванию крупнейшего специалиста в области теории систем профессора Месаровича: "Я не знаю, что такое система, потому что не знаю ничего, что не было бы системой".
На основе теории систем родился так называемый системный подход к решению различных проблем, в том числе, к проектированию и системный анализ.
Системный подход в проектировании проявляется в расширении процесса проектирования за счет включения в него помимо вопросов создания изделия также и задач проектирования систем (т.е. связей и отношений между изделиями).
Чтобы это было понятнее, рассмотрим один пример.
Традиционным методом получения SO2 в производстве серной кислоты был обжиг серного колчедана. Проектирование на уровне изделий приводило к постоянному усовершенствованию печей для этого обжига. С точки зрения только процесса получения SO2 колчедан наиболее подходящее сырье. Однако, рассматривая проблему шире, в частности, в рамках экологической системы, мы сталкиваемся с вопросом утилизации огарка, который сегодня засоряет огромные территории вокруг сернокислотных заводов. Отсюда понятно, почему сегодня заводы переходят на использование более дорогой серы вместо серного колчедана, что приводит и к использованию совсем других типов печей.
Включение в процесс проектирования задач проектирования систем приводит к добавлению к иерархии предметов, относящихся к традиционной сфере деятельности проектировщика, еще одной ступени - уровня систем.
Если же еще более расширять объем понятия "проектирование", включив в него политические и социальные аспекты поведения потребителей, связанные с отношениями между системами, обнаружится наличие еще одной, четвертой ступени, - уровня общественных групп, или "социальной сферы".
Увеличение (с двух до четырех) количества иерархических ступеней, открытых для проектирования, означает резкое повышение его сложности. Такое расширение сферы проектирования по меньшей мере равноценно совершенному ранее переходу от кустарного промысла к чертежному способу проектирования.
Теперь задача проектирования состоит по существу в изменении окружающей нас искусственной сферы. Это, безусловно, затрагивает политическую сферу.
Говоря о реальных условиях современного проектирования, можно отметить ряд конкретных дополнительных осложнений, которые не встречались проектировщикам раньше
Внешние осложнения:
Перенес технических решений, т.е. планомерный поиск в отдаленных отраслях технологии таких изобретений и разработок, которые позволяют решать данную задачу проектирования.
Возможность возникновения побочных эффектов при использовании нового разрабатываемого изделия, которую необходимо прогнозировать на ранней стадии проектирования, когда еще можно с их учетом изменить конструкцию изделия и организацию системы (например, шум реактивных самолетов).
Применение единых отраслевых, национальных и международных стандартов для обеспечения совместимости изделий взаимодействующих систем, (например, вилки электроприборов).
Внутренние осложнения:
Постоянный рост капиталовложений, необходимых для получения существенного экономического эффекта от новой конструкции, в результате которого стоимость ошибки проектировщика возрастает настолько, что каждый проект должен быть удачным с первого раза.
Крайняя сложность определения рациональной последовательности принятия решений, когда поток новых потребностей, новых технологических процессов и новых идей непрерывно изменяет систему отношений между параметрами решения.
Все изложенное говорит о том, что современная ситуация расширила существовавшее ранее понятие проектирования.
Вот некоторые из современных определений:
Азимов: "Проектирование - это принятие решений в условиях неопределенности с тяжелыми последствиями в случае ошибки".
Букер: "моделирование предполагаемых действий до их осуществления, повторяемое до тех пор, пока не появится полная уверенность в конечном результате".
Филден: "техническое конструирование - это использование научных принципов, технической информации и воображения для определения механической структуры машины или системы предназначенной для выполнения заранее заданных функций с наибольшей экономичностью и эффективностью".
Ризуик: "творческая деятельность, которая вызывает к жизни нечто новое и полезное, чего ранее не существовало".
ГОСТ 22487-77: Проектирование - это процесс становления описания, необходимого для создания еще не существующего объекта, который осуществляется преобразованием первичного описания (технического задания), оптимизацией заданных характеристик объекта и алгоритма его функционирования, устранением некорректности первичного описания детализируемого объекта на различных языках для различных этапов проектирования.
Чтобы покончить с определением проектирования как области интеллектуальной деятельности человека, рассмотрим соотношение между проектированием, искусством, наукой в целом и математикой в частности.
Проектирование - это сложный вид деятельности, в котором успех зависит от правильного сочетания остальных трех названных средств познания. Основное его отличие связано с временными отношениями. Деятели искусства и науки имеет дело с физическим миром в том виде, в каком он существует в настоящее время. Математики оперируют с абстрактными отношениями, не зависящими от календарного времени. Проектировщики же всегда вынуждены рассматривать как реальность то, что существует лишь в воображаемом будущем.
В этом - различие. А сходство заключается в следующем. Прежде чем предсказывать будущее, разработчик должен в достаточной мере знать настоящее, а для этого он должен обладать свойствами ученого: скептицизмом, умением поставить эксперимент и проанализировать его результаты.
Подход художника необходим разработчику на том этапе, когда в лабиринте альтернатив приходится отыскивать тропинку, ведущую к новому и непротиворечивому построению, которое могло бы лечь в основу решения.
При этом нужно иметь какой-нибудь податливый материал или аналог, который позволял бы, поспевая за течением мысли, передавать форму решения. Обычно таким материалом служат эскизы. Все чаще для быстрой проверки вариантов геометрии применяются ЭВМ с дисплеями, работающие в режиме диалога с оператором-разработчиком.
Метод математика, манипулирующего абстрактными символами, годится для проектировщика лишь на том этапе, когда задача стабилизировалась, когда для разрешения противоречия между целью и средствами уже не требуется изменить исходные посылки. Но самая сложная часть разработки - это как раз поиск решения путем изменения формулировки задачи. Поэтому можно сказать, что математика полезна в основном только для оптимизации решения после того, как задача уже определилась.
Если задачу проектирования можно сформулировать в математических символах, ее решение может быть получено автоматически на ЭВМ, без участия человека, т.е. методами САПР.
Здесь необходимо заметить следующее. Экономический эффект, получаемый ныне от внедрения САПР, значительно превышает ту сумму, которую дает ускорение проектирования и, соответственно, сокращения штата проектировщиков. Основную долю этого эффекта составляет результат оптимизации конструкции.
Решение крупных нетривиальных проектных задач, в том числе на уровне систем, с приближением к оптимальным решениям - вот область применения новых методов.
Полученное оригинальное решение может в дальнейшем стать основой для САПР - при необходимости использовать аналогичные конструктивные решения и методы расчета в других изделиях.
Новые взгляды на проектирование выдвигают и новые требования к проектировщику и к организации работы.
Несомненно, что нужны проектировщики и организаторы широкого профиля, творческое мышление которых базировалось бы на глубоких теоретических и практических знаниях об изменениях на всех уровнях, от общественных движений до конструкции деталей. Точно так же нам нужны и новые методы, которые обеспечивали бы достаточный объем информации для принятия решений на каждом из этих уровней.
Вот об этих новых методах и пойдет речь дальше.
Нужно заметить, что объектом новых методов является не столько проектирование в общепринятом смысле этого слова, сколько мыслительная деятельность, предшествующая выполнению чертежей и проектов.
Все эти методы направлены на то, чтобы заставить проектировщика "думать вслух", позволить другим людям ознакомиться с процессами мышления, которые до сих пор протекали у него в голове, объектировать процесс проектирования. В одних случаях это достигается с помощью слов, в других - в форме математических символов, но почти всегда используется какая-нибудь схема, позволяющая разделить задачу проектирования на части и указать взаимные связи между этими частями.
Естественно, что в основе всегда лежит стремление добиться большого контроля над процессом проектирования, особенно на уровне систем. Основное преимущество такого обдумывания проекта "в открытую" заключается в том, что другие люди, например, потребители, могут следить за происходящими событиями и участвовать в них, сообщая проектировщику те сведения и оценки, которые выходят за пределы его знаний и опыта.
Основная слабость любого метода проектирования, в том числе и новых методов, заключается в трудности управления стратегией при решении нетривиальных задач проектирования, а также в тех случаях, когда над одним проектом работает много людей. (Паркинсон: "верблюд - это коллективно сконструированная лошадь")
Принципы инновационного проектирования
Сложившаяся в отечественных вузах практика учебного проектирования такова, что, как правило, студенту предлагается задача с известным решением. В самом деле, широко применяемые при курсовом и дипломном проектировании расчетные методики представляют собой по существу общие решения известных задач. Если к этому добавить, что нередко в таких проектах анализ преобладает над синтезом и что вместо системного рассмотрения культивируется узкоспециальный подход, то становится очевидным заведомо рутинный, нетворческий характер типовых учебных проектов.
Главная особенность инновационного проектирования состоит в том, что оно всегда опирается на новую идею проектируемого изделия или процесса — то, что иначе принято называть проектированием на уровне изобретения. С другой стороны, современные компьютерные технологии позволяют почти полностью автоматизировать рутинную часть работы. Поэтому творческий подход здесь насущно необходим. С этим, в свою очередь, связана необходимость подготовки проектировщиков нового типа.
В инженерном сообществе можно выделить: а) новаторов, которые выдвигают новые идеи, определяющие в какой-то мере ход развития данного класса технических систем или даже отрасли; б) разработчиков, которые берут за основу предложения новаторов, продумывают их до конца и преобразуют в форму, пригодную для практической реализации; в) исполнителей; г) инертные элементы. Данная информация имеет цель направить студентов на то, чтобы они были склонны попасть в первые две категории.
Основные этапы процесса инновационного проектирования не особенно зависят от степени сложности или вида проекта (технических, организационных, управленческих, художественных и т.д.). При решении любой задачи проектирования необходимо определенное сочетание интуиции и логики, но пути такого сочетания интуитивного с логическим не установлены и вряд ли их можно установить в общем виде, в отрыве от конкретной задачи и конкретного человека. Они зависят от того, какое количество информации имеется в распоряжении проектировщика, а также от его творческой квалификации и опыта.
Научно-технический прогресс, который признан во всем мире как важнейший фактор экономического развития, все чаще в настоящее время связывают с понятием инновационного процесса (процесса нововведений), который объединяет науку, технику, экономику и менеджмент, распространяясь от зарождения идеи до ее практического воплощения и коммерческой реализации. Его цель состоит в создании того или иного новшества (изделия или услуги), способного удовлетворить какую-либо реальную, общественную или индивидуальную, потребность или желание. Инновационный процесс органично включает наряду с собственно инженерным проектированием систем также и принятие управленческих решений.
Цель проектирования может быть задана или она может сформироваться в контексте других работ. Цель инновационного проекта формулируется более широко, чем при традиционном инженерном проектировании. Это может быть, например, разработка, производство и реализация некоего изделия, подсказанная будущими потребителями или выявленная маркетинговыми исследованиями. Уяснение цели означает глубокое осознание ожидаемого результата проектирования.
На этапе выбора пути достижения поставленной цели должна быть сформулирована конкретная проблема, которая должна быть для этого решена.
Следующий важнейший этап касается генерирования идеи решения проблемы, от качества которой в значительной степени зависит качество пока еще не найденного решения. Большинство идей, приходящих в голову на этом этапе, слабые, некоторые идеи — получше, но могут появиться также несколько по-настоящему хороших идей и, возможно, одна-две выдающиеся.
Выдающаяся
идея характеризуется, во-первых, цельностью или законченностью. Так, если это
идея продукта, то она должна охватывать также его рынок, упаковку и рекламу.
Во-вторых, такая идея отличается оригинальностью, т.е. новизной. В-третьих, она
проста, т.е. доступна для понимания. Для оценки идеи по этому показателю можно
попытаться выразить ее сначала в 50-ти, а затем в 25-ти и 12-ти словах. Наконец, в-четвертых,
идея должна быть привлекательной для потребителя.
Плохие и посредственные идеи не стоят дальнейшего рассмотрения и должны быть отсеяны.
Хорошие же и выдающиеся идеи заслуживают дополнительного внимания и должны быть подвергнуты инженерному анализу с целью их детальной проработки и оптимизации. На этом этапе определяют задачи и план анализа, строят необходимые модели, выполняют оптимизационные и др. расчеты, оценивают альтернативные решения и делают окончательный выбор. Выполняют дизайн изделий.
Конкретизация полученного решения означает его переработку с учетом производственных возможностей данного предприятия. Осуществляется технологическая подготовка производства.
На этапе производства решаются специфические
задачи организации и менеджмента.
Распределение и сбыт продукции требуют проведения маркетинговой компании, в основу которой были положены идеи изделий или услуг, а также рекламные идеи.
Определение и классификация творческих задач. Наиболее общее определение таково, что творческой является любая задача (проблема), в которой содержится противоречие (конфликт, разрыв) между тем, что дано, и тем, чего необходимо достичь (найти, доказать, объяснить, создать, усовершенствовать, обработать, переместить и т.д.).
В этом смысле всякая ранее неизвестная субъекту задача будет для него творческой, если, конечно, нет очевидной (или легко логически выводимой) связи между данными и неизвестным.
Творческие задачи могут иметь форму предметных (математика, физика и т.д.), исследовательских в любой области науки, а также изобретательских задач в области техники, экономики, менеджмента, предпринимательства и т.д.
Решение исследовательских (изобретательских) задач ведут к открытиям явлений, законов и, вообще, всему тому, что уже существовало, но не было известно.
Изобретательские задачи в технике условно разделяют на пять уровней.
Первый уровень. Решение таких задач не связано с устранением технических противоречий и сопровождается мельчайшими изобретениями. Средства решения находятся в пределах данной узкой области техники. Задачи этого уровня — рутинно-конструкторские, мало относящиеся к изобретательству.
Второй уровень. Задачи с техническими противоречиями, которые легко
преодолеваются с помощью методов, известных по применению в данной
отрасли. Ответы к задачам этого уровня — мелкие изобретения.
Третий уровень. Противоречие
и способ его разрешения находятся в пределах одной области науки. Так,
механическая задача решается с применением способов, известных в механике. В
итоге — среднее изобретение.
Четвертый уровень. Синтезируется новая техническая система путем разрешения технических противоречий, присущих ее прототипу — старой системе. Противоречия устраняются средствами, подчас далеко выходящими за пределы той области науки, в которой они относятся (так, механическая задача решается с применением способов, известных в химии). Принцип действия исходной системы может быть изменен коренным образом, например, использован малоизвестный эффект или явление. Результат — крупное изобретение.
Пятый уровень. Изобретательская ситуация представляет собой сложное переплетение проблем. Нередко задача решается с выходом за грань известного. Поэтому сначала нужно сделать открытие, а потом, опираясь на новое знание, решать изобретательскую задачу. Результатом может быть крупнейшее изобретение.
Особенность изобретательских задач высоких уровней, а, следовательно, и задач инновационного проектирования состоит в том, что каждая имеет не единственное, а множество приемлемых решений. Задачи такого рода называются дивергентными и требуют творческого подхода к нахождению решений.
Общая характеристика процесса решения конструкторской (изобретательской) задачи по свидетельствам ряда выдающихся изобретателей и ученых и включает следующие пять основных этапов.
Этап 1. Подготовка. Формулирование (постановка) задачи, осуществляемое, как правило, путем анализа исходной проблемной ситуации. В ходе анализа ситуацию расчленяют на данное (известное) и искомое (неизвестное), являющиеся главными элементами задачи. Ее решение тогда состоит в соотнесении условий задачи с ее требованиями (в разрешении противоречия того или иного вида). Накопление и мобилизация знаний.
Этап 2. Концентрация интеллектуальных усилий. Упорная работа с целью получить решение. Использование эвристических приемов, предметных и методических, для генерирования идеи решения. Применение психологических, переборных или алгоритмических методов активизации мышления. Использование эмоционального фактора.
Этап 3.
Передышка (инкубационный период). Период умственного отдыха посредством прекращения сознательных усилий по
решению задачи. Включение работы подсознания
для своеобразного вынашивания идеи решения.
Этап 4. Озарение (инсайд). Внезапное продвижение вперед в решении задачи путем нахождения новой или видоизменения уже известной идеи.
Этап 5. Завершение процесса решения.
Специфика проектной деятельности
Проектная деятельность имеет ряд специфических особенностей:
Продуктом проектной деятельности является упорядоченная совокупность сведений, служащих знаковой моделью объекта, в момент проектирования еще не существующего.
Процедуры проектирования реального объекта, соответствуют преобразованию его исходного описания в некотором конечном пространстве.
Способы преобразования информации при проектировании нельзя выразить в виде математических соотношений, то есть невозможно построить строгую математическую модель такого процесса преобразования.
В связи со сложностью проектируемых объектов на каждом этапе разработки в процесс вовлекаются различные специалисты, что придает проектированию характер коллективной деятельности.
Проектируемый объект входит в упорядоченную иерархию объектов и, с одной стороны, выступает как элемент системы более высокого уровня, а с другой - как система объектов более низкого уровня.
В соответствии с этим процесс проектирования можно разделить на два этапа: внешнего (объект как элемент системы более высокого ранга) и внутреннего проектирования (объект - система элементов более низкого ранга).
Проектирование, как правило, имеет итерационный многовариантный характер.
Для проектного творчества характерна декомпозиция - разбиение общей задачи на составные части.
При разработке проекта на создание нового изделия очень важны такие методы, как прогнозирование, структурирование синтеза и принятия решений, однако они не всегда дают должное целостное представление о техническом объекте, которого пока нет. Даже самые привлекательные подходы к генерации вариантов технических объектов с помощью современной компьютерной техники пока не сравнимы с возможностями сознания высококвалифицированного профессионала.
Целостную
структуру, которая моделирует в сознании проектировщика объект предстоящей
проектной деятельности трудно описать даже вербально, не говоря о представлении
чего-либо подобного средствами компьютерной техники.
Профессионал
в данном виде деятельности обладает значительно большими возможностями, нежели все
компьютеризированное окружение, включая специалистов к нему приставленных.
Ранние стадии проектной деятельности пока не поддаются автоматизации и внимание нужно сосредоточить на создании благоприятной информационной среды для профессионала с целью повышения его эффективности функционирования. Объектом рассмотрения должно стать не все конструкторское бюро, а его ведущие специалисты.
Целесообразно решать в первую очередь следующие задачи:
-
обеспечение ведущих специалистов релевантной (собираемой под конкретную задачу)
информацией на основе категориального анализа и теории познания применительно к данной
предметной области,
-
построение прогнозов относительно требований, которые будут предъявлены
к изделию в будущем, и технических характеристик изделия на основе
теории парадигмы, т. е. системы основных научных достижений (теорий,
методов), по образу которых организуется исследовательская практика ученых в
конкретной области знаний в данный период и разработка методологии поддержки деятельности
конструктора в процессе формирования гипотетического образа будущего изделия,
- поиск
подходов к структурированию среды деятельности профессионала на основе моделей,
приемлемых для ранних стадий проектирования,
- поиск
путей повышения эффективности работы профессионала в процессе
целеполагания и принятия решений.
При этом очень важна роль категориального анализа. Категориальный анализ определяется как учение о категориях исследующих природу и области применения.
Понятие «категория» часто распространяется на все непосредственно данные элементы мышления, которые не могут быть определены, а лишь объяснены (дефиниции).
Дефиниции вместе с категориями (в узком смысле) образуют категориальные понятия. Категориальный анализ естественным образом акцентирует внимание на важнейших понятиях конкретной области знаний. В его основе лежит стремление максимально сократить число фундаментных сущностей и тем самым добиться обозримости исследуемых структур.
Комплекс категориальных понятий
представляет для процесса проектирования
особый интерес, так как именно он составляет основу когнитивных структур
профессионала-проектировщика, чему и будет посвящено наше внимание в
последующей информации.
При решении проектных задач можно выделить следующие проектные ситуации:
Проектируемый объект может быть скомпонован из готовых элементов и блоков. При этом имеются наибольшие возможности применения ЭВМ для автоматизации процедур документирования, хранения архивов, решения задач компоновки объекта из готовых элементов и т.д.
Для проектирования объекта нет полного набора компонентов, но существуют аналогичные, из которых изменением параметров можно получить недостающие. В данном случае ЭВМ используется для анализа и оценки вариантов построения компонентов, выбора их оптимальных параметров, компоновки и деталировки и т.д.
Не существует аналогичных элементов, но известны принципы их построения. Применение ЭВМ в этом случае возможно при использовании математических моделей, соответствующих используемым принципам.
Принципы построения элементов объекта не известны. Проектирование опирается на результаты проводимых фундаментальных и прикладных исследований ЭВМ в этом случае применяется для моделирования различных процессов и явлений, обработки данных и управления модельными и натурными испытаниями и пр.
Возрастание сложности проектируемых объектов привело к формированию концепции и методологии автоматизации проектирования, в которых моделирование является одним из основных методов обеспечения проектных работ. Поэтому можно сказать, что САПР основана на регулярном применении современных математических методов и средств вычислительной техники в процессе принятия проектных решений, в организации и управлении проектированием.
Современные методы оптимального
проектирования на основе САПР
Конструирование как составная часть проектирования — это творческий процесс создания изделий в документах (главным образом чертежа) на основе теоретических расчетов, конструкторского, технологического и эксплуатационного опыта и экспериментов.
В настоящее время чрезвычайно возросли сложность и комплексность проблем, требующих решения в процессе проектирования. Создание машин качественно нового уровня предполагает использование важнейших достижений фундаментальных наук, конструирования и технологии, повышенную защиту обслуживающего персонала от вибрации и шума, учет современных экономических, социальных и экологических проблем. Задача повышения качества машин решают на стадии проектирования, когда можно всесторонне проанализировать конструктивные варианты с учетом большого числа требований. Так каждая машина должна, по возможности, иметь минимальную массу и достаточную надежность, высокую быстроходность и минимальную динамическую загруженность, низкую стоимость и большой срок службы и др. При конструировании необходимо выбрать ее оптимальные параметры (структурные, кинематические, динамические, эксплуатационные), наилучшим образом соответствующие предъявляемым требованиям. При этом следует учитывать конкретные условия применения машины. Нельзя, например, произвольно увеличить ее производительность, не учитывая производительности смежного оборудования. В некоторых случаях машины с повышенной производительностью могут оказаться при эксплуатации недогруженными и будут больше простаивать, чем работать. Это снижает степень их использования и уменьшает экономическую эффективность.
Схему машины обычно выбирают путем параллельного анализа нескольких вариантов, оценивая их конструктивную целесообразность, совершенство кинематической и силовой схем, стоимость изготовления, энергоемкость, надежность, размеры, металлоемкость и массу, технологичность, степень агрегатности, удобство обслуживания, сборки-разборки, осмотра наладки, регулирования.
Как правило, не существует машины или конструкции, оптимальной по всем критериям одновременно. Поэтому расчеты производят для каждого критерия, строят таблицы результатов расчетов и используют их для обоснования выбора оптимального решения.
Зная возможности конструкции по всем критериям, конструктор совместно с заказчиком может обоснованно назначить на каждый из них ограничения, которые, с одной стороны, были бы практически достижимы, а с другой — удовлетворяли требованиям заказчика. Далее путем расчета выявляют конструкции, удовлетворяющие всем ограничениям одновременно.
Такие конструкции и составляют допустимое множество решений, из которого конструктор совместно с заказчиком выбирает оптимальную модель. Если таких конструкций не оказалось, то ограничения могут быть «ослаблены».
Из
вышеизложенного следует, что развитие техники сопровождается усложнением
всех систем машин и технологического оборудования. Возрастает
трудоемкость их создания при одновременном повышении требований к качеству и эффективности
конструкции, что находится в противоречии с необходимостью сокращения
сроков ее разработки и промышленного освоения. Ликвидация указанного
противоречия наиболее полно реализуется при широком внедрении в проектирование вычислительной
техники. Основное направление при этом — создание систем
автоматизированного проектирования (САПР).
Под автоматизацией проектирования понимают такой способ проектирования, при котором все проектные операции и процедуры или их часть осуществляется посредством взаимодействия человека и ЭВМ. Использование ЭВМ, по данным А.В. Алферова, при проектировании станочных приспособлений повышает производительность труда конструкторов в 5-10 раз. Это же подтверждают данные Рурского университета (ФРГ), согласно которым машинное выполнение рабочего чертежа детали производится в 10 раз быстрее, чем вручную, а стоимость работы уменьшается в 2 раза.
Оптимизация конструктивных решений в ряде случаев вообще невозможна без применения ЭВМ. Любая проектно-конструкторская задача имеет, как правило, множество решений, одно из которых может оказаться более экономичным или эффективным по сравнению со всеми остальными решениями. Этот вариант и является оптимальным, который можно подобрать только с помощью ЭВМ.
Наилучшей формой организации процесса проектирования является применение систем автоматизированного проектирования (САПР), то есть комплекса средств автоматизация проектирования, взаимосвязанного с подразделениями проектной организации и выполняющего автоматизированное проектирование.
Целями создания САПР как организационно-технической (человеко-машинной) системы являются:
1.
Повышение качества проектирования вследствие увеличения, анализируемые
конструкторских решений и более детального анализа каждого из них. Сокращение срока разработки
конструкции за счет автоматизации выполнения чертежных работ и расчетов, обработки исходной и полученной информации;
2. Уменьшение стоимости проектных
работ путем сокращения их части,
выполняемой без использования ЭВМ.
Эти цели достигаются применением совершенных математических методов и вычислительной техники, разработкой эффективных математических моделей, методов многовариантного проектирования и оптимизации, автоматизацией проведения расчетов и оформления графической документации.
Таким образом, использование САПР дает конструктору реальную возможность обосновать постановку задачи многокритериальной оптимизации — одновременно учитывать множество противоречий требований. Использование САПР предполагает активное участие человека в анализе вариантов, оптимизации и принятии решений. Такой творческий подход к проектированию характерен и для учебного проектирования приводов технологических машин, так как все задачи в нем многокритериальные и содержат множество управляемых параметров.
Оптимальное проектирование предполагает создание технического объекта не только выполняющего заданные функции, но и отвечающие некоторым заранее установленным критериям качества.
Самый низкий уровень оптимального проектирования предполагает нахождение лучшего варианта конструкции, основанное на подборе нескольких, выполненных без использования вычислительной техники, математических моделей и соответствующих методов оптимизации вариантов. Например, при проектировании редуктора для двух-трех вариантов разбивки общего передаточного числа между отдельными ступенями можно выполнить проектировочные расчеты, для каждого варианта оценить какой-либо критерий качества (масса, размеры и т. д.), и затем окончательно выбрать наиболее подходящий вариант исполнения редуктора.
При более высоком уровне задачи оптимального проектирования, сформулированные в виде математических моделей, решаются с применением соответствующих математических методов оптимизации и на базе ЭВМ. К высшему уровню относятся задачи оптимального проектирования, решаемые в рамках САПР.
В САПР задачи оптимизации могут
решаться на всех этапах процесса проектирования. Так, на этапе эскизной
проработки задача оптимального проектирования
может состоять в определении рациональных значений необходимого числа основных параметров проекта, определяющих будущий облик технического объекта. На этапах
технического и рабочего
проектирования задачи оптимизации могут носить более глубокий характер,
охватывающий вопросы определения оптимальных значений
основных параметров как объекта в целом, так и отдельных узлов и деталей. В процессе разработки САПР проблема
оптимального проектирования заключается в решении следующих основных вопросов:
1) определение
этапов процесса автоматизированного проектирования, сопровождаемых
решением тех или иных задач оптимизации;
2) построение
математических моделей оптимизации и разработка машинных алгоритмов;
3) создание
или заимствование программного обеспечения решения задач
оптимизации;
4) разработка системы диалогового формирования и просмотра вариантов объекта проектирования с определением значений тех или иных показателей качества, а также формирования математических моделей и управления процессом решения соответствующих задач.
Совершенствование конструкции при проектировании обеспечивается ее оптимизацией по одному или нескольким критериям. Для различных механизмов критериями эффективности конструкции могут быть приняты: высокая надежность, минимальное межосевое расстояние или масса, размеры и стоимость, наибольший КПД, высокая точность и т. д. При этом часто критерии могут быть противоречивыми.
При структурной оптимизации можно анализировать различные типы редукторов, например, многоступенчатый цилиндрический, планетарный, волновой, комбинированный. Исходные данные при проектировании механизмов в соответствии с техническим заданием могут включать следующие характеристики: мощность, скорость, ресурс, режим работы, циклограмма нагружения и т. д.
При параметрической оптимизации, например, зубчатых приводов управляющими параметрами могут быть: распределение передаточных чисел по ступеням, числа зубьев, относительная ширина и материал колес, геометрия зацепления, частота вращения двигателя и др.
Ограничения разделяют на кинематические (по передаточному числу одной пары, предельным окружным скоростям), прочность (по условиям контактной и изгибной прочности зубчатых колес), конструктивные (по габаритам, условию регулирования элементов, их взаимодействию и соединению) и др.
При оптимизации по одному критерию задача решается наиболее просто. Например, решение можно получить перебором различных вариантов конструкции и выбором наилучшего.
Решение многокритериальных задач более сложно. Многокритериальная оптимизация используется, когда одного критерия для оценки качества недостаточно. Например, когда стоит задача обеспечения максимальной надежности и минимальной массы при проектировании редуктора или обеспечения максимальной грузоподъемности и минимальных размеров при проектировании транспортной машины.
В строгой математической постановке выбор оптимальных параметров машины не простая задача. Так, например, варьирование всего шести параметров (при 5% точности расчета) приводит к поиску на всем множестве решений из (1/0,05)6 = 64 000 000 вариантов. В условиях развития САПР формализация процесса автоматизированного поиска технических решений и оптимизация параметров машиностроительных узлов вызывает значительные трудности и требует применение специальных эвристических методов принятия решений, численных методов оптимизации и больших ресурсов по времени и мощности ЭВМ.
При конструировании приводов машин в
силу технической целесообразности
используются в основном два критерия: масса и объем. Массогабаритные характеристики в
значительной степени зависят от выбора материала и термообработки.
Недостаточность на начальном этапе исходной информации предопределяет проведение как проектировочных, так и проверочных расчетов. При поисковом расчете
сначала задаются некоторыми исходными параметрами, а затем — рядом последовательных приближений их уточняют. Механические
приводы машин представляют собой
совокупность подсистем передач, валов, опор, связанных слабыми связями.
Из изложенного следует, что
конструирование — многовариантно. Оптимальным в общем случае следует считать вариант, который обеспечивает нужные показатели работы
при минимальных затратах
труда.
Виды САПР
Различают следующие четыре вида САПР.
Уникальные САПР, имеющие межотраслевой характер и создаваемые для решения крупнейших народнохозяйственных задач. Эти сверхбольшие системы представляют собой сети ЭВМ и вычислительных центров. В рамках таких систем возможно существенное наращивание вычислительных мощностей, создание межотраслевых банков данных и т.п..
Универсальные САПР отраслевого назначения с системой коллективного пользования, обеспечивающие проектирование всей номенклатуры технических изделий отрасли. Такие САПР обычно строятся по двухуровневому иерархическому принципу: на первом уровне - мощная ЭВМ с большим объемом памяти и высоким быстродействием; на втором - периферийные ЭВМ, обслуживающие отдельные терминалы, устройства, абонентские пульты. Годовой объем проектной документации, создаваемый такой САПР, достигает 100 тысяч документов.
Специализированные САПР проектной организации, представляющие собой также системы коллективного пользования, но ориентированные на выполнение наиболее массовых проектных работ по конкретным изделиям и реализованные на ЭВМ серии ЕС или СМ.
С помощью таких систем проектировщик получает возможность использовать эффективные математические модели, методы моделирования и оптимизации на всех основных стадиях проектирования заданного объекта. Ниже в качестве примера будет рассмотрена структура одной из таких САПР.
Индивидуальные САПР, реализованные на мини - и микроЭВМ, предназначенные для выполнения отдельных видов инженерных расчетов и проектных работ. К этому виду САПР можно отнести и Автоматизированные Рабочие Места (АРМы), построенные на мини-ЭВМ. Ниже в качестве иллюстрации будет дано краткое описание АРМ "Автограф - 840".
Любая система автоматизированного проектирования представляет собой организационно-технический комплекс, состоящий из большого количества взаимосвязанных и взаимодействующих компонентов. Основной функцией САПР является автоматизированное проектирование технических объектов и их составных частей на основе применения математических и других моделей, автоматизированных проектных процедур и средств вычислительной техники.
Интегрированная САПР выполняет проектирование объекта от первичного описания до выдачи проекта, содержащего весь необходимый комплекс документации.
САПР является самостоятельной системой на предприятии (отдел САПР, бюро САПР). Но она может быть связана с подсистемами и банками данных других автоматизированных систем предприятия иди даже других организаций и предприятий: с автоматизированной системой научных исследований (АСНИ), обеспечивающей получение и обработку математических моделей для различных объектов и процессов; с автоматизированной системой управления (АСУ), организующей проектирование и распределение ресурсов на проектные работы; с автоматизированной системой управления производством (АСУП), для которого предназначен проектируемый объект, как предмет производства. Научно-технический уровень САПР во многом определяется этими связями, их полнотой и интенсивностью. Связи осуществляются по телефонному, кабельному каналам связи.
Перспективной в настоящее время является разработка системы спутниковой связи САПР, расположенных в различных регионах страны, с мощными централизованными банками данных.
САПР следует рассматривать как постоянно развивающуюся (эволюционную) систему. Здесь наблюдается определенная аналогия между сложными техническими и биологическими системами.
Одним из проявлений этого развития является передача опыта и интуиции проектировщика машинной среде. При этом в ЭВМ создается определенная модель процесса проектирования, а сам человек под воздействием информационно-программной среды САПР повышает свой интеллектуальный уровень.
В соответствии с ГОСТ 23501.0-79 любая САПР должна иметь следующие виды базового обеспечения: методическое, программное, техническое, информационное и организационное.
Компоненты этих видов обеспечения приведены в табл.1.
Таблица 1. Основные компоненты САПР
|
Виды базовых обеспечений |
Компоненты |
Основы построения |
|
Методическое (математическое и лингвистическое) |
Теории, методы, способы, математические модели, алгоритмы, терминология, нормативы, алгоритмические и специальные языки, обеспечивающие методологию проектирования в САПР. |
Перспективные методы проектирования, эффективные математические модели проектируемых объектов и их элементов, применение методов многовариантного проектирования и оптимизации. |
|
Программное |
Общесистемные и прикладные программы и эксплуатационные документы, предназначенные для получения проектных решений. |
Адаптируемость к различным конфигурациям ЭВМ и их операционным системам, модульность построения, обеспечения мультипрограммной работы, режим диалога, режим разделения времени. |
|
Техническое |
Устройства вычислительной и организационной техники, средства передачи данных, измерительные и другие устройства, обеспечивающие функционирование САПР. |
Серийные средства вычислительной техники общего назначения и другие современные технические средства. |
|
Информационное |
Базы данных и системы управления базой данных (СУБД), образующие в комплексе автоматизированные банки данных (АБД). |
Возможность логической структуризации данных по формальным признакам, гибкость организации и открытость структуры, защита данных. |
|
Организационное |
Правила и приказы, регламентирующие права, обязанности и функции участников разработки и эксплуатации САПР: проектировщиков-пользователей САПР, программистов, операторов ЭВМ и внешних устройств, операторов банка данных (группы поддержки банка данных) и администратора САПР. |
Прогрессивные методы организации проектирования, современные методы планирования и материального стимулирования. |
САПР отличается от обычной системы проектирования тем, что в ней с помощью ЭВМ частично или полностью автоматизированы процедуры подготовки и обработки информации, выбора принципов действия технических объектов и принятия решения, выполнения расчетно-вычислительных работ, проектирования документации.
Система автоматизированного проектирования в сравнении с обычной характеризуется рядом свойств, обусловленных широким применением ЭВМ: модифицированной организационной структурой, специализацией разработчиков по выполняемым видам работ (а не по типам разрабатываемых изделий), полной механизацией и автоматизацией рутинных операций, широким использованием технических средств проектирования, высоким профессиональным уровнем проектировщиков-пользователей САПР, ориентацией на наиболее творческие процедуры генерации вариантов решения и гипотез.
Этапы проектирования. Структура САПР
1. Алгоритмы проектирования
Последовательность процесса проектирования, вообще говоря, может различаться даже для одного и того же класса объектов. Причинами этого могут быть: исторический опыт и традиции" сложившиеся в проектной организации; наличие или отсутствие прототипа; установленные сроки и финансовые ресурсы и др.
На рис.1 приведена типовая логическая схема традиционного не автоматизированного проектирования.
Сущность задачи может быть выражена в техническом задании недостаточно четко. Например, задание "спроектировать установку для опреснения морской воды" может быть выполнено с использованием процессов испарения и конденсации, либо с помощью вымораживания, либо посредством электродиализа.
Поэтому необходим этап уточнения задачи, определения направления поиска. Сегодня существует достаточно большой выбор методов поиска новых технических решений. Далее в выбранных перспективных направлениях проводится поиск решения.
На основе выбранного решения разрабатывается эскизный проект и проводится инженерный анализ, который включает описание конкретного технического решения, моделирование, применение физических принципов, вычисления, проверку, оценку, оптимизацию. По результатам оценки принимается решение о разработке технического проекта на основе выбранного варианта или о возвращении к поиску нового варианта решения. В случае положительной оценки решения ведется разработка технического проекта и рабочих чертежей опытного или головного образца. После изготовления этого образца и его стендовых или промышленных (для головного образца) испытаний осуществляют корректировку технической документации и ее утверждение для запуска технического объекта в серийное производство.

Рис.1. Логическая схема традиционного неавтоматизированного
проектирования

Рис.2. Структурная схема итерационного алгоритма процесса
проектирования при декомпозиции процесса по уровням описания
В данном случае декомпозиция была проведена по стадиям проектирования (эскизный, технический, рабочий проект). На каждом этапе происходит уточнение моделей, углубление анализа и, как следствие, приближение объекта к заданным в техническом задании характеристикам.
Декомпозиция может производиться и по уровням описания. Тогда выделяет следующие уровни декомпозиции: системный - наиболее общее описание назначения объекта и его связей с учетом тех изменений, которые объект внесет в окружающую среду; архитектурный - описание структуры объекта; функциональный - описание законов функционирования подсистем объекта; конструктивный - детальное описание всех элементов системы.
При таком виде декомпозиции структурная схема итерационного алгоритма процесса проектирования приобретает вид, показанный на рис.2, но однотипность и инвариантность используемых процедур проектирования сохраняется. (Инвариантность процедуры - ее неизменность при изменении условий проведения, в данном случае - при изменении алгоритма проектирования).
При автоматизированном проектировании технология процесса проектирования в значительной мере определяется структурой и мощностью САПР.
2. Подсистемы САПР
Основными структурными звеньями САПР являются подсистемы. Подсистемой САПР называют выделенную по некоторым признакам часть САПР, обеспечивающую выполнение некоторой законченной проектной процедуры с получением соответствующих проектных решений и проектных документов. Базовые этапы и процедуры проектирования реализуются следующими подсистемами преобразования информации, входящими в состав САПР любого масштаба (рис.3).

Рис.3. Схема взаимодействия базовых подсистем САПР и пользователя
2.1. Информационная подсистема
Основная задача этой подсистемы состоит в сборе, хранении, поиске, упорядочении, пополнении, выдаче всей необходимой для обеспечения процесса проектирования информации. Применение ЭВМ позволяет создавать базу данных как совокупность упорядоченных комплексных сведений о проектируемом объекте, включающих: мировой научно-технический уровень, фиксируемый в виде публикаций, описаний открытий и изобретений; фонд методов генерации вариантов решения, включая синтез новых принципов действия, с библиотекой физических эффектов; методой проектирования, представляющие собой формализованный коллективный опыт специалистов в данной области; описания параметров и характеристик проектируемого объекта, его моделей для различных стадий проектирования; архив, хранилище накопленного в системе опыта в виде уже имеющихся решений как всей задачи в целом, так и ее отдельных фрагментов; описания типовых элементов, комплектующих изделий, материалов; руководящие и справочные данные, нормативны, стандарты, положения и другие данные, регламентирующие процесс проектирования.
Имеется система управления базой данных, регулирующая механизм доступа к ним (запись, объединение, старание или выдачу информации) в зависимости от запросов и их приоритетов, машинных ресурсов и т.д.
Построение базы данных - сложный и трудоемкий процесс, определяющий во многом эффективность функционирования всей САПР. База данных со своей системой управления образует банк данных.
Информационная подсистема постоянно пополняется новыми данными и очищается от устаревших. Этим занимается специальная группа специалистов, называемая группой поддержки банка данных.
Наличие в САПР информационной подсистемы позволяет иметь безизбыточную, полную, достаточную и актуальную информацию о проекте.
Важной характеристикой САПР является степень ее информационной связи с окружающей средой. Система называется статической, если в процессе проектирования не требуется информация о текущем состоянии внешней среды в данный момент времени и динамической, если при функционировании система непрерывно потребляет такую информацию из источников, находящихся вне САПР.
2.2. Подсистема поиска решений технической задачи
Разработка вариантов решения технической задачи соответствует творческому этапу проектирования, при реализации которого проектировщик использует все свои знания и умение. Поэтому автоматизация решения этой задачи является одним из важнейших направлений в проблеме искусственного интеллекта. Трудность моделирования интеллектуальной деятельности породили у ряда специалистов сомнения в возможности использования ЭВМ на начальных творческих этапах проектирования. Однако имеющийся опыт показывает, что программы, построенные на основе существующих методов поиска новых технических решений (метод эвристических приемов, дерево целей, морфологический анализ и синтез и др.) способны сформировать технические решения на уровне изобретений, совершенствующих известное устройство, способ или вещество.
Подсистема помогает проектировщику в решении двух классов задач: в поиске новых принципов действия технических объектов и поиске вариантов решения при известных принципах действия. Подсистема содержит различные методики поиска решения технических задач. Многие творческие задачи не поддаются полной формализации. В этом случае решение принимает человек в результате человеко-машинного диалога. Подобные методы автоматизированной генерации решений повышают интеллектуальные способности и творческую активность проектировщиков.
Учитывая важность рассматриваемой подсистемы, в организационной структуре САПР желательно предусматривать группу специалистов в области эвристики, пополняющей подсистему новыми алгоритмами творчества, учитывающими как особенности характера и структуры решаемых задач, так и особенности психической деятельности человека.
2.3. Подсистема инженерного анализа
Основное назначение подсистемы - выполнение всех вычислительных работ, связанных с детализацией выбранного варианта решения проектной задачи. Автоматизация вычислений позволяет использовать более сложные модели объектов и более мощные вычислительные методы, что значительно приближает показатели модели к действительным показателям объекта. Арсенал вычислительных методов постоянно пополняется, многие инженерные задачи стимулируют разработку новых подходов и методов, новых критериев и алгоритмов.
При выборе параметров объекта возможно использование различных видов моделей, к которым относятся:
а - Аналитические (детерминированные - непрерывные и дискретные, стохастические), причем этапам эскизного, технического, рабочего проектирования соответствуют свои модели;
и - Имитационные, если объект отличается неопределенностью функционирования. Такие модели воспроизводят процесс функционирования проектируемого объекта, а оценка различных вариантов решения при варьировании управляющими переменными позволяет найти наиболее приемлемый из них;
э - Эвристические и игровые модели, когда объект характеризуется неопределенностью функционирования и не установлены значения его параметров. В этом случае используется интуитивный выбор решения в условиях неполной информации.
В процессе проектирования рассмотренные модели используются в обратном порядке: от самых общих до наиболее точных.
Поскольку методика проектирования постоянно уточняется и модифицируется то структура САПР должна допускать возможность изменения отдельных частей системы без изменения остальных составляющих или с их минимальными изменениями, этим требованиям наиболее полно отвечают функциональные структуры интегрированных САПР. Такие системы характеризуются модульным принципом построением математического обеспечения, наличием встроенных операционных систем и набором альтернативных проектных процедур и их оценок на различных этапах процесса проектирования.
2.4. Подсистема ведения и изготовления документации
Подсистема предназначена для изготовления и выдачи проектных документов (чертежей, технических описаний, схем, графиков, таблиц), необходимых для создания объекта проектирования и позволяет, таким образом, автоматизировать наиболее трудоемкую, однообразную и утомительную рутинную работу. Автоматизация этих процессов позволяет резко сократить затраты труда и времени, а также сравнительно легко обеспечить внесение изменений во все части проектной документации.
Автоматическое изготовление документации осуществляется с помощью чертежных автоматов и графопостроителей, устройств микрофильмирования, репродуцирования и т.д.
Этой подсистемой осуществляется компоновка документов, т.е. разбиение его на страницы стандартного формата, размещение графических символов на поле страницы, соединение их линиями.
Рассмотренные подсистемы составляют основу технологии автоматизированного проектирования технических объектов. Эту технологию проектирования применяет проектировщик, которому достаточно знать правила записи технического задания на проектирование с помощью специальных языков описания объекта и директив управления системой, чтобы инициировать процесс обработки и отображения информации в САПР. Специальные диалоговые средства (дисплеи, АРМы) позволяют ему оперативно получать промежуточные результаты в процессе решения задачи и иметь возможность влиять на ход ее решения, не прерывая вычислительного процесса.
В САПР имеются и другие подсистемы, которые в общем случае подразделяются на объективно-ориентированные, осуществляющие разработку того или иного объекта на определенной стадии проектирования С например, конструирования деталей объекта, технологического проектирования), и инвариантные или объектно-независимые подсистемы, которые осуществляют функции управления и обработки информации, не зависящие от особенностей проектируемого объекта (диалоговых процедур, численного анализа, оптимизации, информационно-поисковых процедур, ввода-вывода графической информации).
Некоторые из этих подсистем описаны ниже при рассмотрении примеров промышленных САПР.
Подсистемы и компоненты САПР соединяются и взаимодействуют друг с другом под управлением операционной программы проектирования, отображающей логическую схему построения проекта, в соответствии с директивой пользователей системы. Подвергаясь воздействию проектных процедур, модель проекта развивается, накапливая и структурируя поступающую все более детальную проектную информацию таким образом, чтобы в любой момент представить ее в распоряжение конструктора или какой-либо из программ системы. Такой организацией системы достигается обеспечение единства модели проекта на всех стадиях процесса проектирования. Наличие общего для всех программ образа проектируемого объекта существенно отличает САПР от простого объединения разрозненных программ, каждая из которых требует специфического описания данных о проекте.
3. Принципы построения САПР
При создании и развитии САПР применяются основные общесистемные принципы:
- включения, предусматривающий согласование параметров и возможностей конкретной САПР с системой более высокого иерархического уровня;
- системного единства" обеспечиваемый тесными связями всех подсистем САПР;
- развития, предусматривающий наращивание и совершенствование компонентов САПР и связей между ними;
- комплексности, обеспечивающий связность проектирования отдельных элементов и всего объекта в целом на всех стадиях проектирования, т.е. своеобразный конвейер проектирования;
- информационного единства, требующий использования в подсистемах САПР установленных соответствующими нормативными документами проблемно-ориентированных входных языков, языков программирования, способов представления информации, терминов, символов и т.д.;
- совместимости, обеспечивающий совместное функционирование всех подсистем САПР при сохранении открытой структуры системы в целом;
- инвариантности, требующей чтобы подсистема и компонента сапр были по возможности универсальными или типовыми, т.е. инвариантными к проектируемым объектам и отраслевой специфике;
- моральной живучести, предполагающий наличие в САПР средств настройки на ограниченный, но достаточно представительный класс технических баз проектирования.
Система должна легко адаптироваться к этим базам. Предусматривается три уровня настройки системы: системный, процедурный и параметрический. На системном уровне осуществляется смена общесистемных программ, например, связанных с переходом на новые физические принципы реализации проектируемого объекта. Процедурный уровень используется при переходе на новый класс объектов проектирования и обеспечивает замену отдельных блоков в программных модулях входного описания объекта, инженерного анализа, документирования. На параметрическом уровне производится настройка системы внутри некоторого класса проектируемых объектов.
Карты технического уровня
ГОСТ 2.116-84 устанавливает единые формы карты технического уровня и качества продукции для всех отраслей экономики, порядок ее составления и ведения.
Карту технического уровня и качества продукции (КУ) составляют на конкретную продукцию. Разработка и постановка на производство продукции осуществляется в соответствии с требованиями стандартов системы разработки и постановки продукции на производство (СРПП).
КУ является неотъемлемой частью комплекта технической документации и применяется для оценки целесообразности разработки и производства, при модернизации, аттестации и государственной регистрации продукции.
В КУ включают номенклатуру показателей качества продукции, предусмотренной стандартами СРПП, в случае отсутствия показателей качества в стандарте СРПП устанавливают в соответствии с требованиями РД 50-64-84.
В состав КУ входят показатели следующих групп:
1. Показатели назначения:
- показатели функциональные и технической эффективности (для продукции машиностроения такими показателями являются производительность, мощность, грузоподъемность материалов – показатели прочности, плотность, пластичность и т.д.);
- показатели конструктивные (для продукции машиностроения – масса, габариты, транспортабельность и т.д.);
- показатели состава и структуры (для природного сырья и топлива, материалов и продуктов, процентное содержание легирующих добавок в сталях, содержание серы в коксе, концентрация примесей в кислотах и т.д.).
2. Показатели надежности:
- показатели безотказности (вероятность безотказной работы, средняя наработка на отказ и др.);
- показатели долговечности (средний ресурс, назначенный ресурс, гамма – процентный ресурс и др.);
- показатели ремонтопригодности (время восстановления работоспособного состояния и др.);
показатели сохраняемости (средний срок сохраняемости и др.);
3. Показатели экономного использования сырья, материалов, топлива, энергии и трудовых ресурсов:
-удельный (на единицу основного показателя качества продукции.) расход основных видов сырья, материалов, топлива и энергии на изготовление и эксплуатацию;
- коэффициент использования материальных ресурсов – отношение полезного расхода к расходу на производство единицы продукции.
4. Показатели технологичности:
- удельная (на единицу основного показателя качества продукции.) масса изделия;
- трудоемкость изготовления;
- трудоемкость монтажа;
- удельная энергоемкость;
- трудоемкость технического обслуживания.
5. Эргономические показатели:
- удобство обслуживания в баллах;
- уровень звукового давления на рабочем месте в дБА.
6. Показатели экологические и показатели безопасности:
- содержание вредных веществ, выбрасываемых в окружающую среду;
- показатели безопасности в баллах.
7. Эстетические показатели:
- рациональность и современность эстетического решения в баллах;
- качество отделки в баллах.
8. Показатели стандартизации и унификации:
- коэффициент применяемости;
- коэффициент повторяемости;
- коэффициент межпроектной унификации.
КУ составляют на этапе разработки технического задания на продукцию, при постановке продукции на производство, при модернизации и аттестации продукции.
Изменения в КУ производятся согласно ГОСТ 2.503-90. При необходимости в КУ допускается включать такие качественные показатели, как основные конструктивные особенности продукции, принцип действия, уровень автоматизации и управления с помощью электронной техники, фотографии и схемы.
КУ составляет и ведет исполнитель от разработки до снятия с производства.
В соответствии со стандартами серии СПКП (Система показателей качества продукции) к продукции общемашиностроительного применения отнесены нижеследующие:
- конвейеры;
- роботы промышленные;
- линии автоматические роторные и роторно – конвейерные;
- редукторы, мотор – редукторы и вариаторы;
- подшипники качения;
- уплотнители резиновые контактные;
- масла смазочные;
- изделия фрикционные для тормозных механизмов;
- машины электрические вращающиеся.
Необходимо отметить, что по режиму работы к оборудованию общего машиностроения проф. Снесарев Г.А. и др. относили подъемно – транспортные машины, установки непрерывного действия химической, пищевой, горнорудной и угольной промышленности.
Таким образом, как мы видим, классификация по режиму работы и показателям качества машин имеет существенное различие.
Требования к машинам и критерии их качества
В развитии машиностроения очень важны
следующие современные направления: увеличение мощности и производительности
машины; быстроходность и равномерность хода; повышение коэффициента полезного
действия; автоматизация рабочих циклов машин; точность работы машины;
стандартизация и взаимозаменяемость деталей и узлов; удобство и безопасность
обслуживания; компактность; эстетичность внешнего вида машины. Детали и узлы
машин должны быть работоспособными, надежными, технологичными, экономичными и
эстетичными.
Примеры реализации этих направлений в машиностроении.
1. Мощность одного электрогенератора Волховской электростанции, построенной в 1927 г., составляет 8000 кВт, Красноярской (1967 г.) — 508 000 кВт, т. е. увеличение мощности в 63 раза.
2. Сравните скорость самолетов сороковых годов со скоростью современного сверхзвукового лайнера.
3. На железнодорожном транспорте паровозы, имевшие низкий КПД, заменены тепловозами и электровозами, КПД которых во много раз выше.
4. Комплексная автоматизация становится основой организации
всех отраслей народного хозяйства. Созданы заводы-автоматы по изготовлению
подшипников качения; контроль технологических процессов и управление
производством механизируются и автоматизируются.
Поскольку человеку свойственно хотеть всего и сразу, то требования к машинам многообразны и часто противоречивы, однако их можно условно разделить на основные взаимосвязанные группы:
- технологические требования;
- экономические требования;
- эксплуатационные требования.
Качество машины, т.е. её максимальное соответствие всем требованиям невозможно без неустанного внимания инженера на всех стадиях "жизни" машины.
Качество закладывается на стадии проектирования, обеспечивается на стадии производства и поддерживается в процессе эксплуатации.
Несмотря на большое многообразие современных машин, отличающихся друг от друга назначением, производительностью, скоростью движения рабочих органов и т.д., установлены общие требования, предъявляемые к конструкции самих машин, а также к их сборочным единицам и деталям. Такими требованиями к машинам являются:
- соответствие производительности заданным объемам и темпам выполнения работы;
-
обеспечение высокой надежности и долговечности, а также срока службы машины, соответствующего сроку гарантии в
заданных условиях эксплуатации;
-
правильность выбора материала и рациональных способов обработки;
- соответствие
конструкции машины ее назначению;
-
обеспечение наименьших габаритных размеров машины, затрат труда и материально-денежных средств;
- удобство доставки к
потреблению;
-
привлекательность формы и отделки внешнего вида машины.
К конструкциям сборочных единиц предъявляются требования легкой сборки и разборки, легкой замены относительно быстро изнашивающихся частей и т. д.
Детали должны иметь минимальную массу при достаточной прочности и быть надежными в эксплуатации, так как их поломка может привести к авариям в машине. Прочность детали обеспечивается выбором материала и правильно рассчитанными размерами. Уменьшение массы деталей достигается применением более прочных и экономичных материалов. Применение наиболее точных методов расчета дает возможность получить размеры деталей без излишних запасов прочности. Многие детали должны также обладать достаточной жесткостью, т.е. способностью сопротивляться образованию остаточных деформаций. Особое значение это имеет для таких деталей, как корпуса, валы, оси, опоры. Жесткость деталей зависит от свойств материала, размеров и формы деталей, поэтому при конструкции многие детали машин подвергаются расчетам на жесткость и специальным испытаниям опытных образцов.
Деталям должна быть
придана достаточная износостойкость. Это требование выполняется применением специальных материалов
и различными способами
поверхностного упрочнения.
Детали должны быть как можно более простыми по форме и экономичными в изготовлении. Это требование может быть выполнено при условии тесного содружества конструкторов и технологов, обеспечивающего применение наиболее рациональных конструкций, прогрессивной технологии, более дешевых материалов и т.д.
Одним из существенных критериев оценки конструкций изделия является его технологичность и экономичность.
ТЕХНОЛОГИЧНОСТЬ – изготовление изделия при минимальных затратах труда, времени и средств при полном соответствии своему назначению.
Условно
различают технологичность изготовления и эксплуатационную
технологичность. К последней относят ремонтопригодность, восстанавливаемость,
приспособленность к человеку, в том числе удобство и безопасность обслуживания
и требуемый уровень подготовки обслуживающего персонала,
дефицитность и нормы расходования эксплуатационных материалов; степень
воздействия объекта на окружающую среду; возможности консервации, хранения,
транспортирования и др.
Технологичность (изготовления) условно разделяют на технологичность детали и технологичность соединения или сборочной единицы, «условно», потому как оба эти вида находятся в неразрывной связи. Общий подход к выбору конструктивных решений, исходя из данного условия, независимо от функции, технологии и материалов — это простота геометрической формы, плавные переходы от одного элемента конструкции к другому и унификация (повторяемость) элементов, деталей, сборочных единиц и агрегатов.
Технологичной называется конструкция машины, которая обеспечивает заданные эксплуатационные качества и позволяет при данной серийности изготовлять ее с наименьшими затратами труда и материалов. Технологичность конструкции тесно связана с серийностью, обеспечивающей ее соответствие масштабу выпуска и условиям производства. В значительной степени технологичность конструкции обеспечивается широким внедрением стандартизации, нормализации и унификации, использованием полуфабрикатов и рекомендуемых материалов, а также типизацией технологических процессов. Основные условия обеспечения технологичности связаны со способами получения заготовки, механической обработки и с точностью изготовления деталей и сборки.
Литые детали должны обеспечивать легкость формовки, сочетание толщин стенок, плавные закругления, литейные уклоны, правильное расположение ребер, удобство для базирования и механической обработки. Детали, получаемые ковкой, штамповкой, прокаткой, не должны иметь острых внутренних углов, резких перепадов толщин стенок, обеспечивать хорошее «растекание» металла в штампе и уклоны, обеспечивающие удаление детали из штампа.
Методом литья получают
детали практически неограниченной сложности, а посредством штамповки изготовляют детали сравнительно простой конфигурации, но с применением
сварки из штампованных элементов
выполняют изделия весьма сложной формы.
Зубья,
резьбу и другие подобные элементы лучше получать накатыванием, а не
нарезанием.
Соответствие технологического процесса принятому материалу обеспечивает
возможность получения заданных свойств материала.
Рациональная последовательность технологических процессов и операций обусловлена как конструкцией и материалом изделия, так и выбранными способами изготовления. Целесообразно предусмотреть геометрическую форму, для воспроизведения которой необходимо минимальное количество, минимальное разнообразие процессов и операций, и не желателен возврат к предшествующим видам обработки. Следует, например, помнить, что термическая или химико-термическая обработка, нанесение на поверхности покрытий, как правило, приводят к снижению точности детали и требуют дополнительной обработки — шлифования, доводки и т. п.
Еще одно направление обеспечения технологичности сопряжено с появлением новых материалов, обладающих уникальными свойствами, речь идет о некоторых видах пластмасс и композиционных материалов.
Наиболее актуальным вопросом современного конструирования является обеспечение технологичности сборочной единицы. Сборку автоматизировать труднее всего, поэтому стоимость ручных сборочных операций занимает все большую часть из общей стоимости изделия. Не случайно промышленные компании стремятся разместить сборочные предприятия в районах с наиболее дешевой рабочей силой. В этой связи на всех этапах конструирования процесс сборки должен продумываться самым тщательным образом.
Основные приемы обеспечения рациональной сборки — это блочность конструкции
и простота траектории относительного движения и относительного
ориентирования в процессе соединения деталей или сборочных единиц.
Таким образом, под
технологичностью конструкций и их деталей подразумевается придание им соответствующих
конструктивных форм и
применение для их изготовления таких материалов и приемов, которые обеспечивают наименьшие в требуемых
пределах массу и размеры
конструкции, минимальный расход материалов, наибольшую простоту и экономичность производства.
ЭКОНОМИЧНОСТЬ – минимальная
стоимость производства и эксплуатации. Экономичность
деталей и узлов достигается оптимизацией
их формы и размеров из условия минимума материалоемкости, энергоемкости и
трудоемкости производства, за счет максимального коэффициента полезного
действия в эксплуатации при высокой надежности; высокой специализацией
производства и т. д. При оценке экономичности учитывают затраты на
проектирование, изготовление, эксплуатацию и ремонт.
Технико-экономические расчеты наряду с техническими величинами учитывают также и экономические категории — затраты материалов, энергии, труда и других средств. Особый интерес представляет выполнение таких расчетов на первых этапах конструирования, особенностью которых является многовариантность. Сущность технико-экономического подхода при конструировании заключается в поисках наиболее рациональной конструкции машины с учетом совокупности всех особенностей производства и эксплуатации. Экономический эффект возрастает пропорционально увеличению долговечности машины, а также за счет снижения стоимости затрат рабочей силы при эксплуатации и повышения производительности машины.
Экономическое обоснование выбора варианта конструкции связано с оценкой материалоемкости, трудоемкости и себестоимости изготовления машины. При оценке различных вариантов конструкции используют удельные показатели, представляющие собой отношение массы изделия к наиболее характерному для него параметру (мощности, вращающему моменту, производительности, грузоподъемности).
ОБЩАЯ ТРУДОЕМКОСТЬ - нормированная сумма затрат труда (в единицах времени) на изготовление деталей, сборочных единиц и машины в целом — в наибольшей степени определяет себестоимость проектируемого изделия.
Расчет себестоимости машины по стоимости единицы массы основан на принципе подобия. Однако чаще и более строго принцип подобия выдерживается не для машины в целом, а для отдельных агрегатов и деталей. В себестоимости современных машин большую часть составляют комплектующие изделия. Экономический эффект унификации выражается в сокращении количества технической документации и технической оснастки.
Выбирая материал для деталей конструируемой машины наряду с другими соображениями следует учитывать трудности, вызываемые большой номенклатурой используемых материалов и по возможности сокращать ее, учитывая, что на себестоимость детали оказывает способ ее изготовления. Сравнительный анализ показывает, что детали простой формы из проката дороже деталей из ст.3 в 2–5 раз, литые и кованые — в 5–10 раз; обработка на строгальных и долбежных станках дороже токарной в 2–5 раз, а на револьверных и автоматических станках дешевле в 2–10 раз.
Таким образом, экономические аспекты в процессе конструирования проявляются при выборе материала, термообработки, упрочняющей технологии, способа изготовления.
НАДЁЖНОСТЬ – свойство объекта сохранять во времени способность к выполнению заданных функций (ГОСТ 27.002-83).
Эстетичность - совершенство и красота внешних форм деталей, узлов и машин существенно
влияют на отношение к ней со стороны обслуживающего персонала. Оформление узлов
и деталей, определяющих внешние очертания машины, должно быть красивым и
отвечать требованиям художественного конструирования (дизайн). Формы наружных
деталей для создания привлекательного их вида разрабатывают с участием
дизайнеров. Специально подбираются цвета для окраски.
Существуют общие критерии красоты, которые одинаково воспринимает и понимает любой человек. Сравним два автомобиля с одинаковыми внешними очертаниями, но один из них имеет неровные стыки элементов и большие зазоры между ними. Никто в этом случае не станет утверждать, что он также красив, как и другой. Что касается удобства, то понимание этого качества доступно каждому, кто использует конкретное изделие. Главные критерии красоты:
- Взаимосоответствие (неразрывная связь) формы, функции и содержания
(внутреннего строения).
- Единство и
целостность композиции.
Чтобы в полной мере удовлетворять этим критериям, нужно позаботиться о совершенстве как содержания, так и формы.
Если какое-либо изделие в действительности способно выполнять определенные функции и/или если оно обладает достаточной прочностью и устойчивостью, и если оно способно двигаться с большой скоростью и т. д., то его форма должна выглядеть соответственно этим функциям.
Композиция — это своего рода строение, структура, компоновка, система взаимосвязей элементов. Человек чувствует неудобство:
- когда ему не понятен замысел этого строения, например, когда имеет место бессистемное нагромождение элементов (речь идет не о физических, а о зрительно воспринимаемых категориях);
- когда рассеивается внимание, чувствуется подчиненность элементов двум или более замыслам;
- когда
каждый из элементов выглядит изолированным, оторванным один от другого;
- когда не
ясно какой из элементов главный, а какие находятся в подчинении и т. п.
Человеку не нравится отсутствие логики и системы. Не всегда это можно понять, а тем более создать систему, зрительно понятую и воспринимаемую как единое целое. Не случайно работа дизайнера высоко ценится за рубежом. В то же время разрабатывать конструкцию отдельно от формирования внешнего вида нельзя, так как никакое украшательство не исправит плохое содержание, так же как и самого содержания еще недостаточно, чтобы его однозначно воспринимать как красивую вещь.
Следующее очень древнее правило — элементы должны быть соизмеримы и, в частности, подчинены определенной пропорции. Речь идет в основном о размерах, но относится это также к другим средствам выразительности, например к геометрической форме, рельефу, цвету и даже светотени. Вы никогда не задумывались, почему высота и ширина страницы, картины, оконного проема очень часто соответствуют отношению 3/2 или 2/3, но почти никогда не делают квадратными. Здесь не будем вдаваться в рассуждения, почему такое соотношение, а его называют «золотым сечением», очень часто используют. Существует очень много объяснений такого рода, отметим только, что именно «золотое сечение» позволяет создавать предметы воспринимаемые, как соразмерные. Его определяют таким образом: целое а относится к части b, как часть относится к разности между целым и частью.
«Золотое сечение» характеризуется следующим рядом величин: 0,382: 0,618: 1,000: 1,618: 2,618 и т. д.
Вышеизложенное не нужно воспринимать как догму, так как в отличие от архитектуры зданий в машинах очень трудно форму подчинить данному ряду, но обеспечить пропорциональность формы стоит в любом случае.
ЭРГОНОМИКА — это наука, возникшая на стыке технических наук, психологии, физиологии и гигиены. В ней используются данные анатомии, биомеханики, токсикологии, антропометрии, биофизики. Эргономика изучает функциональные возможности и особенности человека в трудовых процессах с целью создания оптимальных условий, обеспечивающих высокую производительность и открывающих возможности для интеллектуального и физического развития.
Эргономика занимается следующими проблемами:
-
оптимизацией физической среды на производстве;
-
конструированием средств индикации (световая, цветовая, звуковая сигнализация;
лицевые части приборов шкал, символические изображения управляемых объектов
на панелях, информацией, например, в виде мнемосхем и т. п.);
-
конструированием органов управления;
- компоновкой
постов управления;
-
организацией рабочих мест.
Концептуально эргономические требования при конструировании машин можно сформулировать так: максимум внимания к человеку через конструкцию технического средства и формирование окружающей среды на производстве.
Учет
эргономических требований при создании техники позволяет наиболее эффективно
функционировать системе человек — техника — среда, т.е. при минимальном расходе
ресурсов человека (время, уровень физиологического и психологического
напряжения, здоровье) получать максимум удовлетворенности содержанием труда.
Если не обеспечены наилучшие условия взаимодействия человека с
техникой, то вряд ли можно рассчитывать на достижение экономического
эффекта. Опыт показал, что до 30% проектной эффективности техники не
реализуется в процессе эксплуатации, если при создании машины не учитывается удобство
работающего с ней человека.
Создание нерациональных и неудобных в управлении и обслуживании машин и оборудования влечет за собой серьезные социальные последствия. Трудящиеся, особенно молодежь, неохотно работают на тракторах, станках и других машинах, если не обеспечены нормальные условия для безопасного и привлекательного труда.
Главная задача на стадии композиционно-конструкторского синтеза -раскрыть и привести в действие связь между всеми элементами и целым в техническом и эстетическом аспектах. На этом этапе происходит непрерывное интегрирование формы: создают объемно-пространственные формы, выявляют рабочие зоны, функциональные оси, учитывают конструктивные, технологические, эргономические и экономические требования. Художник-конструктор графически или скульптурно фиксирует свои идеи. При этом выявляется пластическая характеристика объекта, замысел формы становится зримым.
Далее следует
проверка и отработка формы. Форма проверяется чувством и точным расчетом. Каждую
деталь увязывают с общим ансамблем по многим направлениям: определяют
масштабные отношения, ритмические характеристики объектов в различных ракурсах и удалениях,
выразительность, информативные качества и т. д. Проверяют также цветофактурные решения.
После доводки и испытания опытно-промышленный образец утверждается и служит эталоном при корректировании рабочих чертежей для серийного производства.
коррозионная стойкость - для предохранения от коррозии детали изготовляют из коррозионно-стойкой стали, цветных металлов и сплавов на их основе, биметаллов — металлических материалов, состоящих из двух слоев (например, из стали и цветного металла), а также применяют различные покрытия (анодирование, никелирование, хромирование, лужение, эмалирование и покрытие красками).
снижение массы деталей - в самолетостроении и некоторых других отраслях промышленности выполнение этого требования является одной из главных расчетно-конструкторских задач.
использование недефицитных и дешевых материалов - это условие должно быть предметом особого внимания во всех случаях при проектировании деталей машин. Необходимо экономить цветные металлы и сплавы на их основе.
удобство эксплуатации - при проектировании необходимо стремиться, чтобы отдельные узлы и детали можно было снять или заменить без нарушения соединения смежных узлов. Все смазочные устройства должны работать безотказно, а уплотнения — не пропускать масла. Движущиеся детали, не заключенные в корпус машины, должны иметь ограждения для безопасности обслуживающего персонала.
транспортабельность машин, узлов и деталей - возможность и удобство, их переноски и перевозки. Например, электродвигатели и редукторы должны иметь на корпусе рым-болт, за который их поднимают при перемещении. Крупные детали, корпуса гидротурбин, статоры крупных генераторов электрического тока на месте изготовления выполняют из отдельных частей, а на месте установки собирают в одно целое.
стандартизация - установление
обязательных норм на отдельные параметры, нормативно-технические характеристики
и так далее. Она имеет большое
экономическое значение, так как обеспечивает:
1) возможность массового производства стандартных деталей,
что снижает их себестоимость;
2) возможность использования стандартного режущего и
измерительного инструмента;
3) легкость замены вышедших из строя деталей при ремонте;
4) экономию труда при конструировании
5) повышение качества конструкции.
Стандартизация
деталей и узлов предполагает их унификацию.
УНИФИКАЦИЯ – приведение изделий одинакового функционального назначения к единообразию, включающее обеспечение преемственности при изготовлении и эксплуатации. Например, механизмы подъема передвижения кранов, блоки поворота, выдвижения руки, качения и т. д. Показателем уровня стандартизации и унификации является коэффициент применяемости типоразмерам деталей, определяемый как отношение разности общего числа типоразмеров деталей и числа типоразмеров впервые разработанных деталей к общему числу типоразмеров деталей и изделии.
МОДИФИЦИРОВАНИЕ - переделка машины с целью приспособить ее к иным условиям работы, операциям и видам продукции без изменения основной конструкции
АГРЕГАТИРОВАНИЕ - метод конструирования машин на основе применения унифицированных и стандартных составных частей. Агрегатирование сокращает трудоемкость конструирования и изготовления машин, упрощает их эксплуатацию.
УНИВЕРСАЛИЗАЦИЯ - характеризуется расширением функций машин, увеличением диапазона выполняемых ими операций, расширением номенклатуры обрабатываемых деталей.
ВЗАИМОЗАМЕНЯЕМОСТЬ - свойство деталей, позволяющее без дополнительной обработки и подгонки собирать их в узлы, а затем в машины и приборы.
Обычно размеры, которые получили из расчетов на прочность, жесткость и т.д., округляют по ГОСТ 6636-69 "Нормальные линейные размеры" до расчетных - номинальных размеров, они и проставляются на чертежах.
При изготовлении деталей полное соответствие между этими размерами и действительными практически невозможно не только из-за недостаточной точности обработки, но из-за различных линейных и объемных коэффициентов температурных расширений элементов.
Для обеспечения сборки и нормальной работы деталей и узлов назначаются наибольшие и наименьшие их размеры, которые определяются экономической целесообразностью предельных отклонений по единой системе допусков и посадок.
Основными критериями качества машин считают:
МОЩНОСТЬ – скорость преобразования энергии;
ПРОИЗВОДИТЕЛЬНОСТЬ – объём работы (продукции, информации), выполняемой в единицу времени;
КОЭФФИЦИЕНТ ПОЛЕЗНОГО ДЕЙСТВИЯ – доля дошедшей до потребителя энергии (мощности);
ГАБАРИТЫ – предельные размеры;
ЭНЕРГОЁМКОСТЬ - расход топлива или электричества отнесённый к объёму работы (пройденному расстоянию, произведённой продукции);
МАТЕРИАЛОЁМКОСТЬ – количество конструкционного материала машины, обычно отнесённого к единице мощности;
ТОЧНОСТЬ – способность максимально соответствовать заданному положению (скорости и т.п.);
ПЛАВНОСТЬ ХОДА – минимальные ускорения при работе машины.
Таковы примерные требования по конструированию машин в отечественной литературе. Теперь рассмотрим рекомендации по учету некоторых факторов при конструировании деталей и узлов машин, приводимых в американской литературе:
1) Все детали машины или конструкции должны передавать нагрузку и совершать необходимые движения эффективно и экономично.
2) Ни одна деталь не должна разрушаться раньше некоторого заданного срока эксплуатации.
3) Каждая деталь должна выполнять предназначенную ей функцию, не мешая функционированию других частей машины.
4) Деталь должна быть такой, чтобы ее можно было изготовить и смонтировать в машине.
5) Стоимость готовой детали должна соответствовать ее назначению.
6) Все детали и занимаемый или объем должны соответствовать назначению.
7) Должна быть обеспечена возможность обслуживания и ремонта машин в процессе всего срока эксплуатации.
8) Машина или конструкция должна не только удовлетворительно функционировать в течение заданного времени, но и быть конкурентоспособной и прибыльной для изготовления.
Разработку обобщенного принципа конструирования деталей машин мы оставляем за читателем, ибо проектирование машин представляет собой итерационный процесс. Создает ли конструктор новое устройство или модернизирует уже существующее он должен стремиться создать оптимальную конструкцию с учетом ограниченности выделенных ему времени и средств.
Появление новых конструкционных материалов, необходимость повышения эксплуатационных показателей, снижения веса и уменьшение объема, стоимости, а также увеличения сроков службы и достижения экологической совместимости вызывает необходимость совершенствования методов расчета. При этом возникает необходимость изучения особенности напряженно-деформированного состояния при динамическом нагружении и влияния полей остаточных напряжений, возникающих в процессе изготовления. Осознание того, что во всех реальных деталях с самого начала существуют трещиноподобные дефекты заставило разработать новые методы исследования распространения трещин при циклических нагружениях. Например, по приведенным последним исследованиям в МГТУ им. Н.Э. Баумана установлено, что микронеровности более 1 мкм и волосины длиной более 20 мкм являются источниками трещинообразования.
Таким образом, необходимость контроля качества изготовления, технического уровня и ремонта стали такими же важными критериями деталей машин, как надежность и работоспособность.
Противоречащие требования, как увеличение мощности и уменьшение размеров машин можно удовлетворить либо разрабатывая новые прочные и жесткие материалы, либо эффективнее используя прочность и жесткость имеющихся материалов. Вторая возможность является основной задачей конструкторов.
Идеальной конструкцией была такая машина, которая полностью разрушалась бы по истечении заранее заданного срока.
Необходимо отметить, что методы предотвращения разрушения конструкции постоянно совершенствуются и изменяются. Это требует от конструктора постоянной работы над новейшей технической литературой.
При выборе машино - приборостроительных материалов и различных конструкций узлов выявляется бесконечное множество факторов.
Так, например, в предлагаемом методе по выбору материалов нами опущены чисто человеческие факторы, по классификации американского ученого Джона Диксона, состоящие из следующих пунктов:
1) Этика.
2) Мнение различных лиц о выбранной вами альтернативе.
3) Сопротивление переменам, боязнь нового и привычка к старому у начальника, клиентов и т.д.
4) Эстетические факторы.
5) Престиж и общественное положение.
6) Личные привязанности, вкусы и предубеждения.
7) Ваши отношения в семье, с начальником и т.д.
8) Сострадание, любовь, ненависть, страх и т.п.
9) Другие факторы.
Если критерии по выбору материалов нами разбиты на 5 групп, то Джон Диксон ограничивается тремя группами, такими, как факторы, связанные с ресурсами, технические факторы и чисто человеческие факторы, приведенные выше.
Под ресурсами понимают время, денежные средства и производственные возможности. Под производственными возможностями подразумеваются как наличие материалов, деталей, технические и научное мастерство, организационные возможности и т.д. Ресурсы, учитываемые при принятии инженерных решений:
1. Финансы.
Каковы будут затраты и прибыль? Какую сумму нужно получить в виде краткосрочного займа и какую – в виде долгосрочного? Имеются ли эти средства? Для каких других проектов необходимы средства? Каковы перспективы данной отрасли промышленности фирмы и отдела? Каковы конкурентные возможности?
2. Оборудование и помещения для проведения
научно-исследовательских и проектных работ и средства производства.
Какое оборудование, помещения и средства необходимы? Что имеется? Сколько времени потребуется, чтобы достать его, и во что это обойдется?
3. Специалисты для научно-исследовательской
работы, проектирования и производства.
Какие специалисты нужны? Какие имеются? Сколько времени потребуется, чтобы их найти и во что это обойдется?
4. Исходные материалы.
Имеются ли в наличии необходимые материалы? Какова их стоимость?
5. Организация научно-исследовательских работ,
проектирования производства и сбыта.
Какие вспомогательные отделы необходимы? Какие отделы имеются? Если их нет, сколько времени потребуется для их создания и во что это обойдется?
6. Ресурсы, связанные с принятием решений.
Во что обойдется принятие решения? Сколько времени оно займет? Имеются ли специалисты, оборудование и т.д.
Для инженерных решений необходимо не только изучение рассматриваемой проблемы, но исследование информации и дополнение факторами для полноты.
К техническим факторам относятся параметры, связанные с инженерным анализом или выработкой требований к конструкции. Технические факторы, учитываемые для принятия инженерных решений следующие: 1) Геометрические факторы-габариты и форма.
2) Вес – общий и отдельных элементов.
3) Прочность – какое звено является слабым?
4) Динамика-колебания, частота собственных колебаний.
5) Первый закон термодинамики.
6) Второй закон термодинамики
7) Электрические эффекты.
8) Магнитные эффекты.
9) Коррозия.
10) Усталость - тепловая или вызываемая напряжением.
11) Ползучесть.
12) Теплопередача – теплопроводностью, конвекцией, излучением.
13) Температурные эффекты.
14) Эффекты, связанные с потоком жидкости, - гидродинамическое сопротивление, трение, расход.
15) Количество движения.
16) Износ – смазка.
17) Энергия - источник, мощность.
18) Инерция.
19) Другие факторы.
Эти технические факторы часто определяют из трех видов ограничений.
Функциональные, областные и экстремальные, которые используются в теории оптимизации, принятия решений и полезности. Теория полезности является молодой наукой и базируется на теориях оптимизации, вероятностей и математической статистике.
Оптимизация предполагает определение значений регулируемых параметров при некоторых ограничениях. Функция, выражающая оптимизируемый параметр, называется целевой функцией. Математические методы оптимизации описывают пути нахождения параметров, которые максимизируют или минимизируют целевую функцию. К методам относятся дифференциальное исчисление, метод двойственных переменных или способ Зенера, метод множителей Лагранжа, вариационное исчисление, численные методы путем поочередного одномерного поиска и линейное программирование.
Существенной чертой процесса принятия метода оптимизации является возможность выбора альтернативных линий поведения, с тем чтобы придать элементам процесса принятия решений большую точность и конкретность.
Таким образом, конкретная линия поведения имеет вероятность успеха несколько меньше единицы. В данном случае затратами могут быть деньги и многие другие факторы, например время, престиж, потеря невосполнимых ресурсов и т.д. Все эти факторы измеряют показатели полезности.
Силы, действующие в механизмах и машинах
Силы в механизмах и машинах разделяют на шесть групп.
Движущие силы (движущие моменты). Они приложены к входному звену механизма. Совершаемая ими работа при движении машины считается положительной. Они зависят от разных параметров. Так, давление газа в цилиндре двигателя внутреннего сгорания зависит от перемещения поршня, а движущий момент в механизме, например, стрелочного перевода создаётся электродвигателем и зависит от скорости вращения мотора.
Силы сопротивления, которые машина преодолевает при работе. Эти силы всегда стремятся замедлить движение выходного звена. Они достаточно условно подразделяются на силы полезного сопротивления (при резании, прессовании и т.п.), на преодоление которых затрачивается полезная работа машины и силы вредного сопротивления (потери на трение и т.п.), на преодоление которых затрачивается работа дополнительно, сверх полезной. К вредному сопротивлению относят как силы взаимодействия между звеньями в кинематических парах (трение, удары), так и силы сопротивления среды (аэро- и гидродинамические).
Силы тяжести, равнодействующие которых приложены в центрах тяжести звеньев. В зависимости от направления движения центра тяжести звена (вниз или вверх) силы тяжести совершают либо положительную, либо отрицательную работу, которая, соответственно помогает или препятствует движению машины.
Силы
инерции. Действуют на все звенья механизма, движущиеся с ускорением −
линейным или угловым. В соответствии с методами теоретической механики все силы
инерции приводятся к главному вектору и главному моменту сил инерции: ![]() где m − масса звена; aS − ускорение центра масс; ε − угловое ускорение звена;
где m − масса звена; aS − ускорение центра масс; ε − угловое ускорение звена; ![]() − момент инерции звена относительно
центра масс. Знак "минус" показывает, что главный вектор и главный
момент сил инерции направлены противоположно соответствующим ускорениям.
− момент инерции звена относительно
центра масс. Знак "минус" показывает, что главный вектор и главный
момент сил инерции направлены противоположно соответствующим ускорениям.
Реактивные силы или реакции возникают в кинематических парах в результате действия всех, описанных выше сил в соответствии с 3-м законом Ньютона. В их обозначениях применяют два индекса, первый из которых указывает, от какого звена, а второй − на какое звено действует сила. Реакции непосредственно не влияют на характер движения механизма.
Силы трения в кинематических парах зависят от реакций. Силы (моменты) трения обычно считают вредным сопротивлением, они всегда направлены противоположно движению и рассеивают часть энергии на своё преодоление, отнимая её от полезной работы и преобразуя её в тепло. Это вызывает нежелательный нагрев деталей машин. Однако, кроме того, силы трения эффективно рассеивают энергию колебаний, понижая уровень шума и вибрации машин.
Равнодействующая всех сил, приложенная к входному звену со стороны остальных звеньев механизма называется уравновешивающей силой (моментом). Максимальная величина уравновешивающего момента определяет требуемую мощность двигателя.
Виды нагрузок, действующих на детали машин
В процессе эксплуатации каждая машина испытывает различные виды нагрузок. Познакомимся с некоторыми из них.
Рабочей (внешней) нагрузкой называют силу или момент воспринимаемые деталью или узлом в процессе эксплуатации изделия.
Рабочая нагрузка может быть постоянной или переменной в зависимости от характера ее изменения во времени. К постоянным можно отнести, например, нагрузку от собственного веса.
При
эксплуатации детали машин, как правило, испытывают переменные нагрузки, характер которых зависит
от систематических или случайных факторов, вызывающих эти нагрузки. Так, для
машин, выполняющих в производственном процессе определенные технологические
функции, характер изменения нагрузок для одного технологического цикла остается
приблизительно постоянным. В некоторых случаях, например для транспортных
машин, нагрузки зависят от ряда случайных факторов
(сопротивления передвижению, определяемому рельефом и состоянием пути,
инерционными и ветровыми воздействиями и т. д.).
В зависимости от способа воздействия на деталь нагрузки могут быть статическими и динамическими.
Статическими
называют нагрузки, значение, направление и место приложения которых
остаются постоянными или меняются медленно и незначительно от нуля до своего
конечного значения, оставаясь в дальнейшем практически постоянными. К этому
виду нагрузок относятся собственная сила тяжести изделия, давление газа или
жидкости в резервуарах или трубах, сила затяжки болтов.
Динамическими называют нагрузки, характеризующиеся быстрым изменением во времени их значения, направления или места приложения. Примером динамических нагрузок могут служить нагрузки на рабочие детали кузнечного молота, на зубья звездочек цепных передач и зубчатых колес и т. д.
В деталях
машин, подвергающихся длительное время переменным напряжениям, происходит
процесс постепенного накопления повреждений, приводящий к образованию трещины,
ее развитию и окончательному разрушению детали. Этот процесс называется усталостью
материалов. Подробно расчеты
на усталость изложены в курсе «Сопротивление материалов».
В связи с переменным характером рабочих нагрузок вводят понятия о номинальной, эквивалентной и расчетной нагрузках.
Под номинальной понимают нагрузку, выбираемую из числа действующих в установившемся режиме рабочих нагрузок. В качестве номинальной предпочтительно принимать максимальную или наиболее длительно действующую нагрузку. Номинальные мощность, момент, частота вращения, скорость и т.д.
Эквивалентной называется такая постоянная нагрузка, которой можно заменить фактические действующую переменную рабочую нагрузку, считая ее равноценной в отношении соответствующих критериев надежности, (например, долговечность, прочность…).
Для зубчатой передачи Qэкв=Qном∙Kдолг,
![]()
где Кдолг – коэффициент долговечности, зависящий от графика изменения рабочей нагрузки и от того, какая из них принята в качестве номинальной.
Переменные
рабочие нагрузки обычно задают в виде упорядоченных графиков. На рис. 3.1
показан в качестве примера закон изменения нагрузки F и частоты
вращения п (мин-1) рассчитываемой
детали (вала, оси, зубчатого колеса и т. д.) за некоторый повторяющийся период
времени tc=t. Число таких периодов
(блоков) за полный срок службы обозначают Σtс.
Нагрузкой может быть сила F,
изгибающий или крутящий момент М и т. д. Плавное изменение нагрузки
можно заменить вписанными прямоугольниками со сторонами F1t1, F2t2, ..., Fiti и n1t1, n2t2, ..., n iti.
Максимальную нагрузку и соответствующую ей частоту вращения отмечают индексом
1, а последующие нагрузки в порядке убывания обозначают 2, 3 и т. д.
Рассматриваемый
закон изменения нагрузки можно представить в виде, показанном на рис. 3.2, на
котором по горизонтальной оси отложены значения чисел циклов изменения
напряжений NΣ, а по вертикальной – значения
нагрузок в порядке убывания. На рис. 3.2 показаны три нагрузки, но
рассматриваемый метод относится к любому числу нагрузок.
Числа циклов
изменения напряжений при действии нагрузок F1, F2, F3, ..., Fi определяют по формуле NΣ = 60 n tΣ или NΣ
= 573ωtΣ; здесь п
– частота вращения, мин-1; ω
– угловая скорость, рад/с; tΣ – суммарное
время работы передачи, ч; для типичных условий
работы привода tΣ
= TDCtc где T –срок
службы механизма, год; D – число рабочих дней в году; С – число смен; tc – продолжительность работы за смену, ч.

Рис.3.1
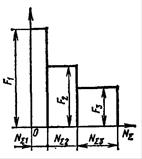
Рис.3.2
Заданную переменную
нагрузку можно заменить постоянной, равноценной по повреждающему действию на
деталь за тот же период времени. Такую нагрузку называют расчетной.
Расчетной
называется условная постоянная нагрузка, определяемая (рабочей нагрузкой) с
учетом ее характера воздействия на объект. Она служит для определения размеров
деталей машин. Учитывает местные условия.
Размеры деталей машин определяют по расчетным нагрузкам, которые
зависят не только от значения и характера изменения рабочей нагрузки, но и от
особенностей ее передачи по силовой цепи: степени динамичности, равномерности
распределения нагрузки по контактирующим поверхностям, особенностей
взаимодействия последних (сцеплением или зацеплением); они зависят также от назначения
детали (узла) и условий эксплуатации.
Qрасч=Qэкв∙Kк∙Kд∙Kу
где Кк
– коэффициент, учитывающий неравномерность распределения нагрузки по контактным
поверхностям;
Кд – коэффициент динамичности;
Ку
– коэффициент, зависящий от условий работы и передачи нагрузки (например, за
счет сил трения, сцепления и т.д.).
Предварительные
расчеты можно выполнять, принимая:
Qрасч
≈ Qном .
Условия нормальной работы деталей и машин
Успешная работа деталей и машин заключается в обеспечении надёжности и работоспособности при заданных нагрузках.
НАДЁЖНОСТЬЮ по ГОСТ 27.002–89 называют свойство объекта сохранять во времени в установленных пределах значения всех параметров, характеризующих способность выполнять требуемые функции в заданных режимах и условиях применения, технического обслуживания, ремонтов, хранения и транспортирования.
Надежность - общая и чрезвычайно актуальная сегодня проблема машиностроения. Она закладывается на всех этапах разработки, изготовления и эксплуатации машины. Ошибки при проектировании, погрешность в производстве, небрежность при упаковке и транспортировке, отступление от правил эксплуатации изделия отрицательно сказываются на его надежности. Теория надежности базируется на элементах теории вероятности, теории случайных процессов, теории массового обслуживания и на математической статистике.
Современные технические средства состоят из множества взаимодействующих механизмов, аппаратов и приборов. Так, автоматизированный прокатный комплекс насчитывает более миллиона деталей. Современные системы радиоуправления ракетами имеют десятки миллионов элементов и т.д. Отказ в работе хотя бы одного ответственного элемента сложной системы без резервирования приводит к остановке всей системы. Например, в 1965 году в США произошла крупнейшая авария в системе энергоснабжения, оставившая огромную часть территории страны с населением в 40 млн. человек в течение 14 часов без электроэнергии. Причиной аварии был выход из строя одного реле на распределительном щите Ниагарской ГЭС.
Последствия низкой надежности в строительстве просто ужасны (землетрясение в Армении в декабре 1988 года). Сравнить с последствиями землетрясения в Калифорнии в США (1989 г.).
Недостаточная надежность оборудования приводит к огромным затратам на ремонт, к простою оборудования, к авариям, связанным с большими экономическими потерями, разрушениями и человеческими жертвами.
На восстановление работоспособности отдельных групп машин ежегодно требуется средств больше стоимости выпускаемой ими продукции.
Различают три периода, от которых зависит надежность: проектирование, производство, эксплуатация. При проектировании, закладывается фундамент надежности. При производстве обеспечиваются все средства повышения надежности, заложенные конструктором. Отклонения от конструкторской документации нарушают надежность. При эксплуатации изделия его надежность реализуется. Такие понятия надежности, как безотказность и долговечность проявляются в процессе работы машины и зависят от методов и условий её эксплуатации, системы ремонта, технического обслуживания.
Основными путями повышения надежности на стадии проектирования изделия, имеющими важное значение при изучении и реализации курса "Детали машин" являются следующие: следует стремиться проектировать по возможности простые изделия с меньшим числом деталей, предусматривать предохранительные устройства, широко использовать стандартные узлы и детали.
Надежность
состоит из сочетаний следующих частных свойств: безотказности, долговечности, ремонтопригодности и сохраняемости.
БЕЗОТКАЗНОСТЬ (надежность в узком смысле) – способность сохранять свои эксплуатационные показатели в течение заданной наработки без вынужденных перерывов. Это свойство особенно важно для машин, отказ в работе которых связан с опасностью для жизни людей или с остановкой автоматизированного производства.
ОТКАЗ – явление, связанное с
частичной или полной утратой работоспособности изделия. По своей природе отказы бывают: полные и частичные; внезапные
(например, поломка) и постепенные (изнашивание, коррозия); опасные для жизни человека; тяжелые и легкие, устранимые и неустранимые. В
зависимости от причин возникновения отказы подразделяются на конструкционные, производственные и эксплуатационные. На стадии конструирования они обуславливаются ошибками конструктора, несовершенством
принятых методов расчета и конструирования. При изготовлении — нарушением принятой технологии, а также ее
несовершенством. В эксплуатации — нарушением правил эксплуатации,
внешним воздействием, несвойственным нормальным условиям эксплуатации.
В соответствии с этим отказы устраняют: заменой деталей, регулировкой или очисткой.
Причинами отказов могут быть:
- конструктивные ошибки и недостатки (недостаточная прочность, неучтенные температурные и механические деформации, плохая защита от влаги и пыли и т.п.);
- производственные дефекты (раковины, трещины, включения примесей в металле);
- неправильная эксплуатация изделия (отсутствие регулировки подшипников, систематические перегрузки и т.п.);
- естественный износ, старение, потеря усталостной прочности детали.
ДОЛГОВЕЧНОСТЬ (РЕСУРС) – свойство изделия длительно сохранять работоспособность до предельного состояния с необходимыми перерывами для технического обслуживания и ремонтов. «Предельное состояние» характеризуется невозможностью его дальнейшей эксплуатации, снижением эффективности или безопасности (выбраковка каната, min ремонтный размер шеек коленвала и т.д.).
В настоящее время делаются попытки нахождения оптимальной долговечности, т.е. такой, при которой себестоимость продукции изделия минимальна.
Долговечность, соответствующую минимуму себестоимости продукции, предлагают считать оптимальной. Однако, в ряде случаев подобная трактовка слишком упрощена.
РЕМОНТОПРИГОДНОСТЬ – приспособленность изделия к предупреждению, обнаружению и устранению отказов и неисправностей посредством техобслуживания и ремонта. В конструкцию многих современных машин закладывают систему диагностики неисправностей, иначе машина неконкурентоспособна. Колоссальное внимание вопросам ремонтопригодности уделял в свое время авиаконструктор Ильюшин.
СОХРАНЯЕМОСТЬ – способность сохранять требуемые эксплуатационные показатели после установленного срока хранения и транспортирования. Практическая роль этого свойства особенно велика для военной техники и приборов. По данным США около 50% радиолокационного оборудования для армии вышло из строя за время хранения (период II мировой войны).
Каждое из частных свойств количественно оценивается показателями надежности. Одним из основных показателей надежности является вероятность безотказной работы в течение заданного периода времени.

Рис.4. Оптимальная долговечность деталей: 1 – постоянные затраты,
которые не зависят от срока эксплуатации (энергия, материалы, зарплата);
2 – амортизационные расходы, обратно пропорциональные времени
эксплуатации; 3 – годовые эксплутационные расходы
(ремонт, т.о. и т.д.)
Показатели надежности. Диаграмма развития отказов
Для оценки надежности используют характеристики.
Вероятность безотказной работы (Р(t)) – вероятность того, что в пределах заданной наработки отказ не возникает, т.е. 0≤ Р(t) ≤1,0.
Вероятность безотказной работы (при испытаниях) можно определить:
![]()
где N0 – общее число испытанных изделий;
N(t) – число исправно отработавших изделий;
n(t) – число вышедших из строя изделий за период испытаний.
Вероятность безотказной работы механизма равна произведению показателей надежности деталей механизма, работающих последовательно,
![]()
Поэтому надежность систем с большим количеством входящих в нее элементов получается низкой. Так при числе элементов n = 10 с одинаковой вероятностью безотказной работы Pi(t) = 0,9 вероятность системы составит
![]()
Чем больше в сложной системе элементов, тем меньше вероятность ее безотказной работы. Это следует помнить и учитывать при проектировании. Вероятность безотказной работы системы в разные периоды ее срока службы различна. Обычно с увеличением срока службы (или, например, пробега) вероятность безотказной работы уменьшается. При этом законы распределения вероятности безотказной работы могут быть различными: показательной, нормальной, логарифмически-нормальной и др.
Особенностью проблемы надежности является ее связь со всеми жизненными циклами машины и их деталей, начиная с момента формирования заявки на разработку и заканчивая ее списанием. Каждый из жизненных циклов вносит свою лепту в решение надежности передачи. Обеспечение надежности на стадии проектирования и изготовления непосредственно сказывается на эксплуатационных и технико-экономических показателях машин.
Надежность изделия закладывается на стадии их проектирования. Она зависит от применения современных методов расчета и проектирования, основанных на теории вероятности и математической статистики с применением ЭВМ и САПР, конструкции составных частей передачи, материалов деталей и методов их упрочнения, способов защиты от внешней среды, системы смазки, приспособленности к сохранности и проведению ТО.
Надежность обеспечивают в процессе изготовления деталей и их сборки за счет достижения необходимой точности размеров, применения прогрессивных упрочняющих технологий и технологических мероприятий, направленных на обеспечения технических требований.
Надежность реализуется в процессе эксплуатации и зависит от скоростных и нагрузочных режимов работы, системы технического обслуживания и других эксплуатационных факторов. Надёжность трудно рассчитать количественно, она обычно оценивается как вероятность безотказной работы на основании статистики эксплуатации группы идентичных машин.
Интенсивность отказов λ(t) – это отношение среднего числа отказавших в единицу времени объектов к числу объектов, оставшихся работоспособными:
![]()
Этот показатель более чувствителен, чем вероятность безотказной работы, особенно для изделий высокой надежности.
Технический ресурс (ресурс) – наработка изделия с начала эксплуатации до предельного состояния. Ресурс обычно выражается в часах.
Гамма-процентный ресурс – это ресурс, который имеют или превышают в среднем обусловленное число (γ) процентов изделий. Он характеризует долговечность изделий при заданной вероятности.
Так для подшипников качения наиболее часто используют 90% ресурс, для весьма ответственных подшипников γ ресурс выбирают в размере 95% и выше.
При количественной оценке надежности используют различные законы распределения частоты отказов, например, экспоненциальный, Вейбулла, нормальный.
Для экспоненциального закона распределения
λ(t)=λ0=const
P(t)=exp(-x),
где х = 𝜆t.
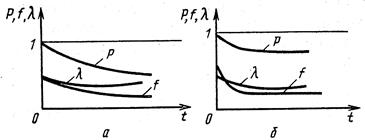
Рис.5. Законы распределения: а – экспоненциальный,
б – Вейбулла
Этот закон
справедлив для описания потока отказов с интенсивностью, когда время появления
отказа не связано с предыдущей наработкой изделия. Этому закону подчиняются
отказы по причинам усталостного
разрушения.
Распределение Вейбулла
используют для статистических моделей надежности в первый период эксплуатации,
когда возможны приработочные
отказы:
![]()
Нормальный закон распределения
применяют, когда отказы обусловлены главным образом износом детали.
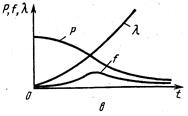
Рис.6. Нормальный закон распределения
Выбор вероятностной модели может быть произведен только на основании статистического анализа эксплуатации изделий или их испытаний и не может быть обоснован математическими выкладками.
В целом, за время нормальной эксплуатации изделия интенсивность отказов не остается постоянной, а изменяется (рис. 7).
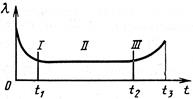
Рис.7. Зависимость интенсивности отказов от времени наработки
Физическая природа приработочных отказов (участок 0 – t1) заключается в неидеальности технологии изготовления деталей, сборки узлов и агрегатов. Оставшиеся после механической обработки неровности в результате взаимного внедрения или зацепления либо срезаются, либо пластически деформируются. Приработка продолжается до тех пор, пока ширина образуемых площадок не превысит ширину впадин в зоне контакта деталей. В этот период интенсивность отказов уменьшается.
Внезапные отказы (участок t1 – t2) считаются неустранимыми при приработке и возможными при эксплуатации. Причина таких отказов заключается в том, что при эксплуатации существует вероятность появления внезапной концентрации нагрузки.
Износовые отказы (участок t > t2) отражают естественные процессы разрешения объектов при их нагружении и взаимодействии со средой. Для механических объектов износовые отказы основываются на недостаточной длительности объемной и поверхностной прочности. Эти процессы по скорости разрушения могут быть быстротекущими (например, поломка зуба шестерни), средней скорости (например, постепенное снижение прочности от температуры или уменьшение сечения вследствие износа), медленно текущие (например, отказ от усталости, коррозии, ползучести металла). В механических объектах объемное и поверхностное разрушение имеет наибольшее значение, являясь причиной 80…85% отказов.
Задача конструктора при создании изделия – исключить в пределах заданного ресурса появление отказов обоснованным выбором соответствующих материалов, смазки, методов упрочнения, учетом в методике расчета всех факторов, влияющих на надежность.
Большое влияние на повышение надежности изделия имеет выбор рациональных технологических процессов изготовления.
Общие направления повышения надежности
Невозможно добиться высокой надежности машин с отсталым рабочим процессом и несовершенным механизмом. Поэтому, первым направлением повышения надежности является обеспечение необходимого технического уровня изделия.
Механический способ формирования изображения в телевизоре, телега из стеклопластика, зерноочистительные машины, использующие принцип грохочения.
Лучше: электронная развертка в ТV; зерноочистка на принципе аэрации.
Вторым направлением является разработка такой конструкции изделия, которая бы исключила появление отказов. Например, применение быстроходных или тихоходных агрегатов без механических передач.
Безмуфтовый привод прессов. Самосмазывающиеся узлы трения, исключающие систему смазки в машине.
Третье направление – использование самоустанавливающихся, самоприрабатывающихся узлов и самонастраивающихся систем.
Четвертое направление – переход на изготовление машин по жестко регламентированной технологии, снижающей рассеивание ресурса за счет уменьшения колебаний размеров в пределах поля допуска. Машины, собранные роботами на герметичность не проверяются.
Обеспечение надежности ЛА. Высокие показатели надежности ЛА обеспечивают:
- резервирование элементов и систем;
- эксплуатацией «по состоянию» и диагностикой;
- упрочнением деталей.
Резервирование – применение дублирующих средств и систем с целью сохранения работоспособности.
Резервирование имеют: топливная система, система управления полетом, система выпуска шасси, управления закрылками и стабилизатором.
Эксплуатация «по состоянию» – прогрессивный метод повышения надежности. Здесь заключение о необходимости ремонта или замене узла производится по фактическому состоянию, о котором судят, используя диагностику (сравнивая с помощью ЭВМ сигналы от узла с эталонными сигналами, хранящимися в памяти ЭВМ). Такие системы автоматизированного контроля параметров резко повышают скорость выявления узлов, где возможны отказы.
Сочетание резервирования с быстрым выявлением отказавших элементов, осуществляемым с помощью встроенных автоматизированных систем контроля, практически исключает внезапный отказ системы.
Упрочнение – один из основных методов повышения долговечности деталей:
- термопластическое упрочнение (лопатки турбин). Нагрев до 500…700˚С и резкое охлаждение (сталь). На поверхности возникают пластические деформации, приводящие к появлению на поверхности детали напряжений сжатия. Предел выносливости возрастает в 1,3 раза;
- пластическое деформирование поверхности стальными или стеклянными микрошариками (50…200 мкм). Предел выносливости возрастает в 1,5 раза;
- увеличение ресурса заключенных соединений за счет гарантированного радиального натяга 2,5…3,5%. Для чего разработаны стержневые и универсальные заклепки, обеспечивающие ресурс соединения в 2…4 раза больший по сравнению с обычными заклепками;
- использование новых материалов: титановые сплавы, стеклопластики, бериллий (1,85 т/м3 и высокая теплопроводность) для колесных тормозов.
Критерии работоспособности
Надежность
характеризуется следующими состояниями: работоспособное,
исправное и неисправное.
РАБОТОСПОСОБНОСТЬ – это состояние объекта, при котором значение всех параметров выполняемых функции, соответствуют требованиям нормативно-технической или конструкторской документации. Оценочными качественными показателями работоспособности являются: прочность, жесткость, износо-коррозионная стойкость, тепло-хладо-виброустойчивость, стойкость к старению.
Прочность – это способность деталей машин выполнять свои функции в пределах предусмотренных нагрузок без пластических деформации и разрушения.
ЖЁСТКОСТЬ – способность детали сопротивляться любой деформации;
ИЗНОСОСТОЙКОСТЬ – способность сохранять первоначальную форму своей поверхности, сопротивляясь износу;
ТЕПЛОСТОЙКОСТЬ – способность сохранять свои свойства при действии высоких температур;
ВИБРОУСТОЙЧИВОСТЬ – способность работать в нужном диапазоне режимов без недопустимых колебаний.
При расчете и проектировании деталей обычно
используют один или два критерия, а остальные критерии удовлетворяются
автоматически или не имеют практического значения для данных деталей.
При всей значимости всех описанных критериев, нетрудно
заметить, что ПРОЧНОСТЬ ЯВЛЯЕТСЯ ВАЖНЕЙШИМ КРИТЕРИЕМ РАБОТОСПОСОБНОСТИ И НАДЁЖНОСТИ.
Невыполнение условия прочности автоматически делает бессмысленными все другие требования и критерии качества машин.
Действительно, немногого стоит технологичная, жёсткая, износостойкая, теплостойкая, виброустойчивая, дешевая в эксплуатации, ремонтопригодная конструкция самого передового дизайна, если она разрушилась при первой же нагрузке!
Общие принципы прочностных расчётов
Все этапы проектирования, каждый шаг конструктора сопровождается расчётами. Это естественно, т.к. грамотно выполненный расчёт намного проще и в сотни раз дешевле экспериментальных испытаний.
Чаще всего
конструктор имеет дело с расчётами на
прочность. Прочность – главный критерий работоспособности большинства деталей,
характеризующий длительную и надежную работу машин. Этим критерием оценивают
способность детали сопротивляться разрушению или пластическому деформированию
под действием приложенных к ней нагрузок. Основы расчетов на прочность изучают
в курсе «Сопротивление материалов». В курсе «Детали машин» общие законы
расчетов на прочность рассматривают применительно к конкретной детали и придают
им вид инженерных расчетов.
Различают объемную и поверхностную (контактную) прочность.
При недостаточной объемной прочности деталь разрушается по всему сечению, (поломка
вала, разрыв болта), при недостаточной контактной прочности происходит разрушение
(выкрашивание) поверхности контакта (выкрашивание поверхности зуба у зубчатого колеса, рабочей
поверхности колец у подшипников качения).
Различают также разрушение под действием однократного нагружения и при действии переменных нагрузок. В последнем случае плавное изменение нагрузки Q за время цикла нагружения (нагружение зуба косозубого конуса) обычно заменяют ступенчатым, путем вписывания прямоугольников со сторонами Qi; ti. (рис.8,а).

Рис.8. Переменное нагружение деталей:
а – действительное; б – эквивалентное нагружение
При
расчетах на прочность заданную переменную нагрузку Q1, Q2…Qi обычно
заменяют постоянной Qр, равноценной
по ее влиянию на прочность детали. С этой целью находят эквивалентное число
циклов нагружения NE < N0, при котором Qр = Q1 оказывается
равноценной по ее влиянию на прочность заданной переменной нагрузке. При этом
необходимо пользоваться уравнением кривой усталости с некоторыми уточнениями:
![]()
где m¢ = m/ν; m – показатель кривой усталости, ν – уточняющий коэффициент.
При расчете на контактную прочность ν = 2, при расчете на изгиб, кручение, растяжение, сжатие ν =1,0.
Тогда
![]()
где k – число ступеней разбиения;
а – поправочный коэффициент.

Рис.9. Кривая усталости
Под влиянием циклических напряжений разрушение носит усталостный характер, характеризуемый постепенным накоплением повреждений. Сопротивление усталости значительно снижается при наличии различных концентратов напряжений (галтелей, проточек, шпоночных канавок и т.д.).
Оценка прочности элементов конструкции начинается с выбора модели (расчетной схемы). Моделью называют совокупность представлений, условий и зависимостей, описывающих объект расчета. При выборе модели учитывают наиболее значимые и отбрасывают несущественные факторы, которые не оказывают достаточно заметного влияния на условия функционирования элемента конструкции.
Для одной и той же детали может быть предложено
несколько моделей расчета, которые будут отличаться глубиной описания реального
объекта и условий его работы.
В расчетах прочности материал детали представляют
однородной сплошной средой, что позволяет рассматривать тело как непрерывную
среду и применять методы математического анализа.
Под однородностью понимают независимость его свойств от размеров выделяемого объема. Такая схематизация основана на осреднении свойств материала в объеме и подтверждена многочисленными экспериментальными исследованиями.
В расчетах на прочность и жесткость рассматриваются изотропные материалы, то есть материалы, обладающие в различных направлениях одинаковыми свойствами.
Расчетная модель материала наделяется такими физическими свойствами, как упругость, пластичность и ползучесть.
Упругостью называют свойство тела восстанавливать свою форму после снятия внешней нагрузки.
Пластичностью называют свойство тела сохранять после нагрузки полностью или частично деформацию, полученную при нагружении.
Ползучестью называют свойство тела увеличивать со временем деформацию под действием
постоянных внешних сил.
Различают проектировочные и проверочные расчёты.
Проектировочный расчёт выполняется, когда по ожидаемым нагрузкам, с учётом свойств материала определяются геометрические параметры деталей.
Проверочный расчёт выполняют, когда известна вся "геометрия" детали и максимальные нагрузки, а с учётом свойств материала определяются максимальные напряжения, которые должны быть меньше допускаемых.
Несмотря на такие "провокационные" названия, следует помнить, что оба этих вида расчётов всегда сопутствуют друг другу и выполняются на стадии проектирования деталей и машин.
Основной
метод расчета деталей на прочность – это расчет по опасной точке, называемый
также расчетом по допускаемым напряжениям. Напомним, что при расчете
по опасной точке нарушением условия прочности считают достижение расчетным
напряжением предельного значения хотя бы в одной точке конструкции.
Математическая
формулировка условия прочности любой детали очень проста:
σ≤[σ] или τ≤[τ],
где σ, τ – расчетные нормальные и касательные напряжения в опасном
сечении детали; [σ], [τ]
– допускаемые напряжения.
Эти расчеты просты и удобны, и ими пользуются при проектных расчетах для определения необходимых размеров деталей, поскольку на этой стадии проектирования невозможно учесть все факторы, влияющие на прочность детали.
После проектного расчета необходимо выполнить проверочный расчет сконструированной детали на основе ее рабочего чертежа.
Проверочный
расчет рекомендуется выполнять путем сопоставления коэффициентов запасов
прочности:
n≥[n].
Назначение
требуемого коэффициента запаса прочности или, что практически то же самое,
выбор допустимого напряжения представляет собой очень ответственную и сложную
задачу, правильное решение которой в значительной степени определяет
возможность получения при проектировании надежных и в то же время легких и
экономичных конструкций. Требуемый (допустимый) коэффициент
запаса прочности [n]
зависит от ряда факторов, основные из которых следующие: точность применяемых
методов расчета и расчетных схем, правильность учета действующих на деталь
нагрузок и характера их приложения (статические, ударные и т. п.), точность
данных о концентрации напряжения, степень ответственности детали, степень однородности
применяемого материала, изученность его свойств.
Всегда, везде, при любых обстоятельствах конструктор
обязан учитывать и обеспечивать такие условия работы, чтобы напряжения в
материале деталей не превышали допускаемых.
В качестве допускаемых нельзя назначать предельные напряжения, при которых наступает разрушение материала.
Разница между допускаемыми и предельными напряжениями похожа на разницу между краем платформы метро и «белой линией», проведённой примерно в полуметре перед краем. Переход через «белую линию» грозит замечанием от дежурного, а стояние на краю – гибелью.
Допускаемые напряжения следует принимать меньше предельных, "с запасом":
![]()
![]()
где σlim и τlim - предельные напряжения; [n] - коэффициент запаса прочности (обычно 1,2 < [n] < 2,5) .
В качестве предельного напряжения принимают одну из следующих механических характеристик материала:
- предел текучести (физический или условный) — при статическом нагружении детали из пластичного или хрупкопластичного материала;
- временное сопротивление — при статическом нагружении детали из хрупкого материала;
- предел выносливости — при возникновении в детали напряжений, переменных во времени.
Для
деталей машин широко распространены расчеты не по допускаемым напряжениям, а
по коэффициентам запаса прочности. Взамен условия прочности используют
тождественные ему условия:
![]()
![]()
где n — действительный (расчетный) коэффициент запаса прочности; σ, τ — расчетные нормальное и касательное напряжения.
В разных обстоятельствах коэффициент запаса может быть либо задан заказчиком, либо выбран из справочных нормативов, либо вычислен с учётом точности определения нагрузок, однородности материала и специфических требований к надёжности машин.
Для выбора допускаемых напряжений и коэффициентов запаса прочности в машиностроении принимают следующие два метода:
- табличный - допускаемые напряжения и коэффициенты запаса
прочности выбирают по специальным таблицам (см., например, табл. 2). Этот метод
менее точен, так как не учитывается ответственность детали, точность
определения нагрузок и другие важные факторы, но он удобен для практического
пользования;
- дифференциальный -
допускаемое напряжение или допускаемый коэффициент запаса прочности определяют
по соответствующей формуле, которая учитывает различные факторы, влияющие на
прочность рассчитываемой детали.
Таблица 2. Ориентировочные значения допускаемых коэффициентов запаса прочности [n]
|
Материал |
Предел
текучести σm |
Временное
сопротивление σв |
Предел выносливости σ-1 |
|
Пластичные стали (углеродистые
и легированные при высокой температуре отпуска) |
1,2—1,8 |
— |
1,3-1,5 |
|
Высокопрочные стали с пониженными
пластическими свойствами (низкой температурой отпуска) и высокопрочные чугуны |
1,5-2,2 |
2,0-3,5 |
1,5—1,7 |
|
Стальные отливки |
1,6-2,5 |
— |
1,7-2,2 |
|
Чугуны (серые и модифицированные) |
— |
3,0-3,5 |
— |
|
Цветные сплавы
(медные, алюминиевые, магниевые) — кованые и прокатные |
1,5-2,0 |
— |
1,5-2,0 |
|
Цветные сплавы (литье) |
2,0-2,5 |
2,5-3,0 |
2,0-2,5 |
|
Особо хрупкие материалы
(пористые хрупкие отливки, порошковые материалы) |
— |
3,0-6,0 |
— |
|
Пластмассы |
— |
3,0-5,0 |
— |
Примечание. Меньшие
значения [n] относят к расчетам с весьма точными параметрами нагружения.
Для ответственных деталей, выход из строя которых связан с
серьезными авариями, табличные значения следует увеличить на 30-50 %.
Так,
например, допускаемый коэффициент запаса прочности определяют по формуле
![]()
где [n]1 — коэффициент, отражающий влияние точности определения действующих на деталь нагрузок, достоверность найденных расчетом внутренних сил и моментов и т. д. (при применении достаточно точных методов расчета [n]1 = 1…1,5; при менее точных расчетах [n]1 = 2…3 и более);
[n]2 — коэффициент, отражающий однородность материала, чувствительность его к недостаткам механической обработки, отклонения механических свойств материала от нормативных в результате нарушения технологии изготовления детали (для пластичного материала [n]2 = 1,2…2,2; для хрупкопластичного [n]2 = 1,6…2,5; для хрупкого [n]2 = 2…6);
[n]3 —
коэффициент, обеспечивающий повышенную надежность особо ответственных и
дорогостоящих деталей ([n]3 = 1…1,5).
Коэффициент запаса прочности зависит от механических свойств материала: так для хрупких материалов коэффициент запаса прочности [n] по отношению к пределу прочности (σВ ) выбирают довольно большим [n] ≥3. Это вызвано тем, что даже однократное превышение σВ вызывает у хрупких материалов разрушение.
Для пластичных материалов коэффициент запаса прочности по отношению к пределу текучести (σТ) выбирается минимальным. Для точных расчетов с экспериментальной проверкой объекта [n] = 1,2…1,5.
При расчете на выносливость коэффициент запаса прочности по отношению к пределу выносливости (σВ), несмотря на опасный характер разрушения, выбирают относительно небольшими [n] = 1,3…2,5. Это вызвано тем, что единичные перегрузки не приводят к разрушениям.
В
некоторых случаях (при расчете ответственных деталей ЛА) расчеты по номинальным
напряжениям могут дополняться или заменяться расчетами по предельным нагрузкам.
Fp≤Fразр или σp≤σразр,
где Fp и σР – расчетные
нагрузка и напряжение, определяемые по формулам:
Fp=Fэ∙f или σp=σэ∙f,
где FЭ и σЭ – эксплутационные нагрузка и напряжение;
f – коэффициент безопасности согласно нормам прочности (для летательных аппаратов f = 1,3…2).
Величины
разрушающей нагрузки обычно получают экспериментальным путем, либо рассчитывают
при минимальном запасе прочности:
Fразр=σВ∙Sраб∙K,
где S – площадь рабочего сечения; К – коэффициент ослабления сечения, для летательных аппаратов К = 0,85..0,95.
На
практике применяют как дифференциальный, так и табличный методы.
Выполнение всех видов прочностных расчётов для каждой детали займёт очень много времени. Поэтому инженер должен сначала изучить опыт эксплуатации подобных изделий. Это особенно удобно для типовых деталей и машин. Следует обратить внимание на то, какой вид поломок встречается чаще всего. Именно по этому виду поломок, точнее по вызывающим их напряжениям, следует выполнять предварительно проектировочный расчёт. По его результатам строится форма детали, а проверочный расчёт выполняется по напряжениям, вызывающим менее опасные дефекты.
В расчётах не следует гнаться за "абсолютной" точностью и использовать сложные "многоэтажные" формулы. Обширный опыт инженеров-расчётчиков показывает, что усложнение методик расчёта не даёт новых результатов.
Крупнейший советский специалист по прочностным расчётам деталей машин И.А. Биргер заметил, что в технических расчётах "всё нужное является простым, а всё сложное – ненужным". Впрочем, похожая мысль высказывалась уже в библейских текстах, хотя и не по поводу машин.
В расчётах необходимо стремиться к корректным упрощениям.
Прочность деталей машин зависит от ряда
конструктивно-технологических факторов. К числу важнейших относится
конфигурация детали.
Сформулируем основные принципы образования
конструктивных форм деталей машин.
1. При конструировании деталей не следует
допускать резких переходов, т. е. резких изменений формы соседних поверхностей.
Соблюдение этого положения очень важно, так как при резких переходах в зоне сопряжения
сечений наблюдается значительная концентрация напряжений, снижающая прочность
детали при действии в ее сечениях, как статических так и переменных напряжений.
2. Конструктивные формы детали должны
обеспечить по возможности равнопрочность всех ее сечений.
3. Конструктивные формы детали должны
обеспечивать близкое к равномерному распределение напряжений по сечению детали.
С этой целью применяют тонкостенные прокатные и прессованные профили, трубы и
т.д. Большинство деталей машин подвержено изгибу и кручению, при которых
максимальные напряжения возникают в поверхностных слоях деталей. На поверхности
расположены основные источники концентрации напряжений, поэтому разрушение
деталей, как правило, начинается с поверхности. Для повышения конструкционной прочности
деталей машин широко применяют различные способы поверхностного упрочнения.
Жесткостью называют способность детали сопротивляться изменению формы и размеров под нагрузкой. Для некоторых деталей жесткость – основной критерий при определении их размеров. Например, размеры длинных валов точных зубчатых передач определяются расчетом на жесткость, так как значительный их прогиб во время работы изменит межосевое расстояние передачи и нарушит правильность зацепления. Или станина шлифовального станка испытывает небольшие нагрузки, но она должна быть жесткой, чтобы не деформироваться под действием внешних сил, чтобы исключить вибрацию при работе. Поэтому ее размеры определяются из условия жесткости, а не прочности. Многие детали (оси, валы, рычаги, рессоры, пружины и т.д.) рассчитывают не только на прочность, но и на жесткость.
Нормы жесткости устанавливают на основе обобщения опыта
эксплуатации машин. Эти нормы приводятся в справочной литературе. Поскольку
совершенство материала идет по повышению прочности, а
модуль упругости остается без изменений, повышение жесткости достигается
улучшением форм и размеров деталей.
Различают собственную жесткость детали (деформация основного объема материала) и контактную жесткость (деформация поверхностных слоев материала детали).
При оценке собственной жесткости пользуются коэффициентом жесткости (отношение силового фактора (сила или момент) к вызываемой им деформации.
Так, коэффициентом жесткости стержня постоянного
сечения «F» и длиной «l»,
растягиваемого силой «р»:
![]()
При
кручении
![]()
При
изгибе
![]()
Величину,
обратную коэффициенту жесткости называют коэффициентом податливости:
![]()
Из приведенных зависимостей видно, что увеличить жесткость детали можно выбором соответствующего материала (E, G) и следующими конструктивными средствами:
- уменьшением плеч изгибающих и скручивающих моментов;
- введением дополнительных опор;
- уменьшением длины растягиваемых деталей и увеличением площади поперечных сечений.
На контактную жесткость рассчитываются детали, имеющие точечный или линейный контакт (шарикоподшипники – точечный контакт, роликоподшипники и зубчатые колеса – линейный). Повышение контактной жесткости можно добиться:
- улучшением качества обработки контактирующих поверхностей;
- введением сборки соединений и узлов с предварительным натягом и с предварительной затяжкой;
- уменьшением числа стыков;
- введением масляного слоя между контактирующими поверхностями.
В расчетах на жесткость ограничивают либо перемещения ∆l, y, либо угол θ, обусловленного деформациями, в пределах допускаемых значений:
![]()
Износо-коррозионная стойкость – это свойство материала, оказывать сопротивление изнашиванию и коррозии.
Под изнашиванием
понимают процесс разрушения поверхностных слоев при трении, приводящий к
постепенному изменению размеров, формы и состояния поверхности детали. При этом
увеличиваются зазоры в подшипниках, в направляющих, в зубчатых зацеплениях, в
цилиндрах поршневых машин и т. п. Увеличение зазоров снижает качественные
характеристики механизмов – мощность, КПД, надежность, точность и пр. Детали,
изношенные больше нормы, бракуют и заменяют при ремонте. Несвоевременный ремонт
приводит к поломке машины, а в некоторых случаях и к аварии.
Установлено, что при
современном уровне техники 85–90% машин выходит из строя в результате
изнашивания и только 10–15% по другим причинам. Изнашивание увеличивает
стоимость эксплуатации, вызывая необходимость проведения дорогих ремонтных
работ. Так стоимость ТО и ремонта превышает стоимость изготовления автомобиля за весь период его
эксплуатации до 6 раз. Высокая стоимость ремонта обусловлена значительными
затратами ручного высококвалифицированного труда, который трудно механизировать
и автоматизировать.
Задача
машиностроения – выпускать машины, не требующие капитального ремонта за весь
период эксплуатации. Текущие ремонты должны быть простыми и нетрудоемкими. Этим
объясняется большое внимание, которое уделяют в настоящее время трибонике – науке о трении, смазке и изнашивании
механизмов.
Износостойкость оценивают величиной, обратной скорости или интенсивности изнашивания.
При расчете деталей на износ либо определяют условия, обеспечивающие жидкостное трение для них, либо назначают для трущихся поверхностей соответствующие допускаемые давления.
Износ деталей можно уменьшить следующими конструктивными, технологическими и эксплуатационными мерами:
- создать при проектировании деталей условия, гарантирующие жидкостное трение;
- выбрать соответствующие материалы для сопряженной пары;
- наносить на детали покрытия;
- соблюдать режимы смазки и защиты трущихся поверхностей от абразивных частиц;
- соблюдать технологические требования при изготовлении деталей.
Износостойкость деталей существенно уменьшается при коррозии.
Коррозия
– процесс постоянного разрушения поверхностных слоев металла в результате
окисления. Коррозия является причиной преждевременного разрушения многих
конструкций. Из-за коррозии ежегодно теряется до 10% выплавляемого металла.
Коррозия особенно опасна для поверхностей трения и деталей, работающих при
переменных напряжениях. При этом существенно сокращаются износостойкость и
сопротивление усталости.
Для защиты от
коррозии применяют антикоррозионные покрытия или изготовляют детали из
специальных коррозионно-устойчивых материалов, например нержавеющих сталей и
пластмасс. Особое внимание уделяется деталям, работающим в присутствии воды,
пара, кислот, щелочей и других агрессивных средах.
Расчетов на
долговечность по коррозии нет. Однако, поскольку этот процесс протекает во
времени, они могут быть разработаны. Множество случайных факторов, связанных с
условиями эксплуатации, затрудняют такие расчеты.
Виброустойчивостью
называют способность конструкции работать в нужном диапазоне режимов,
достаточно далеких от области резонансов. Вибрации снижают качество работы
машин, вызывают переменные напряжения в деталях, что может привести к их
усталостному разрушению. В некоторых случаях вибрации снижают качество работы
машин. Например, вибраций в металлорежущих станках снижают точность обработки и
ухудшают качество поверхности обрабатываемых деталей. Особенно опасны
резонансные колебания, когда
собственная частота ![]() совпадает или близка к частоте
совпадает или близка к частоте ![]() вынужденных колебаний. Поэтому расчет на
виброустойчивость ведут по условию несовпадения частот собственных и
вынужденных колебаний:
вынужденных колебаний. Поэтому расчет на
виброустойчивость ведут по условию несовпадения частот собственных и
вынужденных колебаний:
![]()
Повышение амплитуд колебаний под действием возмущающей силы может вызвать на частотах, близких к резонансным, напряжения, превышающие предел прочности (выносливости) для деталей и их поломку. Более того, расходуемая на колебания энергия снижает передаваемую мощность и КПД конструкции. Вибрация деталей передач (зубчатых колес, валов, подшипниковых узлов) является причиной снижения точности машины и появления шума.
При эксплуатации агрегатов машин, их узлов и деталей наиболее возможными являются вынужденные колебания и автоколебания. Вынужденные колебания вызываются внешними периодическими возмущениями из-за неуравновешенности вращающихся деталей, погрешностей изготовления и т. д. При расчетах на виброустойчивость для предупреждения возникновения резонанса должно быть установлено соотношение между частотами собственных колебаний и возмущающей силы.
Автоколебания,
являющиеся самовозбуждающимися, возникают при равенстве энергий демпфирования и возбуждения, что
является, например,
причиной фрикционных автоколебаний. При опасности возникновения автоколебаний
производится расчет динамической устойчивости.
Вредное влияние вибраций
проявляется также и в увеличении шумовых характеристик механизмов. В связи с
повышением скоростей движения машин опасность вибраций возрастает, поэтому
расчеты на колебания приобретают все большее значение.
Теплостойкостью называют способность конструкции работать в пределах
заданных температур в течение заданного срока службы. Тепловыделение, связанное
с рабочим процессом, имеет место в тепловых двигателях, электрических машинах,
литейных машинах и в машинах для горячей обработки материалов. Особенно
большое тепловыделение наблюдается у тепловых двигателей (ДВС, ДЛА, ракеты),
электрических машин, машин для горячей обработки материалов (молоты, штампы
кузнечные, прокатные станы). Перегрев деталей во
время работы – явление вредное и опасное, так как при этом снижаются их
прочность и жесткость, ухудшаются свойства смазки, а уменьшение зазоров в
подвижных соединениях приводит к заклиниванию и поломке.
Нагрев
деталей машин может вызвать следующие вредные последствия:
– снижение несущей способности деталей и появление явления ползучести при температуре 300…400ºС и выше (легированная сталь), 150…200ºС (алюминиевые сплавы и пластмассы). Применение жаропрочных сплавов титана повышает эти температуры до 250..300ºС и более, а у жаропрочных сталей – до 1000ºС и более;
– понижение защитной способности масляного слоя, что приводит к увеличению износа и опасности заедания. Приводящее к заеданию повышение температуры рабочих поверхностей зубчатых колес для закаленных сталей лежит в пределах 200…350ºС;
– изменение свойств трущихся поверхностей, например, уменьшение коэффициента трения в тормозах и фрикционных муфтах;
– изменение зазоров в узлах машин (подшипники, ротор турбины и корпус), могущее привести к заклиниванию узла;
– снижение точности машины, прибора.
- для деталей, работающих в условиях многократного циклического изменения температуры, могут возникнуть и развиться микротрещины, приводящие в отдельных случаях к разрушению деталей.
Для обеспечения нормального теплового режима
работы конструкции производят тепловые расчеты (расчеты червячных передач,
подшипники скольжения и др.) и при необходимости вносят конструктивные
изменения (например, применяют охлаждение). Расчетам на прочность при
повышенных температурах и расчетах температурных
деформаций должны предшествовать собственно тепловые расчеты — определение
расчетных температур и сравнение их с допускаемыми.
Tp≤[T].
Средние установившиеся температуры определяются по уравнению баланса: тепловыделение за единицу времени приравнивается теплоотдаче.
Соблюдение указанных критериев работоспособности обеспечивает надежность конструкции в течение заданного срока службы. Развитие современного машиностроения связано с применением множества взаимодействующих узлов и автоматических устройств, поэтому отказ в работе хотя бы одной детали или соединения приводит к нарушению работы всей конструкции. Надежность зависит от качества изготовления конструкции и от соблюдения норм эксплуатации.
Стойкость к
старению – способность деталей машин
сопротивляться повреждению материала в связи изменением структуры и свойств,
появлением хрупкости. Объемное старение – разрушение, деформация, изменение
свойств, поверхностное старение – прогар, трещинообразование, изменение
шероховатости, твердости, отражательной способности, напряженное состояние.
Кроме обычных видов разрушения деталей (поломок),
наблюдаются случаи, когда под действием нагрузок, прижимающих две детали одну к
другой, возникают местные напряжения и деформации. Разрушения деталей в этом
случае вызывают контактные напряжения. Контактные напряжения возникают при
взаимном нажатии двух соприкасающихся тел, когда их первоначальный контакт был
в точке или по линии (сжатие двух шаров, двух цилиндров и т.п.). Эти напряжения
имеют местный характер и весьма быстро убывают по мере удаления от зоны
соприкосновения тел, поэтому они не влияют на общую прочность. Однако
надежность ряда деталей, например подшипников, зубчатых колес, элементов
кулачковых механизмов, определяется, как правило, не общей их прочностью, а
прочностью рабочих поверхностей. Если величина контактных напряжений больше
допускаемой, то на поверхности деталей появляются вмятины, бороздки, трещины,
мелкие раковины. Подобные повреждения наблюдаются, например, у фрикционных,
зубчатых, червячных и цепных передач, а также в подшипниках качения.
Рис. 10. Расчетная схема для
определения контактного напряжения
Контактные напряжения определяют методами теории упругости
при следующих допущениях: а) в зоне контакта возникают только упругие
деформации; б) линейные размеры площадки контакта малы по сравнению с радиусами
кривизны соприкасающихся поверхностей; в) силы давления, распределенные по
поверхности контакта, нормальны к этим поверхностям. При этих допущениях контур
поверхности контакта в общем случае представляет собой эллипс, давления по
площадке контакта распределяются по закону поверхности эллипсоида, а
максимальное давление действует в центре площадки контакта (рис. 10, а).
Если мысленно выделить бесконечно малый параллелепипед в
окрестности некоторой точки, как показано на рис.10, б, то заметим, что давление р,
действующее на верхнюю грань параллелепипеда, должно вызвать деформации во всех
направлениях. Но этим деформациям препятствует материал тела,
окружающий мысленно выделенный параллелепипед, и, следовательно, на его гранях
возникают напряжения сжатия, т.е. выделенный элемент находится в состояний
трехосного сжатия. Наибольшее (по абсолютной величине) главное напряжение
σ3 равно
максимальному контактному давлению р.
Поскольку оценку прочности ведут по этому напряжению, то его принято называть контактным напряжением и обозначать σН, (основоположником теории контактных напряжений является Н. Herz, в честь которого приписывают индекс Н контактным напряжениям).
Приведем без вывода расчетные формулы для определения
контактных напряжений, обычно называемые
формулами Герца. В случае первоначального контакта по линии (два цилиндра с
параллельными осями, цилиндр и плоскость)
![]()
Здесь
![]()
![]()
где Епр и ρпр — приведенные модуль упругости и радиус кривизны; Е1,
Е2 — модули упругости цилиндров; ρ1, ρ2 — радиусы кривизны в точках контакта. При контакте цилиндра
с плоскостью ρ2=∞. Знак минус в формуле (3) принимают в случае, когда
поверхность одного из цилиндров вогнутая (внутренний контакт). В случае
первоначального контакта в точке (два шара, шар и плоскость)
![]()
где Епр и ρпр — приведенные модуль упругости и радиус кривизны, которые соответственно определяются по (2) и (3).
На основании формул для определения σН нетрудно установить, что контактные напряжения не являются линейной функцией нагрузки, с ростом сил они возрастают все медленнее. Это объясняется тем, что с увеличением нагрузки увеличивается и площадка контакта.
Tpeщины, как правило,
начинаются с поверхности, поэтому оценку контактной прочности ведут по
максимальным контактным напряжениям
σН<[σ]Н=σHP. (5)
Допускаемое контактное напряжение устанавливают на основе
экспериментальных исследований контактной прочности и опыта эксплуатации машин
и сооружений. Допускаемое контактное напряжение, обозначаемое
по международному стандарту σHP в основном зависит
от твердости соприкасающихся поверхностей и от характера изменений контактных
напряжений во времени. При вращении цилиндров (или шаров) под нагрузкой
отдельные точки их поверхностей периодически нагружаются, а контактные
напряжения в этих точках изменяются по отнулевому
циклу (рис.11). Каждая точка нагружается только в период прохождения зоны
контакта и свободна от напряжений в остальное время оборота цилиндра.
Переменные контактные напряжения вызывают усталость поверхностных слоев деталей. На поверхности образуются микротрещины с последующим выкрашиванием мелких частиц металла. Если детали работают в масле, оно проникает в микротрещины (рис.13, а). Попадая в зону в зону контакта (рис.13, б), трещина закрывается, находящаяся внутри трещины масло сжимается в замкнутом пространстве, и в нем создается высокое давление, распирающее стенки трещины. При повторных нагружениях трещина все более увеличивается, отделяемая ею частица металла откалывается от поверхности, образуя раковину (рис.13, в). Экспериментальные кривые, характеризующие стойкость материала в отношении усталостного выкрашивания, построенные в координатах контактное напряжение – число циклов нагружений (см. рис.12), подобны обычным кривым выносливости Вёлера.
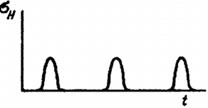
Рис.11. Изменение контактного
напряжения при вращении
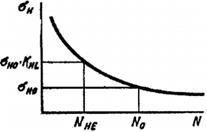
Рис.12. Кривая
выносливости Велера
Рис.13. Образование раковины
Базовому числу циклов NHlim соответствует предел выносливости σHlim, величина которого в основном зависит от твердости материала. По пределу выносливости определяют допускаемое напряжение, исключающее усталостное выкрашивание рабочих поверхностей.
При отсутствии смазки характер разрушения поверхностных слоев
изменяется: трещины не успевают развиться в раковину, поскольку поверхностный
слой, в котором возникают первичные трещины, истирается раньше.
Трение и изнашивание в машинах
Наш привычный мир, наш обиход, использование вещей и работа
машин во многом обусловлены таким физическим
феноменом, как трение, которое проявляется в сопротивлении движению тел.
С трением связана одна из самых острых проблем современности — изнашивание машин и механизмов. Расходы на восстановление машин огромны, причем ежегодно они увеличиваются. Удлинение срока службы машин и оборудования даже в небольшой степени равносильно вводу значительных новых производственных мощностей.
Большинство машин (85–90%) выходит из строя из-за изнашивания деталей. Затраты на ремонт и техническое обслуживание машины в несколько раз превышают ее стоимость для автомобилей в 6 раз, для самолетов до 5 раз, для станков до 8 раз.
Создание узлов с минимальными потерями на трение равносильно высвобождению огромных ресурсов рабочей силы и различных материальных затрат, в том числе ремонтных предприятий, которые сейчас в среднем по машиностроению составляют не менее 60–80% основного производства.
На базе науки о трении и изнашивании (триботехники) в настоящее время решаются прикладные инженерные (триботехнические) задачи в области трения, формообразования деталей, обработки материалов разрушающими и деформирующими способами, возможности достижения требуемых свойств поверхностей трения, узлов и деталей за счет упрочняющих воздействий и нанесения специальных покрытий и т. п.
Для обеспечения малой
силы трения и минимального изнашивания необходимо обеспечивать положительный градиент
механических свойств, при котором прочность
возникающих молекулярных связей на поверхности
меньше прочности низлежащих слоев. Это условие
соблюдается при введении жидкого или пластичного смазочного материала, так как прочность при сдвиге смазочного
материала значительно ниже, чем металла, на который он нанесен. В паре
трения такой градиент может быть достигнут нанесением пленки (металлической, неметаллической), применением
самосмазывающегося монолитного
материала, который в процессе трения также обеспечивает положительный градиент механических свойств за
счет активного наполнителя или путем
введения смазочного материала в зону трения.
Основные понятия, связанные с трением и
сопутствующими ему явлениями определены в государственном стандарте (ГОСТ
23002-78).
Триботехника — наука о контактном взаимодействии
твердых тел при их
относительном движении, освещающая весь комплекс вопросов трения, изнашивания и
смазывания. Ряд терминов, относящихся к триботехнике, стандартизован. Приведем в
сокращенном виде некоторые из
них.
Изнашивание — процесс разрушения и отделения материала с поверхности твердого тела, проявляющейся в постепенном изменении размеров и (или) формы тела.
Износостойкость — свойство материала оказывать сопротивление изнашиванию в определенных условиях трения.
Смазочный материал — материал, вводимый на поверхности трения для уменьшения силы трения и (или) интенсивности изнашивания.
Смазка — действие смазочного материала, в результате которого между двумя поверхностями уменьшается сила трения и (или) интенсивность изнашивания.
Смазывание — подведение
смазочного материала к поверхности трения.
Трение (внешнее трение) − сопротивление относительному перемещению,
возникающее между двумя телами в зоне соприкосновения поверхностей по
касательной к ним и сопровождаемое рассеянием энергии.
Трение покоя — трение двух тел при микроперемещениях до перехода к относительному движению.
Трение движения — трение двух тел, находящихся в относительном движении.
Трение без смазочного материала — трение двух тел при отсутствии на поверхности трения введенного смазочного материала любого вида.
Трение скольжения — трение движения двух соприкасающихся твердых тел, при котором их скорости в точках касания различны по значению и направлению.
Трение качения — трение движения двух твердых тел, при котором их скорости в точках касания одинаковы по значению и направлению.
Сила трения — сила сопротивления при относительном перемещении одного тела по поверхности другого под действием внешней силы, направленной по касательной к общей границе между этими телами.
Скорость скольжения — разность скоростей тел в точках касания при скольжении.
Коэффициент трения — отношение силы трения двух тел к нормальной силе, прижимающей эти тела одно к другому.
Коэффициент сцепления — отношение неполной силы трения покоя двух тел к нормальной составляющей поверхностей трения силе, прижимающей тела одно к другому.
Трение не является однозначно вредным или полезным. Это
зависит от обстоятельств его возникновения и применения. Трение в механизмах
чаще принято относить к вредным сопротивлениям из-за создаваемых им
механических потерь, нагрева и износа деталей. Подсчитано, что около 33%
мировых энергоресурсов тратится на преодоление трения. Однако всем очевидна и
огромная польза трения, например, при торможении машин, гашении опасной
вибрации или прогулках по гололёду, особенно в горах.
Сила трения
количественно характеризует трение контактирующих тел. Сила трения, как и
всякая сила − вектор и при движении направлена
противоположно скорости тангенциально к общей границе.
По характеру относительного движения различают трение покоя
(до перехода к относительному движению) и трение движения − скольжения
или качения (рис.14).

Рис.14. Силы трения: а −
скольжения, б
− качения
При трении скольжения скорости тел в точке касания
различны, а при трении качения – одинаковы.
Различают трение внешнее (между телами) и внутреннее (между
частицами твёрдых тел, а также в газах и жидкостях).
Силы трения сильно отличаются при отсутствии или наличии
между телами смазочного материала − либо вязкой жидкости, предварительно
помещённой между телами, либо газа, подаваемого в зону контакта под давлением. Смазочный материал производит смазку − действие, состоящее в
уменьшении силы трения и износа за счёт разделения поверхностей трения.

Рис.15. Виды трения: а −
сухое, б − со смазкой
Силы внешнего трения также сильно зависят от
"рельефа" − высоты микронеровностей контактирующих поверхностей
(рис. 15, а).
Смазочный материал разделяет контактирующие поверхности
(рис. 15, б).
Действие смазочного материала, состоящее в уменьшении силы
трения и износа называют смазкой.
Если поверхности разделены смазочным материалом полностью,
то силу трения вычисляют по формуле Ньютона FT=μAυ/h, где μ −
динамическая вязкость смазочного материала; A −
площадь поверхности скольжения; υ − относительная
скорость скольжения тел; h −
толщина слоя смазочного материала. Такое трение называют вязким или жидкостным.
Силу сухого трения скольжения находят по закону Амонтона-Кулона: FT=f∙FN, где f −
коэффициент трения, FN − сила
нормального давления.
Трение качения, хотя и существенно ниже, но всё же
существует, потому, что реальные тела не абсолютно твёрдые, а деформируются и возникает
не точка, а площадка контакта (рис. 14, б).
В этой площадке − зоне контакта возникает реактивный момент,
препятствующий качению.
Для качения катка нужна движущая сила Fд. Точка приложения реакции F12 смещена
вперёд, в сторону качения на расстояние kT, которую и называют коэффициентом трения качения. Нетрудно догадаться,
что этот коэффициент имеет размерность длины.
Из уравнения равновесия моментов всех сил относительно
"точки контакта" B следует, что Fд∙R = F12∙kT, а момент сил трения качения МТ = F12∙kT.
Величина коэффициента трения качения фактически
характеризует деформируемость колеса и опорной
поверхности.
Для наглядности анализа движения систем с трением вводятся
понятия угла трения и конуса трения.
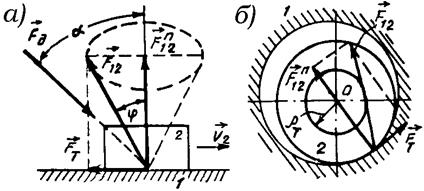
Рис. 16. Угол, конус и круг трения
Под действием внешней движущей силы Fд тело 2 (рис. 16,
а) будет двигаться относительно тела 1 только, если горизонтальная проекция
внешней силы будет больше силы трения ![]() , где α − угол между
вектором внешней силы и нормалью к поверхности трения.
, где α − угол между
вектором внешней силы и нормалью к поверхности трения.
Полная реакция F12 находится,
как векторная сумма силы трения FT и нормальной
реакции Fn12. Эта полная реакция F12 образует с нормалью угол φ,
который называют углом трения. Если вращать вектор полной реакции вокруг
нормали, то образуется конус трения.
Рис.16,а наглядно
показывает, что внешняя сила может сдвинуть тело
только если находится вне конуса трения. И наоборот − никакая сила,
приложенная внутри конуса трения не сможет преодолеть силу трения и сдвинуть
тело.
Аналогично выглядит ситуация при вращении круглой детали
типа вала или цапфы в отверстии
(вращательная кинематическая пара V-го класса первого вида), показанная на рис.16,б. При наличии трения полная реакция F12 направлена не по нормали к поверхности 1, а по касательной к некоторой окружности радиуса. Круг внутри
этой окружности называется кругом трения. Радиус круга трения равен ![]() , где f' − приведённый
коэффициент трения, учитывающий и скольжение и качение,
R
− радиус цапфы.
, где f' − приведённый
коэффициент трения, учитывающий и скольжение и качение,
R
− радиус цапфы.
Здесь так же: невозможно провернуть цапфу, если внешняя
сила приложена внутри круга трения.
Помимо трения в контакте поверхностей, существует ещё и
трение в материале деталей, обусловленное контактом частиц и молекул материала.
При этом также расходуется работа внешних сил и выделяется теплота.
У конструкционных металлов внутреннее трение очень мало и
при расчёте металлических деталей его не учитывают. Однако у высокомолекулярных
материалов (резины, пластмасс) внутреннее трение почти на два порядка выше,
поэтому оно должно учитываться при их расчёте. Внутреннее трение в материале
деталей используется, в основном, для снижения шумов и вибрации путём замены
металлических деталей пластмассовыми и композитными, где велико трение между
частицами структуры материала.
В процессе эксплуатации механизма, машины или прибора неизбежно происходит изнашивание элементов его кинематических пар – разрушение и отделение материала с поверхности с постепенным изменением размеров и формы. Это снижает прочность деталей и точность механизма, что особенно важно для мехатронных модулей и систем, кроме того, повышаются нагрузки, растёт вибрация и шум вследствие зазоров в кинематических парах. В дельнейшем изнашивание может привести к поломке деталей и выходу машины из строя. Количественная оценка результата изнашивания – износ, определяемый в установленных единицах.
Износ − результат изнашивания, выраженный в единицах длины, объёма или массы.
Допустимый износ не нарушает работоспособность детали.
Предельный износ соответствует предельному состоянию изделия, когда дальнейшая его эксплуатация невозможна.
При трении со смазочным материалом, когда его толщина между деталями больше высоты неровностей − износ очень незначителен.
Износостойкость − свойство материала сопротивляться изнашиванию. Здесь имеют значение твёрдость материала, режим работы, внешние условия, конструкция узла трения. Для повышения износостойкости применяют цементацию, азотирование, гальванические покрытия деталей, поверхностную закалку газовым пламенем, высокочастотную закалку, пластическое деформирование (обкатывание, раскатывание, прошивание, калибрование). Ремонт упрощается и удешевляется, если изношенная деталь проста и легко заменяется без разборки всей машины. Иногда более выгодна не замена, а ремонт изношенной детали путём наращивания изношенной поверхности наплавкой или напылением.
В последнее время всё чаще применяют материалы на основе полимеров, способных работать без смазки за счёт отделения длинных молекул, похожих по своим свойствам на смазочные материалы; углеграфитных и металлокерамических материалов, первые из которых выделяют в качестве смазки мягкие угольные частицы, а вторые обладают чрезвычайно высокой твёрдостью.
Изнашивание деталей можно уменьшить следующими конструктивными, технологическими и эксплуатационными мерами:
- создать при проектировании деталей условия, гарантирующие трение со смазочным материалом;
- выбрать соответствующие материалы для сопряженной пары;
- соблюдать технологические требования при изготовлении деталей;
- наносить на детали покрытия;
- соблюдать режимы смазывания и защиты трущихся поверхностей от абразивных частиц (применение уплотняющих устройств).
Изучение проблем изнашивания приобретает первостепенное значение при проектировании механических и мехатронных систем.
В зависимости от характера происходящих процессов различают следующие виды изнашивания:
- механическое − является результатом механических процессов — срезание и пластическое деформирование микронеровностей (шероховатостей), повреждение поверхностей абразивными частицами, повреждение в результате усталостных трещин;
- абразивное − результат режущего и царапающего действия твёрдых частиц, находящихся в зоне контакта деталей. Распространенный вид повреждения поверхностей транспортных, сельскохозяйственных, горных и других машин, работающих в технологических средах, содержащих абразивные частицы. Абразивное изнашивание является результатом срезания и пластического деформирования микронеровностей твердыми посторонними частицами при относительном перемещении сопряженных поверхностей. Отделение частиц при изнашивании происходит при однократном или многократном воздействии абразивного тела. В результате изнашивание идет в форме процесса микрорезания, либо в виде усталостного повреждения.
Абразивное изнашивание и пластическое деформирование в зоне сопряжения деталей предотвращается по возможности: точным определением действующих нагрузок; учетом свойств материала, влияния погрешностей и деформаций на распределение давлений в зоне контакта; защита зон трения от попадания частиц абразива специальными уплотнениями; защита зон трения от продуктов изнашивания (при жидкой смазке) – очистка смазки специальными фильтрами; повышение поверхностной твердости материалов деталей (закалка, направление порошков карбида и т. д.).
- эрозионное − результат воздействия потоков жидкости и газа;
- гидроэрозионное (газоэрозионное) – результат воздействия жидкости (газа);
- гидроабразивное (газоабразивное) – результат воздействии твёрдых частиц, взвешенных в жидкости (газе);
- коррозионно-механическое − наблюдается в машинах и аппаратах, в которых трущиеся детали вступают в химическое взаимодействие со средой. Поверхность трения таких деталей разрушается под действием двух одновременно протекающих процессов: коррозии и механического изнашивания.
При вибрациях в условиях контакта металла с воздухом коррозийно-механическое изнашивание протекает в форме °С (от английского fret – подтачивать). В результате небольших циклических относительных перемещений деталей разрушаются тонкие окисленные поверхностные слои металла, которые не удаляются из зоны трения и превращаются в абразивный черный порошок. Поскольку процесс окисления на воздухе непрерывен, то разрушение носит прогрессирующий характер.
- усталостное – проявляется в отслаивании отдельных частиц металла с увеличением числа циклов нагружений и проявляется в наибольшей мере на отстающей поверхности (ножка зуба в зубчатой передаче, дорожка качения внутреннего кольца подшипника качения) и представляет значительную опасность при поверхностном упрочнении (азотирование, цементация и др.), поскольку в результате развития трещин под упрочненным слоем с поверхности трения отделяются крупные частицы металла. Для предотвращения усталостного выкрашивания проводится расчет с целью оценки величины контактных напряжений (оценка контактной прочности).
- кавитационное − гидроэрозионное при движении тела в жидкости, когда пузырьки газа захлопываются вблизи поверхности с местным повышением давления и температуры;
- молекулярно-механическое изнашивание проявляется при разрушении защитных пленок на контактирующих поверхностях, что вызывает действие сил молекулярного сцепления в зоне контакта их микронеровностей (явление схватывания), следствием чего является процесс возникновения и развития повреждений поверхностей трения — заедание.
- при заедании – преимущественно наблюдается при высоких скоростях и давлениях с выдавливанием разъедающей трущиеся поверхности масляной пленки. В результате тепло не успевает отводиться, и происходит схватывание (сварка) частиц металла контактирующих поверхностей с дальнейшим отрывом их от более мягкой поверхности и прочным соединением с более твердой. Образовавшиеся неровности царапают рабочие поверхности деталей с более мягкой поверхностью, что приводит к выходу их из строя. Опасной формой заедания является задир — повреждение зоны контакта при высокой твердости контактирующих поверхностей в виде борозд глубиной до 100–200 мкм в направлении вектора скорости относительного движения. Уменьшение схватывания имеет место для поверхностей трения при большой разнице их твердости (стальной червяк и бронзовый венец червячного колеса, стальная шейка вала и бронзовые или латунные втулки в подшипниках скольжения), а также при применении смазок с антизадирными присадками, уменьшением скорости скольжения и контактных напряжений. Одним из критериев оценки возможности проявления заедания является температура в зоне контакта, сравниваемая с допускаемой.
- окислительное – аналогично коррозионно-механическому, но под основным влиянием химических реакций с кислородом или окисляющей средой (узлы пищевого, нефтехимического оборудования);
- фреттинг-коррозия − при малых относительных колебательных контактирующих поверхностей. Этот вид изнашивания, нарушающий прочность соединения, характерен для заклепочных, шпоночных и шлицевых соединений, соединений с натягом, зубчатых муфт, рессор. Для защиты от фреттинг-коррозии используют различные методы поверхностного упрочнения зон контакта, наносят мягкие гальванические покрытия, напыляют тефлоновые и резиновые пленки.
- электроэрозионное − в результате воздействия разрядов при прохождении электрического тока.
В обычных условиях сочетаются разные виды изнашивания, что очень затрудняет анализ условий работы машин. При назначении сроков службы кинематических пар принимают во внимание опыт эксплуатации машин в разных условиях.
При трении и изнашивании наблюдаются некоторые явления:
- схватывание – местное соединение твёрдых тел под действием молекулярных сил;
- выкрашивание − отделение частиц материала при усталостном изнашивании с образованием ямок на поверхности трения (особенно часто у высших кинематических пар);
- заедание − результат схватывания, глубинного вырывания материала, переноса его с одной детали на другую
- приработка – изменение геометрии и свойств поверхностей в начальный период, при постоянных внешних условиях с уменьшением силы трения, температуры и интенсивности изнашивания.
При скольжении перед микронеровностью возникает лобовой валик деформируемого материала (рис.17, а), который находится под воздействием сжимающих напряжений. За микронеровностью вследствие сил трения материал растягивается. Следовательно, материал микронеровностей испытывает знакопеременное нагружение, которое приводит к отделению частиц материала.

Рис. 17.
Физическая модель изнашивания поверхности
Материал разрушается не сразу, а после некоторого числа циклов работы nц.
Обычно изнашивание проходит две стадии (рис. 17, б):
1. Приработка поверхностей трения;
2. Нормальный эксплуатационный износ, не превышающий допустимый.
На первой стадии исходный технологический микрорельеф, полученный при изготовлении (высота неровностей обычно до 100...200 мкм), превращается в некий рельеф с меньшей шероховатостью (0,05...0,1 мкм), которая в дальнейшем, на второй стадии существенно не меняется.
Для уменьшения времени приработки следует назначать при изготовлении детали такой вид обработки поверхности, которая ближе всего к равновесной шероховатости.
Наконец, рано или поздно, наступает предельный износ, соответствующий предельному состоянию детали. При этом речь идёт уже не о полировке микронеровностей, а о катастрофическом изменении размеров и формы детали, приводящему к предельному состоянию, когда дальнейшая эксплуатация невозможна.
Большое число факторов, влияющих на изнашивание, затрудняет создание обоснованных методов расчета износостойкости деталей машин. Приближенно сопротивление изнашиванию оценивают, в частности, сопоставлением расчетных давлений с допускаемыми значениями, установленными на основе опыта эксплуатации конструкции. Более точные расчеты производятся по формулам, предложенным Ю.Н. Дроздовым.
Инженерные расчёты по износу кинематических пар выполняют по интегральным характеристикам: скорости и интенсивности изнашивания.
Скорость изнашивания – отношение износа ко времени, за которое он возник
![]()
Интенсивность изнашивания – отношение износа к пробегу, наработке или объёму выполненной работы. Различают износ линейный Иh, массовый Иm и объёмный Иv. Отношение износа к пути трения LТ, на котором произошёл этот износ, характеризует интенсивность изнашивания, соответственно:
- линейную Ih = Иh/LТ (мкм/км);
- массовую Im = Иm/LТ (г/км);
- объёмную Iv = Иv /LТ (мм3/км).
Линейная интенсивность изнашивания изменяется в широких пределах 10−3...10−13. Конкретные значения для разных условий получают экспериментально.
Отношение объёма изношенного материала к работе сил трения FT называют энергетической интенсивностью изнашивания.
Расчеты деталей
на износ заключается либо в определении условий, обеспечивающих их жидкостное
трение, либо в определении достаточной долговечности их путем назначения для
трущихся поверхностей давлений ![]() не более допускаемых [p]
не более допускаемых [p]
p≤[p].
Изношенные поверхности имеют различный вид, который указывает инженеру-эксплуатационнику на тот или иной вид изнашивания:
- абразивное − царапины, канавки, полосы;
- усталостное − трещины, выкрашивание;
- адгезионное − чешуйки, выступы, выкрашивание;
- коррозионно-механическое − плёнки, частицы, продукты реакций.
Расчёт износа деталей машин при упругом, пластическом контакте и микрорезании поверхностей трения должен учитывать давление на поверхности трения, относительную скорость и время работы узла.
Общие задачи создания долговечных узлов трения
Разработка конструкции различных узлов трения вначале шла независимо от развития науки. В современных условиях одновременное развитие фундаментальных наук, технических дисциплин и трибологии позволило на практике создавать узлы трения высочайшего качества, работающие не только в обычных транспортных, технологических и других машинах, но и в экстремальных режимах, при высоких и низких температурах, в вакууме, при радиации, в химически агрессивных средах на земле и в космических условиях.
Однако и сегодня решения многих проблем создания оптимальных по характеристикам узлов трения и научные достижения в этой области далеки от совершенства так же, как узлы трения, созданные инженерами, далеки по совершенству от творений природы.
Проблема обеспечения высокой работоспособности узлов трения охватывает системную группу задач, каждый элемент которой должен получить оптимальное разрешение. Основные требования к конструкции узлов трения изложены в литературе.
Круг основных действий конструктора при создании узлов трения и смазки показан на схеме (рис.18).
Приведенная схема по-разному реализуется в структурах конструкторских подразделений. На крупных предприятиях существует разделение служб, разрабатывающих новые изделия и сопровождающих выпуск изделий, переданных в серийное производство. Например, разработку новых моделей автомобилей ВАЗ осуществляет департамент развития, включающий в себя научный центр, систему лабораторий, опытных производств, испытательных баз (включая треки и полигоны дорожных испытаний), аэродинамическую трубу и другие подразделения, имеющие необходимые средства для разработки, исследования, испытания и доводки узлов трения.
|
|
Определение назначения узла трения Разработка технического задания на проектирование |
|
||||||||||||||||||||||||||||||
|
|
|
|||||||||||||||||||||||||||||||
|
|
Разработка конструкции узла. Использование прототипов и аналогов |
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
Обеспечение кинематических характеристик |
|
|
Обеспечение прогноза работоспособности |
|
|
Обеспечение температурной устойчивости |
|
|
Обеспечение динамической устойчивости |
|
|
Обеспечение экологических требований |
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||
|
Выбор конструкционных характеристик |
|
Выбор смазочных материалов и проектирование системы смазки |
|
Выбор технологических методов изготовления и сборки |
|
Организация узловых, стендовых и эксплуатационных испытаний |
||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||
|
|
Разработка системы обеспечения качества согласно ISO - 9000 |
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|||||||||||||||||||||||||||||
|
|
Разработка технологии ремонта и реновации |
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|||||||||||||||||||||||||||||
|
|
Решение вопросов утилизации отработанных узлов трения и смазки |
|
||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||
|
Рис. 18. Общая схема основных элементов
создания конструкции, узлов трения и смазки |
||||||||||||||||||||||||||||||||
В серийном производстве, кроме служб технического контроля, также имеются лаборатории и другие службы, входящие в схему обеспечения качества и надежности.
Ресурсные характеристики узлов трения регламентированы в нашей стране классами износостойкости (табл. 3). Значения износостойкости ν колеблются в широких пределах: 103-1013.
В табл. 4 представлены данные о классах износостойкости ряда узлов трения автомобилей.
Приведем
пример вычисления линейного износа в конце эксплуатационного срока в парах
трения «коренной подшипник-вкладыш» и «поршень-цилиндр». При путевом ресурсе в
Для пары
«поршень-цилиндр» при эксцентриситете коленвала
|
Таблица 3. Классы износостойкости |
||||
|
Класс |
U |
Класс |
U |
|
|
3 |
103-104 |
8 |
108-109 |
|
|
4 |
104-105 |
9 |
109-1010 |
|
|
5 |
105-106 |
10 |
1010-1011 |
|
|
6 |
106-107 |
11 |
1011-1012 |
|
|
7 |
107-108 |
12 |
1012-1013 |
|
|
|
||||
|
|
||||
|
Таблица 4. Износостойкость некоторых узлов трения |
||||
|
Узел трения |
Класс |
|||
|
Цилиндро-поршневая группа |
11-12 |
|||
|
Колодочный тормоз |
6-7 |
|||
|
Дисковый тормоз |
6-10 |
|||
|
Подшипники скольжения коренные, латунные |
11-12 |
|||
|
Зубчатые передачи |
5-8 |
|||
При создании узлов трения решается ряд характерных триботехнических задач, на которые необходимо обращать особое внимание.
Выбор типа подшипников является одним из основных вопросов конструирования узлов трения.
В качестве критерия предварительного выбора типа подшипников используют показатель - произведение скорости вращения n (c-1) и нагрузки Р (H), действующей на узел трения. В зависимости от величины этого произведения выбирают тип подшипника.
Общий диапазон реальных значений n∙P составляет 10-2-107 Н∙с-1.
Для удобства и быстроты решений на основе практики конструкторской работы созданы номограммы, по которым предварительно выбирают тип подшипника, - для радиальных (рис. 19) и для осевых упорных (рис. 20).
Номограммы ориентируют на выбор типов подшипников: скольжения и качения: скольжения без смазки, гидродинамических, гидростатических, пористых, из самосмазывающихся материалов и др.
Пример. Средняя номинальная скорость вращения n коленчатого вала - 2000 об/мин или 33,3 с-1.
Расчетная нагрузка P на коренной подшипник - 3000 Н.
Диаметр вала -
|
Рис.19. Области применения различных
типов радиальных подшипников |
|
|
|
|
|
Рис. 20. Области применения различных
типов упорных подшипников |
|
По номограмме для нашего примера (см. рис. 19) находим пересечение трех характеристик: Р (Н), n (мин-1) и n (с-1). Оно указывает, что рассматриваемый случай относится к области применения подшипников скольжения.
При окончательном выборе типа подшипников тщательно изучают прототипы проектируемых узлов трения, опыт их эксплуатации и особенности конструкции. После выбора базовой схемы ее дорабатывают по условиям технического задания.
В целом конструкторы придерживаются ряда общих правил отработки узлов трения. Так, одним из общих правил проектирования узлов трения-скольжения является правило выбора материалов пары и структуры. Оно содержит, в свою очередь, правило выбора твердости и правило различия структуры.
Правило
несовпадения твердости шипа и подшипника
Для благоприятного сочетания материал одной детали должен быть тверже другой. Принято, обычно, шип валов изготавливать из термообработанных конструкционных сталей, нередко с покрытием (например, твердый хром), имеющих высокую твердость HRC = 40...60. Втулки или вкладыши подшипника изготавливают из сплавов цветных металлов (бронза, латунь, баббит и др.) с низкой твердостью (НВ = 20...30 - для баббитов, НВ = 40...120 - для бронз, латуней и других металлических материалов).
Это правило учитывает практический опыт, заключающийся в том, что в такой паре поверхность шипа практически не изнашивается, поскольку является высокопрочной и твердой, касательные деформации от трения для нее не опасны, а поверхность втулки (вкладыша) пластична. Она не боится пластической деформации, поскольку легко ее реализует. Кроме того, в пластичных металлах непрерывно работает механизм релаксации, "залечивающий" возникающие повреждения.
Пары, у которых вал имеет большую твердость (Нвала > Н подш)), называют прямыми, а пары при Нвала< Нподш. - обратными.
Правило
максимального различия размеров структурных составляющих материала
В прямой паре
«стальной шип – бронзовая втулка», структурные элементы стали (блоки мозаики)
имеют размеры в долях микрометра (10-
При подобном подборе разнородность свойств и размеров структурных составляющих предотвращает или снижает действие главного бича подшипников скольжения - схватывания и задиров.
Правило
снижения концентрации контактных напряжений
Деформация узлов трения под нагрузкой при действии рабочих температур, неточности формы, размеров и относительного расположения всегда создают концентрацию контактных напряжений на зубьях шестерен (рис.21), на шипах и втулках подшипников скольжения, качения, прямолинейных направляющих и т.п.
Расчетными методами и проверкой при испытаниях выбирают конструктивные решения для достижения условия σ→min.
Принципиально для этого имеются два пути: путь повышения точности и жесткости или путь применения задаваемой податливости узла.
На рис. 22 приведено решение, когда введение дополнительной опоры 3 снизило деформацию зубчатого колеса под нагрузкой, тем самым уменьшилась концентрация напряжений в пятне контакта шипа, подшипника и на зубьях шестерни.
Пример применения плавающей опоры (подшипник 2) иллюстрирует способ компенсации тепловой деформации (вал нагревается больше, чем корпус), (рис. 23). Возможны другие конструктивные решения по уменьшению влияния тепловых деформаций.
Например, устройство тепловой дамбы на поршне (рис. 24). В форсированных двигателях внутреннего сгорания и неохлаждаемых поршнях основным проводником теплоты являются поршневые кольца. В таких двигателях два верхних поршневых кольца могут перегреваться.

а) б)

в) г)
д)
Рис. 21. Схемы деформации валов (а, б), перекоса зубьев шестерен и
образования
концентрации нагрузки q по ширине зуба (в, г, д)

а)
б)
Рис. 22. Консольное (а) и неконсольное (б)
расположение конического колеса, снижающее
деформацию вала и неравномерность нагрузки (∆1,
∆2
- перемещения вала соответственно на опорах 1 и 2)
Канавка или вставка обеспечивают большую равномерность нагрева верхнего и нижнего колец.
В двигателях легковых и грузовых автомобилей используют поршни из алюминиевых сплавов с жесткой головкой и разрезными цилиндрическими или овальными юбками (рис. 25). Головка поршня двумя длинными прорезями отделена от юбки, а последняя на одной из боковых сторон имеет косой разрез по всей длине. Такая конструкция придает юбке поршня упругость и способность деформироваться независимо от его головки. Это позволяет при ходовой посадке поршня избежать заедания при перегревах. Указанные прорези, кроме того, облегчают отвод в картер масла, снимаемого со стенок цилиндра маслосбрасывающими кольцами поршня при его прямом ходе. Поперечные прорези уменьшают отвод теплоты от головки поршня к его юбке и улучшают условия смазывания. Косой продольный паз предупреждает образование гребня в верхней части зеркала цилиндра, вызываемое износом. Продольные Т- и П-образные пазы юбки поршня не доводятся до нижнего ее обреза. Во избежание заедания неразрезанного нижнего пояса юбку поршня выполняют эллипсоидальной, с меньшей осью в направлении оси поршневого пальца. По большей оси эллипса холодный поршень образует с цилиндром посадку с зазором, при нагреве его юбка расширяется в направлении оси поршневого кольца.
Проведем еще два примера реализации правила снижения контактных напряжений конструктивными методами.
|
Рис. 23. Опорный узел с
шарикоподшипниками: 1 - закрепленная опора; 2 - плавающая опора |
|
а)
б) |
||
|
|
Рис.24. Тепловые дамбы поршней: а - в виде прорези; б - в виде аустенитной проставки (в алюминиевом поршне) |
|||
|
а)
б) в) |
|
|||
|
Рис. 25. Цельноалюминиевые
поршни: а - с цилиндрической разрезной юбкой; б -
с овальной юбкой и Т-образным разрезом; в - с овальной
юбкой и П-образным разрезом |
|
|||
|
|
|
|
||
|
Рис.26. Разгрузочная канавка 1 на
торцевой поверхности подпятника шестеренного
насоса: А – полость всасывания; Б – полость нагнетания |
Рис. 27. Роликовая опора для разгрузки направляющих: 1 - стол; 2 - основание; 3 - ролик; 4 -
станина станка; 5 - разгружающая пружина |
|
||




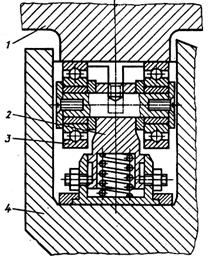
Гидроразгрузка. На рис. 26 приведен пример разгрузки подпятника шестеренного насоса путем устройства разгрузочной канавки 1, соединяющей замкнутую полость с камерой нагнетания.
Механическая разгрузка. На рис. 27 приведен пример разгрузки прямолинейной роликовой направляющей. Величина разгрузки определяется заданной характеристикой пружины.
Преодоление сил трения и уменьшения изнашивания, прежде всего, связано с применением смазки. В современных машинах трение без смазки практически исключено. Конструкторские задачи организации смазки сводятся к определению и выбору типа смазочного материала (масло, пластичная смазка, твердая смазка), способа доставки смазочного материала в зону трения, устройства маслосистемы (включая очистку, термостабилизацию, насосное хозяйство, трубопроводы, форсунки для адресной подачи масла или при смазывании "масляным туманом" и суфлеры для отсоса масла на выходе из рабочей зоны).
В подшипниках качения применяют закладную смазку, рассчитанную либо на весь ресурс работы подшипника, либо на периодическую замену, как это принято при эксплуатации электродвигателей.
Важной конструкторской задачей для подшипников скольжения является устройство масляных канавок и карманов на поверхности трения. Одно из решений приведено на рис.28.
Рис.28. Пример исполнения канавки на вкладыше подшипника скольжения
Далее будет показано благотворное воздействие на преодоление "масляного голодания" регулярных рельефов различной гравюры, тип которой выбирается исходя из особенностей работы подшипника. Так, в подшипниках гидродинамического типа устройство сетки канавок противопоказано, так как они приводят к снижению давления в смазочном клине. Здесь эффективна система не связанных между собой углублений, содержащих "резервную" смазку. Однако все решения по конструкции узлов трения принимаются после тщательных расчетов, а критерием эффективности принятых решений являются положительные результаты испытаний.
В области механики трения получает развитие явление избирательного переноса, позволяющее создавать практически безызносные трущиеся пары с малым коэффициентом трения и высоким КПД.
Избирательный
перенос – физико-химический процесс, происходящий в среде поверхностей
трения и смазки, в результате которого на поверхности трения образуется
защитная металлическая пленка. Эта пленка обладает особой структурой и резко
снижает характеристики трения и износа.
Образование
металлической защитной пленки может происходить за счет материала,
содержащегося в смазке и самих трущихся парах. Например, в паре сталь+медь или ее сплавы (бронза, латунь) пленкообразующим
материалом будет медь. Пленкообразующей присадкой смазки для пары сталь+сталь или чугун может быть,
например, медный порошок, добавляемый в смазку ЦИА-ТИМ-201.
Избирательный
перенос обладает свойством автокомпенсации износа, т. е. защитная пленка хотя и
изнашивается (сравнительно мало), но непрерывно восстанавливается. Достижения в
области избирательного переноса получили применение в первую очередь в узлах
трения, работающих в экстремальных условиях – в вакууме на космических
аппаратах, в агрессивных средах химической промышленности и др. Массового
применения в машиностроении они пока не получили. Во всех случаях поверхности
трения необходимо защищать от загрязнения. При загрязнении все рассмотренные
методы защиты от износа становятся малоэффективными.
На
современном этапе расчеты на изнашивание отстают от расчетов по другим
критериям (прочности, жесткости, виброустойчивости и
теплостойкости). Это объясняется тем, что изнашивание является более сложным
процессом. Оно зависит от многих факторов, в том числе мало определенных,
например таких, как окружающая среда, качество и своевременность обслуживания
узлов трения и пр. Для исключения случайного фактора в системе смазки применяют
автоматические смазочные системы, которые обслуживают машины по заданной
программе без участия человека.
Мощность машин и её преобразование в механизмах
Человечество до сих пор ещё не научилось создавать энергию. Вся энергия, используемая даже самыми передовыми цивилизациями (Сша, Япония) добыта всего лишь примитивным грабежом у природы. В этом смысле современный человек не продвинулся качественно дальше дикаря с охапкой веток для костра.
Вся, так называемая "энергетика", а также все машины, механизмы, вся низкая и высокая технология − заняты всего лишь переработкой, преобразованием и, главное, тратой энергии, созданной природой (излучение солнца, ядерная энергия, ископаемые энергоносители, кинетическая энергия ветра и воды).
Ошибкой было бы думать, что какой-либо механизм в принципе способен производить, увеличивать или хотя бы сохранять энергию.
Поскольку люди и их машины существуют в режиме реального времени, то более практичной и наглядной величиной является мощность − производная от совершаемой работы по времени, которую можно фактически назвать "скоростью совершения работы" или "скоростью преобразования энергии". Мощность (исчисляемая в лошадиных силах или ваттах) является главнейшей характеристикой всех машин, от старинных паровых котлов до сложнейших мехатронных систем. В плане законов физики, законов сохранения, понятия мощности и энергии могут считаться практически синонимами. Когда теряется энергия, снижается и мощность.
Мощность, однако, не является параметром, её невозможно измерить непосредственно. В философии есть понятия "сущность" и "явление". Так вот, мощность это сущность процессов движения машин, а является она нам в виде силы и скорости, или в виде вращающего момента и угловой скорости. Эти параметры (сила F, момент M, скорость V или угловая скорость ω) поддаются измерению, а соответственно может быть вычислена и мощность N.
В несложных формулах (математических моделях) мощности при поступательном движении N=F∙V и при вращательном движении N=M∙ω видно, что сомножители могут изменяться в разные стороны, а произведение оставаться тем же. Так одна и та же мощность может быть реализована либо высокой скоростью и малой силой (высокоскоростные машины и механизмы), либо большой силой на малых скоростях (тихоходные высоконагруженные машины и механизмы).
Механическая мощность передаётся механизмами от двигателя (входного звена) к потребителю (выходному звену) и на этом пути может только убывать за счёт потерь на трение главным образом в кинематических парах, а также контакте деталей с окружающей средой (смазка, воздух и т.п.). Потери на трение в механизмах учитываются коэффициентом полезного действия (КПД), который показывает, сколько процентов составляет полезная мощность (полученная потребителем через выходное звено) от затраченной мощности (полученной входным звеном от двигателя). КПД фактически учитывает все потери на трение.
Так,
мощность, доходящая до выходного звена и получаемая потребителем будет равна ![]() ,
,
где Nдв − мощность, развиваемая двигателем на
входном звене;
![]() −
коэффициент полезного действия всего механизма.
−
коэффициент полезного действия всего механизма.
В
многоступенчатых механизмах с многозвенными кинематическими цепями с последовательным соединением (рис.29) общие
потери учитываются произведением КПД всех η
ступеней кинематической цепи.

Рис.29. Механизм с последовательным соединением звеньев
Так, для многоступенчатого механизма мощность
на i-м звене кинематической цепи Ni=Nдв∙η1∙η2∙…∙ηi-1, а мощность на выходном звене Nвых=Nдв∙η1∙η2∙…∙ηi∙…∙ηn, где η1, η2, η3,.... η4 − соответственно КПД 1-й, 2-й, 3-й и т.д. всех ступеней механизма.
В многоступенчатых механизмах параллельной структуры
(рис.30) конструктором назначается распределение мощностей
Рис.30. Распределение мощности при параллельном соединении механизмов
![]()
где βi долевые коэффициенты распределения мощности, которое подчиняются условию β1+β2+…+βi+…+βn=1.
Учитывая, что
Nвых= Nвых1+ Nвых2+ ... +
Nвыхi+ ... +
Nвыхn, КПД такой схемы вычислим как
![]()
В частном случае, если мощность от двигателя
распределяется по механизмам поровну и их КПД равны, то η=ηi/n, где n − число параллельно соединённых механизмов.
Скорости и угловые скорости звеньев в каждой кинематической паре жёстко регламентированы кинематикой механизма. Они вычисляются по формулам кинематики для каждого конкретного вида кинематической пары, как это делается в кинематическом анализе механизма.
Получив из кинематического анализа линейные и угловые скорости всех звеньев механизма, а также подсчитав мощности, передаваемые звеньями, нетрудно вычислить силы (поступательное движение) и вращающие моменты (вращательное движение) на всех звеньях механизма
![]()
Зная эти свойства преобразования мощности, частоты вращения и вращающего момента в механизме, можно оценить распределение нагрузок по звеньям и тем самым получить предварительные исходные данные для расчёта на прочность деталей машины.
Вопросы для самопроверки
- Каковы место и роль машин в современном обществе ?
- По характеру рабочего процесса и назначению, к какому классу можно отнести такие машины, как компрессор,
электродвигатель, пресс ?
- Какие учебные дисциплины непосредственно служат базой для курса "Детали машин и основы конструирования" ?
- Какие различие между механизмом и машиной?
- На какие классы делятся машины в зависимости от их функционального назначения?
- Дайте определение основным видам изделий машиностроения.
- Что следует понимать под деталью машины? Какие детали называют общего назначения?
- Что такое деталь, узел, агрегат (блок), комплект, машина , комплекс?
- Какие основные требования предъявляют к машинам и их деталям?
- Каково различие между механизмом и машиной?
- В чем различия между передаточным, исполнительным и рабочим органами машины?
- Что следует понимать под деталью машины? Какие детали относят к деталям общего назначения?
- Какие детали машин общего назначения вы знаете?
- Что предусматривает творческий процесс проектирования?
- Какая разница между прочностью и жесткостью деталей?
- Какие основные требования предъявляют к машинам и их деталям?
- Назовите общие требования к машинам, сборочным единицам и деталям.
- В чем суть понятия «экономическая эффективность»?
- Какие решения обеспечивает технологичность конструкции?
- Как влияет выбор материала и способ получения заготовки на экономичность машины?
- В каких случаях конструктор должен думать о категориях «красота» и «удобство»? Поясните это на примере знакомой вам техники.
- В чем суть категории «композиция»?
- Как вы понимаете принцип «золотое сечение»?
- В чем суть эргономики при конструировании машин?
- Дайте определение основным критериям надежности машин.
- Какие виды изнашивания деталей машин существуют и как их предотвратить?
- В каких случаях категория «виброустойчивость» имеет особо важное значение?
- Раскройте понятие «триботехника».
- Какими способами решаются проблемы триботехнических задач всовершенном машиностроении?
- Что следует понимать под надежностью машин и их деталей? Какими свойствами, состояниями и событиями характеризуется надежность? Каково различие между ресурсом и сроком службы? По каким показателям оценивают надежность?
- Дайте определение категории «надежность».
- Раскройте суть главнейшего критерия надежности
- Какие критерии обеспечивают безотказное функционирование машин?
- Каковы основные критерии работоспособности и расчета деталей машин?
- Критерии работоспособности — перечислите и приведите примеры конструкций, где тот или иной критерий является главным?
- Объясните понятие номинальной и расчетной нагрузки?
- Конструкционные материалы — факторы, которые учитывают при выборе материала?
- Объясните понятие надежности? Способы повышения надежности?
- Какими методами осуществляется оптимизация конструкций? Приведите примеры?
- Каково различие между проектировочным и проверочным расчетами?
- Что такое работоспособность, прочность, жесткость, износо-тепло-вибро-коррозионная устойчивость, стойкость к старению?
- В чём заключается разница между проектированием и конструированием?
- В чем суть процесса проектирования?
- Какие стадии и какова
последовательность процесса проектирования?
- Дайте определение категории конструирование.
- Назовите основные принципы конструирования.
- Что служит основой конструирования?
- В чем суть принципа «многопоточность передачи энергии»?
- Как Вы понимаете суть термина «оптимальное
проектирование»?
- Что дает в проектной деятельности САПР?
- Как Вы понимаете суть терминов «структурная оптимизация»
и «параметрическая
оптимизация»?
- Какие правила и нормы регламентируются Единой Системой Конструкторской Документации ?
- Кем формулируется и составляется Техническое Задание ?
- Какие документы являются результатом конструирования ?
- Какие группы требований предъявляются к машинам ?
- Каковы основные требования к деталям и машинам ?
- Каковы основные критерии качества деталей и машин ?
- Что такое работоспособность и каковы её критерии ?
- Что такое надёжность и каковы её критерии ?
- Что является главнейшим критерием работоспособности и надёжности ?
- В чём заключается общее условие прочности деталей машин ?
- В чём разница между проектировочным и проверочным расчётами ?
- Что
такое износ? Укажите пути уменьшения изнашивания трущихся деталей?
- Что
произойдет с деталью, если в процессе работы температура будет выше предельно допустимой?
- Приведите
пример ухудшения работы машин при вибрации.
- Каковы основные группы деталей машин общего назначения ?
- Что изучает динамика машин?
- Какие силы действуют в механизмах и машинах?
- Какие виды трения существуют в механизмах и машинах?
- Какова роль смазочного материала при трении деталей?
- Как вычисляют силы трения при скольжении и качении?
- Дайте определение таким понятиям триботехники, как внешнее трение, трение покоя и трение движения? Какие виды изнашивания характерны для трения покоя?
- Каково поведение смазки на трущихся поверхностях деталей машин?
- Каковы функции смазки по снижению и повышению коэффициента трения между сопрягаемыми деталями; где это используется?
- Какова «механика» возникновения питтинга у деталей?
- Какова роль трения поверхностей и смазки в питтинге?
- Для чего используют угол и конус трения?
- Как и почему происходит изнашивание деталей?
- Какие меры применяются для повышения износостойкости?
- Какие существуют виды изнашивания и при каких условиях?
- Какие стадии изнашивания наблюдаются в деталях машин?
- Как количественно оценивается интенсивность изнашивания?
- Как по виду поверхности распознать вид изнашивания?
- Какие машины
относятся к установкам циклического действия?
- Что
характеризует и как определяется продолжительность включения?
- Какие машины
относятся к установкам непрерывного действия?
- Правильно ли учитывается коэффициент внешней динамики при определении мощности электродвигателя в машинах непрерывного действия? Если правильно, то чем это объясняется?
- Пути повышения качественных показателей работоспособности
- Что следует понимать под надежностью машин и их деталей? Какими свойствами характеризуется надежность?
- Что такое стандартизация и унификация в машиностроении?
- Как вычисляют коэффициенты повторяемости и применяемости?
- Какие показатели входят к эксплуатационным требованиям, производственным возможностям, экономическим факторам, механическим и технологическим свойствам?
- Какие из конструкций получаются более жесткими, работающими на сжатие, растяжение, изгиб или кручение? Дайте анализ каждому критерию.
- Почему расчеты по вероятности безотказной работы физически более логичны, чем расчеты по коэффициенту безопасности?
- Каковы стандартные физико-механические характеристики материалов наиболее важных для деталей, работающих на прочность, жесткость, износ, теплостойкость и вибростойкость? Каждому качественному критерию работоспособности ДМ дайте исчерпывающие ответы.
- Из каких элементов геометрических форм преимущественно составляются детали машин и почему?
- Составьте требование по конструированию, согласно технического задания вашему проекту.
- Какие машины относятся к установкам циклического действия?
- Что характеризует и как определяется продолжительность включения?
- Какие машины относятся к установкам непрерывного действия?
- В формуле для определения мощности электродвигателя
механизма подъема крана ![]() в чем измеряется вес груза – G и скорость подъема груза - vгр?
в чем измеряется вес груза – G и скорость подъема груза - vгр?
- Почему в вышеприведенной формуле не учитывается коэффициент внешней динамики?
- Правильно ли учитывается коэффициент внешней динамики при определении мощности электродвигателя в машинах непрерывного действия? Если правильно, то чем это объясняется?
- Устройство, осуществляющее механические движения для преобразования энергии, материалов и информации с целью облегчения физического и умственного труда человека называется…
1) машиной
2) узлом
3) механизмом
4) сборочной единицей
- Машины по назначению условно подразделяют на группы
1) энергетические, рабочие, информационные
2) двигатели, преобразователи, транспортные
3) вычислительные, кибернетические, машины-орудия
4) машинные агрегаты, машины-орудия, машины, состоящие из нескольких агрегатов
- Механизм представляет собой…
1) совокупность звеньев соединенных кинематическими парами
2) кинематическую цепь со стойкой
3) механическую систему для преобразования движения
4) систему тел, преобразующих энергию из одного вида в другой
- Деталью называют изделие, …
1) выполненное из одного материала без применения сборочных операций
2) представляющее собой законченную сборочную единицу, состоящую из деталей, имеющих общее функциональное назначение
3) составные части которого подлежат соединению между собой на предприятии изготовителе сборочными операциями
- Узлом называют изделие,…
1) выполненное из одного материала без применения сборочных операций
2) представляющее собой законченную сборочную единицу, состоящую из деталей, имеющих общее функциональное назначение
3) составные части которого подлежат соединению между собой на предприятии изготовителе сборочными операциями
- Сборочной единицей называют изделие,…
1) выполненное из одного материала без применения сборочных операций
2) представляющее собой законченную сборочную единицу, состоящую из деталей, имеющих общее функциональное назначение
3) составные части которого подлежат соединению между собой на предприятии изготовителе сборочными операциями
- Деталь представляет собой следующее техническое устройство:
1) подшипник
2) муфта
3) редуктор
4) болт
5) турбина
- Главным для большинства деталей является следующий критерий работоспособности и расчета деталей машин:
1) жесткость
2) прочность
3) износостойкость
4) теплостойкость
5) виброустойчивость
- К деталям общего назначения не относится…
1) вал
2) болт
3) шкив
4) поршень
- Установите последовательность стадий проектирования машин
1) техническое задание
2) техническое предложение
3) эскизный проект
4) технический проект
5) разработка рабочей документации
- К основным критериям работоспособности и расчета деталей и узлов относятся…
1) прочность, жесткость, износостойкость, виброустойчивость
2) производительность, надежность, долговечность
3) удобство сборки, разборки и замены
4) технологичность, эстетичность
- При выполнении проектного расчета определяют…
1) размеры детали и выбирают ее материал
2) напряжения в опасных сечениях
3) коэффициенты запаса прочности
- Проверочный расчет на прочность заключается в определении…
1) напряжений или коэффициентов запаса прочности
2) размеров детали в опасных сечениях
3) материала детали
4) внешнего вида и цвета детали
- Расчет деталей, узлов и механизмов начинается с…
1) проектного расчета
2) конструирования
3) проверочного расчета
- При конструировании узла или механизма целесообразно…
1) полностью выполнить все расчеты и затем сконструировать узел или механизм
1) сконструировать узел или механизм, а затем выполнить все расчеты
3) расчеты и конструирование выполнять параллельно
- Какой из перечисленных способов не является исследовательским?
1) теоретический;
2) экспериментальный;
3) аналитический.
- Критериями соответствия выбираемых технических решений не являются…
1) технические показатели;
2) общепринятые критерии сравнения;
3) технологии производств.
- При разработке методики инженерного расчета не выполняются…
1) графики зависимости технических показателей;
2) блок- схемы и программы расчетов;
3) таблицы вероятных отказов.
- К законам теории решения изобретательских задач не относится закон…
1) полноты частей системы;
2) сохранения энергии;
3) согласования ритмики частей;
4) увеличения идеальности системы.
- Объектами промышленной собственности не являются…
1) изобретения;
2) товарные знаки;
3) научные открытия;
4) фирменные наименования.
- Основным признаком изобретения для Франции, Швеции, России не является …
1) новизна;
2) возможность промышленного использования;
3) полезность.
- В основе теоретических исследований лежит использование…
1) общих законов природы;
2) опыта предшествующих поколений;
3) экспериментальных исследований.
- По результатам предварительных исследований выполняется
1) эскизный проект;
2) проект технологического предложения;
3) задание на проектирование;
4) технический проект.
- В проектируемом экспериментальном образце предусматривается возможность…
1) изменения параметров;
2) изменения комплектации;
3) изменения условий эксплуатации.
- Авторское право не распространяется на произведения…
1) науки;
2) литературы;
3) техники;
4) искусства.
- Под патентованием понимается процесс…
1) получения охранных документов;
2) регистрации авторского права;
3) защиты прав в судебных органах.
- Исследование - специально организованная деятельность людей направленная на…
1) изобретательскую работу;
2) совершенствование конструкций машин;
3) раскрытие и познание законов природы.
- К условиям однозначности не относятся
1) геометрические;
2) граничные;
3) физические;
4) математические.
- Математическая модель разрабатываемого объекта отображает
1) алгоритм создания принципиальной схемы;
2) уравнение взаимодействия элементов машин;
3) уравнение неразрывности.
- К основным этапам подготовки эксперимента не относится
1) изготовление экспериментального образца;
2) подбор регистрирующей аппаратуры;
3) разработка методики анализа результатов;
4) расчет технико-экономических показателей.
- Масштабное моделирование при проведении эксперимента является частным случаем…
1) математического моделирования;
2) физического моделирования;
3) геометрического подобия.
- Размах варьирования параметров при определении среднеквадратичного отклонения есть…
1) сумма крайних значений параметров;
2) разность крайних значений параметров;
3) варьирование в пределах диапазона.
- В состав функционально-стоимостного анализа не входит этап…
1) подготовительный;
2) информационный;
3) организационный;
4) внедренческий.
- Не подлежит патентованию …
1) устройство;
2) вещество;
3) финансовое нововведение;
4) способ.
- В мировой практике не существует системы патентования…
1) заявительной;
2) авторской;
3) технической.
- Характеристики полученные при испытаниях бесконечно большого количества образцов при проведении экспериментов называется…
1) генеральными характеристиками;
2) выборкой;
3) синтезом;
4) перебором.
- Международная классификация изобретений насчитывает…
1) 3 уровня;
2) 10 уровней;
3) 5 уровней.
- К ассоциативным методам инженерного творчества относится метод…
1) контрольных вопросов;
2) мозгового штурма;
3) морфологического анализа.
- К внутренним барьерам, мешающим творческому процессу не относится…
1) сила привычки;
2) высокая самокритичность;
3) темперамент характера;
4) узкий практицизм.
- Полный факторный эксперимент может быть описан…
1) уравнениями регрессии;
2) интегральными уравнениями;
3) дифференциальными уравнениями.
- При разработке методики инженерного расчета не выполняются…
1) графики зависимости технических показателей;
2) блок- схемы и программы расчетов;
3) таблицы вероятных отказов.
- К основным этапам подготовки эксперимента не относится
1) изготовление экспериментального образца;
2) подбор регистрирующей аппаратуры;
3) разработка методики анализа результатов;
4) расчет технико-экономических показателей.
- Масштабное моделирование при проведении эксперимента является частным случаем…
1) математического моделирования;
2) физического моделирования;
3) геометрического подобия.
- План проведения экспериментов называется последовательным, если независимые параметры или переменные изменяются…
1) дискретно;
2) монотонно;
3) случайным образом;
4) плавно.
- План проведения эксперимента называется рандомизированным, если независимые параметры или переменные изменяются…
1) дискретно;
2) монотонно;
3) случайным образом;
4) плавно.
- Совокупность параметров, определяющих состояние исследуемой металлургической машины не включает …
1) выходные величины;
2) входные переменные;
3) контролируемые параметры;
4) комплексные параметры.
- В основе теории решения изобретательских задач лежит постулат о
1) о целенаправленных методах развития тех. cистем;
2) о закономерном развитии тех. cистем;
3) о стихийном развитии тех. cистем.
- Прогрессивность новой техники и технологии насчитывает …
1) 3 уровня;
2) 10 уровней;
3) 5 уровней.
- К отдельным методам инженерного творчества не относится метод…
1) контрольных вопросов;
2) мозгового штурма;
3) морфологического анализа.
- В основе теоретических исследований лежит использование…
1) общих законов природы;
2) опыта предшествующих поколений;
3) экспериментальных исследований.
- К условиям однозначности не относятся…
1) геометрические;
2) граничные;
3) физические;
4) математические.
- Определение необходимого количества опытов проводится с целью…
1) получения достоверных результатов;
2) экономии ресурсов;
3) сокращения времени эксперимента;
4) снижения трудоемкости.
- Ограничения совокупности образцов или результатов испытаний называется…
1) генеральными характеристиками;
2) выборкой;
3) синтезом;
4) перебором.
- Творческие способности человека не связаны с…
1) личной мотивацией;
2) темпераментом;
3) образованием;
4) умственными способностями.
-
Укажите детали машин общего назначения
1) Ротор
2) Поршень
3) Патрон токарного станка
4) Клапан
5) Детали общего назначения не перечислены
- Из
перечисленных деталей назовите детали, которые относятся к группе
детали-соединения
1) Муфты
2) Шпонки
3) Заклепки
4) Подшипники
5) Валы
-
Перечислите основные критерии работоспособности деталей общего назначения
1) Прочность
2) Жесткость
3) Долговечность
4) Теплостойкость
5) Виброустойчивость
- Как
называется расчет, определяющий фактические характеристики (параметры) детали
1) Проектировочный расчет
2) Проверочный расчет
-
Определите табличным способом допускаемый коэффициент запаса прочности
(материал детали — высокопрочная сталь)
1) 1,5-2,2
2) 2,0-3,5
3) 1,5-1,7
email: KarimovI@rambler.ru
Адрес: Россия, 450071, г.Уфа, почтовый ящик 21
Теоретическая механика Сопротивление материалов
Строительная механика Детали машин Теория машин и механизмов