Главная
Раздел 5. Разъемные соединения (резьбовые соединения).
Содержание
Классификация крепёжных изделий и их элементов.
Терминология
Общие технические требования и
нормы
Многофункциональность –
характеристика современного крепежа
Классификация резьбовых
соединений
Достоинства и недостатки резьбовых
соединений
Условное изображение резьбы на
чертеже
Технологические элементы
резьбы
Конструкции резьбовых деталей
и применяемые материалы
Конструктивные формы болтов и
винтов
Резьбовое соединение
нестандартными деталями
Резьбовыдавливающие
крепёжные детали
Болты и винты со звездообразным приводом
Гайки и шпильки приклёпываемые
Крепёжные изделия
комбинированные
Изображение на чертежах разъемных
соединений
Стопорение
резьбовых соединений
О дополнительных методах стопорения
Инструмент для завинчивания и
отвинчивания
Зависимость между моментом,
приложенным к гайке, и осевой силой
Распределение осевой нагрузки
по виткам резьбы
Условие самоторможения в резьбе
Выбор стандартных крепежных
изделий
Материалы резьбовых изделий и
допускаемые напряжения
Виды повреждений резьбовых
соединений
Расчет резьбового соединения
на прочность при осевом и поперечном статическом нагружении
Расчет незатянутого болта,
нагруженного внешней растягивающей силой
Расчет затянутого болта,
ненагруженного внешней осевой силой
Расчет затянутого и дополнительно
нагруженного внешней осевой силой болта
Определение податливости
болтов и соединяемых деталей
Болтовое соединение нагружено
силами в плоскости стыка
Расчет одиночных болтов при
эксцентрической нагрузке
Расчет болтов при внецентренно
приложенной силе
Расчет болтов при повышенной
температуре
Резьбовые соединения,
работающие при циклических нагрузках
Конструктивные и
технологические мероприятия, повышающие прочность резьбовых соединений
Расчет болтовых соединений
группой болтов
Технико-экономические преимущества применения прогрессивного крепежа
Требования к качеству крепёжных
изделий и их обеспечение
О
маркетинговых исследованиях в
области крепёжных изделий
Задачи для самостоятельного
решения
Соединения деталей машин
Каждая машина состоит из деталей, число которых зависит от сложности и размеров машины. Так автомобиль содержит около 16 000 деталей (включая двигатель), крупный карусельный станок имеет более 20 000 деталей и т.д.
Чтобы выполнять свои функции в машине детали соединяются между собой определенным образом, образуя подвижные и неподвижные соединения. Например, соединение коленчатого вала двигателя с шатуном, поршня с гильзой цилиндра (подвижные соединения). Соединение штока гидроцилиндра с поршнем, крышки разъемного подшипника с корпусом (неподвижное соединение).
Подвижные соединения определяют кинематику машины, а неподвижные – позволяют расчленить машину на отдельные блоки, элементы, детали.
С точки зрения общности расчетов все соединения делят на две большие группы: неразъемные и разъемные соединения.
Неразъемными называют соединения, которые невозможно разобрать без разрушения или повреждения деталей. К ним относятся заклепочные, сварные, клеевые соединения, а также соединения с гарантированным натягом. Неразъемные соединения осуществляются силами молекулярного сцепления (сварка, пайка, склеивание) или механическими средствами (клепка, вальцевание, прессование).
Разъемными называют соединения, которые можно многократно собирать и разбирать без повреждения деталей. К разъемным относятся резьбовые, шпоночные и шлицевые соединения, штифтовые и клиновые соединения.
По форме сопрягаемых поверхностей соединения делят на плоское, цилиндрическое, коническое, сферическое, винтовое и т.д.
Проектирование соединений является очень ответственной задачей, поскольку большинство разрушений в машинах происходит именно в местах соединений.
К соединениям в зависимости от их назначения предъявляются требования прочности, плотности (герметичности) и жесткости.
При оценке прочности соединения стремятся приблизить его прочность к прочности соединяемых элементов, т.е. стремятся обеспечить равнопрочность конструкции.
Требование плотности является основным для сосудов и аппаратов, работающих под давлением. Уплотнение разъемного соединения достигается за счет:
1) сильного сжатия достаточно качественно обработанных поверхностей;
2) введения прокладок из легко деформируемого материала.
При этом рабочее удельное давление q в плоскости стыка должно лежать в пределах q = (1,5…4)p, p – внутренне давление жидкости в сосуде.
Экспериментальные исследования показали, что жесткость соединения во много раз меньше жесткости соединяемых элементов, а поскольку жесткость системы всегда меньше жесткости наименее жесткого элемента, то именно жесткость соединения определяет жесткость системы.
Выбор типа соединения определяет инженер.
Классификация крепёжных изделий и их элементов.
Терминология
Простейшая классификация крепёжных изделий может проводиться по нескольким направлениям: резьбовые и без резьбы, стержневые и с функциональным отверстием, изделия типа болт с невыпадающей шайбой относят к комбинированным и т.д.
В отдельных стандартах и в разных государствах встречаются отличающиеся друг от друга названия одинаковых деталей. В первую очередь это относится к терминам «болт» и «винт». В настоящем материале использованы определения:
привод - конструктивный элемент крепёжной детали, служащий для передачи крутящего момента;
болт – резьбовая крепёжная деталь с головкой и наружным приводом или конструктивным элементом головки, удерживающим болт от поворота (квадратный подголовок, ус и другие);
винт – резьбовая крепёжная деталь с приводом, расположенным внутри головки или стержня.
Стержневые крепёжные детали состоят из нескольких составных частей.
Конструкции таких широко применяемых изделий, как шпильки, заклёпки (в том числе полупустотелые, пустотелые), пальцы, штифты (в том числе с резьбовой частью), шплинты, многочисленные конструкции шайб и другие – не рассматриваются. Информация о них в достаточной степени имеется в справочниках, больших изменений за последние годы эти конструкции не претерпели.
Общие технические требования и нормы
Всего на крепёжные изделия имеется около 350 государственных стандартов. Из них в машиностроении используют 210 – 220. Ниже приведён перечень нескольких базовых стандартов общего назначения по состоянию на январь 2008 года. Ими следует руководствоваться при производстве и применении крепёжных деталей.
ГОСТ 1759.0-87 Болты, винты, шпильки и гайки. Технические условия.
ГОСТ 1759.1-82 Болты, винты, шпильки, гайки и шурупы. Допуски. Методы контроля размеров и отклонений формы и расположения поверхностей.
ГОСТ 1759.2-82 Болты, винты и шпильки. Дефекты поверхности и методы контроля.
ГОСТ 1759.3-83 Гайки. Дефекты поверхности и методы контроля.
ГОСТ Р 52627-2006 Болты, винты и шпильки. Механические свойства и методы испытаний. Соответствует ИСО 898-1:1999 (взамен ГОСТ 1759.4-87).
ГОСТ Р 52628-2006 Гайки. Механические свойства и методы испытаний. Соответствует ИСО 898—2:1992 и ИСО 898-6:1994 (взамен ГОСТ 1759.5-87).
ГОСТ 17769-83 Изделия крепёжные. Правила приёмки.
ГОСТ 18160-72 Изделия крепёжные. Упаковка. Маркировка. Транспортирование и хранение.
ГОСТ 24670-81 Болты, винты и шурупы. Радиусы под головкой.
ГОСТ 24671-84 Болты, винты, шурупы с шестигранной головкой и гайки шестигранные. Размеры «под ключ».
ГОСТ 27017-86 Изделия крепёжные. Термины и определения (разработан проект ГОСТ Р ИСО 1891-2007).
ГОСТ 27148-86 Изделия крепёжные. Выход резьбы. Сбеги, недорезы и проточки. Размеры.
ГОСТ 9.301-86 Покрытия металлические и неметаллические. Общие требования.
Примечание. Новые стандарты ГОСТ Р 52627 и 52628-2006, заменившие ГОСТ 1759.4 и 1759.5-87 существенных изменений в части механических свойств и методов испытаний не имеют, поэтому приводить изменения необходимости нет.
Международная система стандартов ИСО постепенно становится единой для большинства государств, национальные стандарты приводятся в полное соответствие с международными. В обновлённых стандартах повышены требования к качественным характеристикам крепёжных изделий, выпущены стандарты ИСО на большую группу новых прогрессивных конструкций.
Многофункциональность – характеристика современного крепежа
Прогрессивными называют крепёжные изделия, обладающие дополнительными функциональными свойствами, например, они могут стопориться без дополнительных деталей, сверлить себе отверстие, раскатать в нём резьбу, они обеспечивают снижение трудоёмкости сборки и технического обслуживания, имеют повышенную прочность и т.д.
Рассмотрим функции резьбовых крепёжных изделий.
Основные функции – соединить детали и сборочные единицы, создать усилие затяжки и сохранить его в заданных пределах в период эксплуатации машины. Прогрессивные крепёжные изделия характеризуются дополнительными функциями, которые позволяют решать множество задач за счёт проявления новых свойств. Дополнительные функции можно условно поделить на три группы:
а) конструктивные. Позволяют застопорить соединение, исключить вспомогательные детали, создать оптимальные напряжения на контакте;
б) сборочные. Обеспечивают надежную передачу вращающего момента, затяжку с заданным моментом, попадание в отверстие, перекрытие отверстия, установку в местах с односторонним доступом, не выпадение деталей крепежа при разборке;
в) технологические. Дают возможность во время сборки выдавить или нарезать резьбу в отверстии, очистить резьбу при завинчивании, просверлить отверстие и образовать в нем резьбу, отбортовать отверстие и образовать в нём резьбу, зачистить контактную опорную поверхность, герметизировать соединение и др.
Резьбовые соединения
Резьбовые соединения - разъемные, собираемые с помощью резьбовых крепежных деталей. Основные термины и определения резьб и резьбовых соединений стандартизованы.
Резьба – поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности или совокупность чередующихся выступов и впадин определённого профиля, расположенных по винтовой линии на поверхности тела вращения (обычно цилиндра или конуса).
Применяется
- для устранения возможности перемещения соединяемых деталей;
- для удержания деталей на определенном расстоянии друг от друга;
- для обеспечения плотности стыка соединяемых деталей;
- для осуществления поступательного движения (пресса, домкраты, ходовые винты);
- для получения точных относительных перемещений (регулировочные винты).

Рис.1
Основы образования резьбы
В основе образования резьбы лежит принцип получения
винтовой линии. Винтовая линия – это пространственная кривая, которая может
быть образована точкой, совершающей движение по образующей какой-либо
поверхности вращения, при этом сама образующая совершает вращательное движение
вокруг оси.
Если в качестве поверхности принять цилиндр, то
полученная на его поверхности траектория движения точки называется
цилиндрической винтовой линией. Если движение точки по образующей и вращение
образующей вокруг оси равномерны, то винтовая цилиндрическая линия является
линией постоянного шага. На развертке боковой поверхности цилиндра (рис.2)
такая винтовая линия преобразуется в прямую линию.
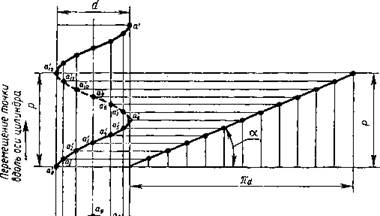

Рис.2
Если на поверхности цилиндра
или конуса прорезать канавку по винтовой линии, то режущая кромка резца образует
винтовую поверхность, характер которой зависит от формы режущей кромки.
Образование винтового выступа можно представить как движение треугольника,
трапеции, квадрата по поверхности цилиндра или конуса так, чтобы все точки
фигуры перемещались по винтовой линии (рис.3).
Цилиндрическая резьба – резьба, образованная на цилиндрической поверхности.
Коническая резьба – резьба, образованная на конической поверхности.
Правая резьба – резьба, образованная контуром, вращающимся по часовой стрелке и перемещающимся вдоль оси в направление от наблюдателя.
Левая резьба – резьба, образованная
контуром, вращающимся против часовой стрелке и перемещающимся вдоль оси в направление
от наблюдателя.
Чаще всего используют правую резьбу. Левую резьбу применяют только в специальных механизмах. Если по поверхности перемещаются одновременно два, три и более плоских профиля, равномерно расположенные по окружности относительно друг друга, то образуются двух- и трехзаходные винты.



Рис.3
В качестве примера образования одно-, двух- и трехзаходной резьбы можно
рассмотреть процесс навивки на цилиндрическую поверхность проволоки
треугольного сечения (витки плотно прилегают друг к другу). Для однозаходной
резьбы (рис.4,а) величина хода винта Рh равна шагу Р. Для
двух- (рис.4,б) и трехзаходных
(рис.4,в) винтов, когда осуществляется одновременная навивка
соответственно двух и трех проволок указанного сечения, величина хода
соответственно равняется 2Р – для двухзаходного винта и ЗР
– для трехзаходного. Наиболее распространена однозаходная резьба. Все крепежные резьбы
однозаходные. Многозаходные резьбы применяются преимущественно в винтовых
механизмах.
Приведенные положения, с некоторыми изменениями и
уточнениями, могут быть отнесены и к конической поверхности.
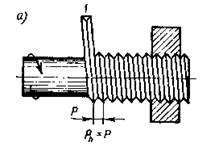

Рис.4
Резьбовые соединения являются наиболее совершенным, а потому массовым видом разъёмных соединений. Применяются в огромном количестве во всех машинах, механизмах, агрегатах и узлах.
Классификация резьбовых соединений
Основные типы резьб,
их сравнительная характеристика и область применения.
Резьбовые (разъемные) соединения выполняют с помощью
резьбовых крепежных деталей — болтов (рис.5), винтов, шпилек, резьбовых муфт,
стяжек и т. п.
Резьбовое соединение – соединение деталей с помощью резьбы, обеспечивающее их относительную неподвижность или заданное перемещение одной детали относительно другой. Конструктивно резьбовые соединения очень разнообразны, но все могут быть отнесены к одному из следующих двух типов:
- резьбовые соединения, осуществляемые непосредственным свинчиванием соединяемых деталей, без использования специальных соединительных деталей;
- резьбовые соединения,
осуществляемые при помощи специальных соединительных деталей: болтов, винтов и
шпилек с гайками и шайбами.
На
рис. 5 деталь 1 — резьба цилиндрическая,
наружная; деталь 2 — резьба цилиндрическая внутренняя.
Наружная резьба – резьба, образованная на наружной, охватываемой поверхности, которая носит название болт или винт.
Внутренняя резьба – резьба, образованная на внутренней,
охватывающей поверхности которая носит название гайка.

Рис. 5. Болт и гайка
Профиль резьбы - это контур сечения витка резьбы в плоскости, проходящей через ось основной поверхности. По форме профиля резьбы бывают: треугольные – метрические; трубные; дюймовые; трапецеидальные; круглые; прямоугольные (см. табл.1)
Таблица
1
|
№ п/п |
Тип резьбы |
Профиль резьбы (некоторые параметры) |
Условное изображение резьбы |
Стандарт
|
Примеры обозначения |
Примеры обозначения резьбового соединения |
|
1 |
Метрическая |
|
|
|
|
|
|
2 |
Метрическая коническая |
|
|
|
|
|
|
3 |
Трубная цилиндрическая |
|
|
|
|
|
|
4 |
Трубная коническая |
|
|
|
|
|
|
5 |
Коническая дюймовая |
|
|
|
|
|
|
6 |
Трапецеидальная |
|
|
|
|
|
|
7 |
Упорная |
|
|
|
|
|
|
8 |
Круглая |
|
|
|
|
|
|
9 |
Прямоугольная |
|
|
|
|
|





















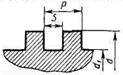

Геометрические параметры резьбы.
Основными параметрами резьбы являются (рис. 6):
d - номинальный
диаметр резьбы (наружный диаметр болта или винта), этот диаметр входит в
обозначение резьбы и во всех документах указывается в миллиметрах, например,
М5, М8, М24 (буква М указывает, что резьба метрическая);
d1 – внутренний
диаметр резьбы гайки – диаметр цилиндра, касающегося вершин гребней резьбы
в гайке (номинальные значения d и d1 одинаковы для винта и гайки, зазоры во впадинах образуются за счет предельных отклонений
размеров диаметров);
d3 - внутренний диаметр резьбы винта
– диаметр цилиндра, касающегося дна впадин между гребнями резьбы;
d2 - средний диаметр резьбы –
диаметр цилиндра, на котором толщина выступов резьбы равна ширине впадин между
ними;
p - шаг
резьбы – расстояние между одноимёнными точками двух соседних гребней
резьбы;
ph - ход
резьбы – расстояние между одноимёнными точками двух соседних гребней
резьбы, принадлежащих одному гребню нарезки;
α - угол
профиля резьбы - угол между ее смежными боковыми сторонами в
плоскости осевого сечения;
ψ - угол
подъёма резьбы - угол подъема развертки винтовой линии по среднему диаметру.
Ось резьбы – прямая, относительно которой происходит винтовое движение плоского контура, образующего резьбу.
Боковые стороны профиля – прямолинейные участки профиля, принадлежащие винтовым поверхностям.
Вершина профиля – участок профиля, соединяющий боковые стороны выступа.
Впадина профиля – участок профиля, соединяющий боковые стороны канавки.
Углы наклона сторон профиля β и γ – угол между боковыми сторонами профиля и перпендикуляром к оси резьбы. Для резьб с симметричным профилем углы наклона сторон равны половине угла профиля α/2.
Рабочая высота профиля Н – высота соприкосновения сторон профиля наружной и внутренней резьб в направлении, перпендикулярном к оси резьбы.
Сбег резьбы – участок неполного профиля в зоне перехода резьбы к гладкой части.
Длина резьбы – длина участка поверхности, на котором образована резьба, включая сбег резьбы и фаску.
Длина резьбы с полным профилем – длина участка на котором резьба имеет полный профиль.
Длина свинчивания – длина соприкосновения винтовых поверхностей наружной и внутренней резьб в осевом направлении.
Между геометрическими параметрами метрической
резьбы нетрудно выявить ряд соотношений. Так ход резьбы
![]()
где z – число заходов резьбы – количество параллельных
гребешков образованных по общей винтовой линии.
Для угла подъёма резьбы получаем
![]()
Из последней формулы следует, что с увеличением числа заходов резьбы
возрастает и угол её подъёма.
Теоретическая высота гребней метрической резьбы (как высота равностороннего
треугольника) составляет
![]()
Внутренний диаметр резьбы в гайке
![]()
Для нормальных (с крупными шагами) метрических резьб,
диаметры которых лежат в интервале 2≤d≤68 мм, с достаточной для практики точностью (не
хуже 1,8%) этот диаметр можно вычислить по эмпирической формуле
![]()

Рис.6. Профили резьб: а — метрическая; б — дюймовая; в —
трубная цилиндрическая;
г — метрическая
коническая; д — трубная коническая; е — круглая; ж —
прямоугольная;
з — трапецеидальная; и
— упорная
По шагу резьбы разделяются на основные и мелкие. Мелкие резьбы для тех же диаметров имеют меньший шаг того же профиля, что и в основной резьбе. Применение мелких резьб меньше ослабляет сечение деталей и благодаря меньшему углу спирали нарезки лучше предохраняет соединение против самоотвинчивания.
Для диаметров свыше 20 мм уже обычно применяются мелкие резьбы.
Пример обозначения резьбы:
М16х2 - основная; М16х1,5 - мелкая.
Здесь: М - метрическая; 16 - номинальный (наружной) диаметр резьбы в мм; 2 и 1,5 - шаг резьбы в мм.
По назначению резьбы делятся на крепежные, крепежно-уплотняющие, резьбы для передачи движения и специальные (например, ниппельные).
К крепежным резьбам относят метрическую (рис. 6, а), дюймовую (рис. 6, б) и специальную (часовую).
Крепежно-уплотняющие резьбы используют в резьбовых изделиях, предназначенных как для скрепления деталей, так и для создания герметичности. К ним относятся резьбы: трубная цилиндрическая (см. рис. 6, в), трубная коническая (см. рис. 6, д), коническая дюймовая, круглая (см. рис. 6, е).
Резьбы для передачи движения, применяемые в передачах винт-гайка: прямоугольная, трапецеидальная, упорная (см. рис. 6, ж—и).
Основные типы профилей резьбы, показанных на рис. 6: а — треугольный; з — трапецеидальный; и — упорный; е — круглый; ж — прямоугольный.
Наиболее распространены во всех областях хозяйства крепёжные цилиндрические правые резьбы с треугольным профилем нарезки и нормальным шагом. В особых случаях применяются резьбовые детали с левой нарезкой (например, резьбовое соединение оси левой педали велосипеда с шатуном). В большинстве стран, пользующихся метрической системой мер, применяется метрическая резьба.
Метрическая
резьба является основной крепежной
резьбой.
Метрическая резьба (см. табл.1) является основным типом крепежной резьбы. Профиль резьбы установлен ГОСТ 9150–81 и представляет собой равносторонний треугольник с углом профиля α= 60°. Профиль резьбы на стержне отличается от профиля резьбы в отверстии величиной притупления его вершин и впадин. Основными параметрами метрической резьбы являются: номинальный диаметр – d(D) и шаг резьбы – Р, устанавливаемые ГОСТ 8724–81 в миллиметрах.
Метрические
резьбы бывают с крупным и мелким шагом (табл. 2). По ГОСТ 8724–81 каждому номинальному
размеру резьбы с крупным шагом соответствует несколько мелких шагов. Резьбы с
мелким шагом применяются в тонкостенных соединениях для увеличения их герметичности,
для осуществления регулировки в приборах точной механики и оптики, с целью увеличения
сопротивляемости деталей самоотвинчиванию. В случае,
если диаметры и шаги резьб не могут удовлетворить
функциональным и конструктивным требованиям, введен СТ
СЭВ 183–75 «Резьба метрическая для приборостроения». Если одному диаметру
соответствует несколько значений шагов, то в первую очередь применяются
большие шаги. Диаметры и шаги резьб, указанные в
скобках, по возможности не применяются.
В случае применения
конической метрической (см. табл.1) резьбы с конусностью 1:16 профиль резьбы,
диаметры, шаги и основные размеры установлены ГОСТ 25229–82. При соединении
наружной конической резьбы с внутренней цилиндрической по ГОСТ 9150–81 должно
обеспечиваться ввинчивание наружной конической резьбы на глубину не менее 0,8.
Таблица 2. Метрическая резьба (размеры, мм)
|
d |
Резьба с крупным шагом |
С мелким шагом |
||||
|
p |
d1 |
d2 |
p |
d1 |
<h |
|
|
6 |
1 |
4,918 |
5,350 |
0,75 |
5,188 |
5,513 |
|
8 |
1,25 |
6,647 |
7,188 |
1 |
6,918 |
7,350 |
|
10 |
1,5 |
8,376 |
9,026 |
1,25 |
8,647 |
9,188 |
|
12 |
1,75 |
10,106 |
10,863 |
10,647 |
11,188 |
|
|
(14) |
2 |
11,835 |
12,701 |
1,5 |
12,376 |
13,026 |
|
16 |
2 |
13,835 |
14,701 |
1,5 |
14,376 |
17,026 |
|
(18) |
2,5 |
15,294 |
16,376 |
1,5 |
16,376 |
1-7,026 |
|
20 |
2,5 |
17,294 |
18,376 |
1,5 |
18,376 |
19,026 |
|
(22) |
2,5 |
19,294 |
20,376 |
1,5 |
20,376 |
21,026 |
|
24 |
3 |
20,752 |
22,051 |
2 |
21,835 |
22,701 |
|
(27) |
3 |
23,752 |
25,051 |
2 |
27,835 |
28,701 |
Примечание. В таблице
приняты следующие обозначения: d — наружный диаметр резьбы (болта);
р — шаг резьбы; d1 — внутренний диаметр наружной резьбы; d2 — средний диаметр наружной резьбы.
Дюймовая резьба (см. рис. 6, б) относится к крепежной резьбе.
В настоящее время
не существует стандарт, регламентирующий основные размеры дюймовой резьбы.
Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в
новых разработках не допускается. В СНГ ее применяют
только для резьбовых деталей старых, а также импортных машин (США и др.).
Дюймовая резьба характеризуется тем, что имеет треугольный профиль с углом α= 55°, а диаметр измеряется в дюймах, шаг
— числом ниток резьбы на длине в 1".
Эта
резьба была стандартизована для наружных диаметров d=
3/16" - 4" и числом ниток на
1" от 28 до 3. При обозначении дюймовой резьбы наружный диаметр указывают
в дюймах.
Коническая дюймовая резьба (угол профиля 60°, конусность 1:16) обеспечивает герметичное соединение без применения
дополнительных уплотняющих материалов при более равномерном в сравнении с
другими резьбами распределении нагрузки по виткам,
позволяет компенсировать износ нарезки за счёт затяжки при завинчивании. детали с конической резьбой широко
применяются в гидравлических и смазочных системах. Резьбовые соединения с этой
резьбой выдерживают без потери герметичности давление до нескольких десятков
МПа.
Трубную цилиндрическую (рис.6,в) резьбу используют как крепежно-уплотняющую. В соответствии с ГОСТ 6367–81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т.е. равнобедренный треугольник с углом при вершине, равным 55° (см. табл.1). Для лучшего уплотнения резьбу выполняют с закругленным треугольным профилем без зазоров по выступам и впадинам. Условное обозначение резьбы дается по внутреннему диаметру (в дюймах) трубы, на которой она нарезана.
Резьба
стандартизована для диаметров от 1/16" до 6" при числе шагов z от 28 до 11. С
целью максимального сохранения толщины стенок трубы трубная резьба выполняется
«мелкой», то есть с уменьшенными шагами. Номинальный размер резьбы
условно отнесен к внутреннему диаметру трубы (к величине условного прохода).
Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25
мм, а наружный диаметр 33,249 мм.
Трубную
резьбу применяют для соединения труб бытовых водопроводных и отопительных
систем, а также тонкостенных деталей цилиндрической формы. Такого рода профиль
(55°) рекомендуют при повышенных требованиях к плотности (непроницаемости)
трубных соединений. Применяют трубную резьбу при соединении цилиндрической
резьбы муфты с конической резьбой труб, так как в этом случае отпадает
необходимость в различных уплотнениях.
Трубную
коническую (рис.6,д) резьбу используют как
крепежно-уплотняющую.
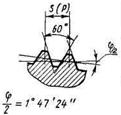
Параметры и размеры трубной конической резьбы определены ГОСТ 6211–81, в соответствии с которым профиль резьбы соответствует профилю дюймовой резьбы (см. табл.1.2.1). Резьба стандартизована для диаметров от 1/16" до 6" (в основной плоскости размеры резьбы соответствуют размерам трубной цилиндрической резьбы).
Нарезаются резьбы на конусе с углом конусности φ/2 = 1°47'24" (как и для метрической конической резьбы), что соответствует конусности 1:16.
Конические резьбы обеспечивают герметичность соединения резьбовых деталей без специальных уплотнений. Применение конической резьбы позволяет резко уменьшить время (угол относительного поворота винта и гайки) завинчивания и отвинчивания, что часто имеет решающее значение для быстроразборных соединений. Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков. Для возможности свертывания конических резьб с цилиндрическими, биссектриса угла профиля конусной резьбы по ГОСТ перпендикулярна оси.
Прямоугольная резьба (см. рис.6, ж) относится к резьбам для передачи движений под нагрузкой; имеет прямоугольный или квадратный профиль; диаметр и шаг измеряют в миллиметрах. Прямоугольная резьба не стандартизована и применяется сравнительно редко, так как наряду с преимуществами, заключающимися в более высоком коэффициенте полезного действия, чем у трапецеидальной резьбы, она менее прочна и сложнее в производстве. Она легко изготавливается на токарно-винторезных станках, но неудобна для массового производства. Углы во впадинах являются сильными концентраторами напряжений, что резко снижает усталостную прочность винта. По этой причине резьба применяется ограниченно в малонагруженных передачах. Ее заменяют трапецеидальной — более удобной в изготовлении. Применяется при изготовлении винтов, домкратов и ходовых винтов.
Трапецеидальную резьбу (см. рис.6, з) широко применяют в подвижных передачах винт-гайка. Она имеет симметричный трапецеидальный профиль с углом профиля α= 30°. (см. табл.1). Для червяков червячных передач угол профиля α= 40°. Основные размеры диаметров и шагов трапецеидальной однозаходной резьбы для диаметров от 10 до 640 мм устанавливают ГОСТ 9481–81. По сравнению с прямоугольной трапецеидальная резьба при одних и тех же габаритах имеет большую прочность, более технологична в изготовлении. Трапецеидальная резьба применяется для преобразования вращательного движения в поступательное при значительных нагрузках и может быть одно- и многозаходной (ГОСТ 24738–81 и 24739–81), а также правой и левой. Трапецеидальная резьба при использовании гайки, разъемной по осевой плоскости (например, у ходовых винтов станков), позволяет выбирать зазоры путем радиального сближения половин гайки при ее изнашивании.
Размеры некоторых трапецеидальных резьб приведены в табл. 3. При обозначении указывают тип,
наружный диаметр и шаг резьбы в миллиметрах.
Таблица 3. Трапецеидальная резьба (размеры,
мм)
|
d |
Р |
d2 |
d1 |
d |
Р |
d2 |
d1 |
|
16 |
2 4 |
15 14 |
13,5 11,5 |
50 |
3 8 12 |
48,5 46 44 |
46,5 41 37 |
|
20 |
2 4 |
19 18 |
17,5 15,5 |
(55) |
3 8 12 |
53,5 51 49 |
51,5 46 42 |
|
|
3 |
25 |
23,5 |
|
3 |
58,3 |
56,5 |
|
26 |
5 |
23,5 |
20 |
60 |
8 |
56 |
51 |
|
|
8 |
22 |
17 |
|
12 |
54 |
47 |
|
|
3 |
30,5 |
28,5 |
|
4 |
68 |
65,5 |
|
32 |
6 |
29 |
25 |
(70) |
10 |
65 |
59 |
|
|
10 |
27 |
21 |
|
16 |
62 |
53 |
Упорную резьбу (см. рис. 6, и) применяют в нажимных винтах с большой
односторонней осевой нагрузкой. Упорная резьба, стандартизованная ГОСТ 24737–81, имеет
профиль неравнобокой трапеции, одна из сторон которой наклонена к вертикали под
углом 3°, т.е. рабочая сторона профиля, а другая – под углом 30° (см. табл.1).
Форма профиля и значение диаметров шагов для упорной однозаходной резьбы
устанавливает ГОСТ 10177–82. Резьба стандартизована для диаметров от 10 до 600
мм с шагом от 2 до 24 мм и применяется при больших односторонних усилиях,
действующих в осевом направлении.
Закругление
(см. размер е, рис. 6, и) повышает прочность винта. Условное
обозначение упорной резьбы для наружного диаметра 80 мм и шага 16 мм — S 80х16, т. е.
аналогично обозначению трапецеидальной резьбы.
Круглая резьба. Круглая резьба стандартизована. Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля α= 30° (см. табл.1). Винты с такой резьбой обладают высокой усталостной прочностью. Кроме того, данная резьба высокотехнологична при изготовлении без снятия стружки (отливка, прессование, накатка, выдавливание из тонкого листа). Резьба применяется ограниченно: для водопроводной арматуры, в отдельных случаях для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
Достоинства и недостатки резьбовых соединений
Резьбовые
соединения имеют ряд существенных достоинств:
- высокая надёжность;
- технологичность;
- возможность регулировки силы сжатия;
- возможность создания больших осевых нагрузок при относительно низких усилиях на инструменте (ключе);
- возможность фиксации в затянутом состоянии вследствие эффекта самоторможения;
- удобство сборки и разборки с применением стандартного набора инструментов (ключи, отвёртки);
- простота конструкции и возможность точного изготовления;
- наличие широкой номенклатуры стандартных изделий (винты, болты гайки);
- низкая стоимость крепёжных изделий благодаря массовости и высокой степени автоматизации производства;
- малые габариты в сравнении с соединяемыми деталями.
Недостатки
резьбовых соединений:
- высокая концентрация напряжения в дне резьбовой канавки вследствие малых радиусов скругления;
- значительные энергопотери в подвижных резьбовых соединениях (низкий коэффициент полезного действия);
- большая неравномерность распределения нагрузки по виткам резьбы (первый виток воспринимает, как правило, до 55% приложенной к соединению осевой нагрузки);
- склонность к самоотвинчнванию при воздействии знакопеременных осевых нагрузок;
- ослабление соединения и быстрый износ резьбы при частых разборках и сборках.
Способы изготовления резьбы
Резьбы
могут быть изготовлены:
-
нарезанием слесарным инструментом — метчиками, плашками (как вручную, так и на
станках). Для нарезания наружной резьбы используют различные резцы,
плашки, резьбовые гребенки и фрезы, а для внутренней резьбы – метчики. Способ малопроизводительный. Этот метод применяют в
индивидуальном производстве и при ремонтных работах;
-
нарезанием резцом на токарно-винторезном станке или на специальных болтонарезных станках;
-
фрезерованием на специальных резьбофрезерных станках.
Применяют для нарезки винтов больших
диаметров с повышенными требованиями к точности резьбы (ходовые и грузовые винты, резьбы на валах и т. д.);
- накаткой на специальных резьбонакатных станках. Этим высокопроизводительным и дешевым способом изготовляют большинство резьб стандартных крепежных деталей (болты, винты и т. д.). Накатка существенно упрочняет резьбовые детали;
- отливкой чугунных, пластмассовых, стеклянных деталей и деталей из цветных сплавов;
- выдавливанием для тонкостенных деталей (например, из латуни).
Условное изображение резьбы на чертеже
Построение
винтовой поверхности на чертеже – длительный и сложный процесс, поэтому на
чертежах изделий резьба изображается условно, в соответствии с ГОСТ 2.311–68.
Винтовую линию заменяют двумя линиями – сплошной основной и сплошной тонкой.
Резьбы
подразделяются по расположению на поверхности детали на наружную
и внутреннюю.
Условное изображение резьбы на стержне.
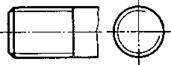
Рис.7
Наружная резьба на стержне (рис.7)
изображается сплошными основными линиями по наружному диаметру и сплошными тонкими – по внутреннему
диаметру, а на изображениях, полученных проецированием на плоскость, перпендикулярную
оси стержня, тонкую линию проводят на 3/4 окружности, причем эта линия может
быть разомкнута в любом месте (не допускается начинать сплошную тонкую линию и
заканчивать ее на осевой линии). Расстояние
между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше
шага резьбы, а фаска на этом виде не изображается. Границу резьбы наносят в
конце полного профиля резьбы (до начала сбега) сплошной основной линией, если
она видна. Сбег резьбы при необходимости изображают сплошной тонкой линией.

Рис.8
Из технологических
соображений на части детали (стержня) может быть осуществлен
недовод резьбы. Суммарно недовод
резьбы и сбег представляют собой недорез резьбы (ГОСТ
10548–80). Размер длины резьбы указывается, как правило, без сбега.
Условное изображение резьбы в отверстии
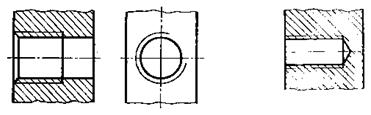
Рис.9
Внутренняя
резьба – изображается сплошной основной линией по внутреннему диаметру
и сплошной тонкой – по наружному. Если при изображении глухого отверстия,
конец резьбы располагается близко к его дну, то допускается изображать резьбу
до конца отверстия. Резьбу с нестандартным профилем следует изображать.
Условное изображение резьбы в сборе.

Рис.10
На
разрезах резьбового соединения в изображении на плоскости, параллельной его оси
в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой
стержня.
Штриховку
в разрезах и сечениях проводят до сплошной основной линии, т.е. до наружного диаметра наружной резьбы и
внутреннего диаметра внутренней.
Таблица 4. Условное
изображение резьб
|
Тип резьбы |
Условное обозначение типа резьбы |
Размеры, указываемые на чертеже |
Обозначение резьбы на чертежах |
|||
|
на изображениях в плоскости, параллельной оси резьбы |
на изображениях в плоскости, перпендикулярной оси резьбы |
|||||
|
на стержне |
В отверстии |
на стержне |
В отверстии |
|||
|
Метрическая с
крупным шагом ГОСТ 9150-81 |
M
|
Наружный диаметр (мм) |
|
|
|
|
|
Метрическая с
мелким шагом ГОСТ 9150-81 |
M |
Наружный
диаметр и шаг резьбы (мм) |
|
|
|
|
|
Трапецеидальная
однозаходная ГОСТ
9484-81 (СТ СЭВ 146-78) |
Tr |
Наружный
диаметр и шаг резьбы (мм) |
|
|
|
|
|
Трубная
цилиндрическая ГОСТ
6357-81 (СТ СЭВ 1157-78) |
G |
Условное обозначение в дюймах |
|
|
|
|
|
Коническая
дюймовая ГОСТ 6111-52 |
K |
Условное
обозначение в дюймах |
|
|
|
|
|
Трубная коническая ГОСТ
6211–81 (СТ СЭВ 1159–78): наружная и внутренняя |
R Rc |
Условное обозначение в дюймах |
|
|
|
|
























Для
обозначения резьб пользуются стандартами на отдельные
типы резьб. Для всех резьб, кроме конических и трубной цилиндрической,
обозначения относятся к наружному диаметру и проставляются над размерной линией,
на ее продолжении или на полке линии-выноски. Обозначения конических резьб и трубной
цилиндрической наносят только на полке линии-выноски.
Резьбу на чертеже условно обозначают в соответствии со стандартами на изображение, диаметры, шаги и т. д.
Метрическая резьба обозначается в соответствии с ГОСТ 9150–81.
Метрическая резьба подразделяется на резьбу с крупным шагом, обозначаемой буквой М с указанием номинального диаметра цилиндрической поверхности, на которой резьба выполнена, например М12, и резьбу с мелким шагом, обозначаемой указанием номинального диаметра, шага резьбы и поля допуска, например М24×2–6g или М12×1–6Н.
При обозначении левой резьбы после условного обозначения ставят LH.
Многозаходные
резьбы обозначаются, например трех-заходная, М24×З(P1)LH, где М – тип резьбы, 24 –
номинальный диаметр, 3 – ход резьбы, P1 – шаг резьбы. Приведенные обозначения левой и многозаходной резьб могут быть отнесены ко всем метрическим резьбам.
Метрическая коническая резьба обозначается в соответствии с ГОСТ 25229–82. В обозначение резьбы включаются буквы МК. Применяются соединения внутренней цилиндрической резьбы с резьбой наружной конической. Размеры элементов профиля конической и цилиндрической резьб принимаются по ГОСТ 9150–81. Соединение такого типа должно обеспечивать ввинчивание конической резьбы на глубину не менее 0,8l (где l – длина резьбы без сбега). Обозначение внутренней цилиндрической резьбы состоит из номинального диаметра, шага и номера стандарта (например: М20×1,5 ГОСТ 25229–82).

Рис.11
Соединение внутренней цилиндрической резьбы с наружной конической (рис.11) обозначается дробью М/МК, номинальным диаметром, шагом и номером стандарта: М/МК 20´1,5LH ГОСТ 25229–82. При отсутствии особых требований к плотности соединений такого рода или при применении уплотнений для достижения герметичности таких соединений номер стандарта в обозначении соединений опускается, например: М/МК 20×1,5 LH.
Поле допуска среднего диаметра внутренней цилиндрической резьбы должно соответствовать 6Н по ГОСТ 16093–81, а предельное отклонение внутреннего диаметра и среза впадин внутренней цилиндрической резьбы принимается в пределах: верхнее предельное отклонение (+0,12) ... (+0,15), а нижнее предельное отклонение равняется 0.
Трубная цилиндрическая резьба. Условное обозначение резьбы состоит из буквы G, обозначения размера резьбы, класса точности среднего диаметра (А или В). Для левой резьбы применяется условное обозначение LH. Например, G11/2LH–В–40 длина свинчивания, указываемая при необходимости.
Соединение внутренней трубной цилиндрической резьбы класса точности А с наружной трубной конической резьбой по ГОСТ 6211–81 обозначается следующим образом: например, G/Rp–11/2–А.
При обозначении посадок в числителе указывается класс точности внутренней резьбы, а в знаменателе — наружной. Например: G 11/2–А/В.
Трубная коническая резьба. В обозначение резьбы
входят буквы: R – для
конической наружной резьбы, Rc – для конической внутренней резьбы, Rp – для цилиндрической внутренней резьбы и обозначение
размера резьбы. Для левой резьбы добавляются буквы LH.
Условный размер резьбы, а также ее диаметры, измеренные в основной плоскости,
соответствуют параметрам трубной цилиндрической резьбы, имеющей тот же условный
размер. Поэтому детали с трубной конической резьбой достаточно часто
применяются в соединениях с деталями с трубной цилиндрической резьбой, что обеспечивает
достаточно высокую герметичность соединений. Резьбовые соединения обозначаются
в виде дроби, в числителе которой указывается буквенное обозначение внутренней
резьбы, а в знаменателе – наружной. Пример обозначения:
G/R11/2–А - внутренняя трубная цилиндрическая резьба класса точности А по ГОСТ 6357–81.
Трапецеидальная резьба. Условное обозначение
трапецеидальной резьбы состоит из букв Тr, номинального диаметра, хода Рn и шага Р. Например: Tr20×4LH–8H,
где LH – обозначение
левой резьбы, 8Н – основное отклонение резьбы.
При необходимости вслед за основным отклонением резьбы указывается длина свинчивания L (в мм). Например: Тг40×6–8g–85; 85 – длина свинчивания.
Резьба упорная. Обозначение резьбы состоит из буквы S, номинального диаметра, шага и основного отклонения S80×10–8Н.
Для левой резьбы после условного обозначения резьбы указывают буквы LH.
Для
многозаходной резьбы вводят дополнительно значение хода совместно с буквой Р и значение шага. Так, двухзаходная
резьба с шагом 10 мм обозначается S80×2(P10).
Прямоугольная резьба не стандартизована. При изображении прямоугольной резьбы рекомендуется вычерчивать местный разрез, на котором проставляют необходимые размеры.
Специальные резьбы. Если резьба имеет стандартный профиль, но отличается от
соответствующей стандартной резьбы диаметром или шагом, то резьба называется
специальной. В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры
наружного диаметра и шага резьбы, например: Сп.М19×1Д. Резьба с нестандартным профилем изображается так, как
это представлено в табл.1, с нанесением размеров, необходимых для изготовления
резьбы.
Технологические элементы резьбы


Рис.12
Резьбы
метрическая, одноходовая, трапецеидальная, трубная цилиндрическая, трубная
коническая, коническая дюймовая с углом профиля 60° имеют технологические
элементы, связанные с выходом резьбы, к которым относятся: сбег, недорез, проточка и фаска.
Фаски резьбовые. ГОСТ 10549–80
Фаски на стержнях и в отверстиях с резьбой (кроме метрической резьбы) имеют форму усеченного конуса с углом при вершине 90° и высотой Z. Фаски на метрической наружной резьбе имеют угол при вершине конуса 90° и заданный диаметр меньшего основания конуса. Фаски на метрической внутренней резьбе имеют угол при вершине конуса 120° и заданный диаметр большего основания усеченного конуса. Фаски изображают только на проекции, параллельной оси резьбы, или в сечении плоскостью, проходящей через ось резьбы. На проекции на плоскость, перпендикулярную к оси резьбы, фаску не показывают.
Форму и размеры фасок для наружной метрической резьбы, крепежных изделий устанавливает ГОСТ 12414–66 (СТ СЭВ 215–82). Определяющим размером служит наружный диаметр резьбы d. Форму и размеры фасок для внутренней метрической резьбы устанавливает ГОСТ 10549–80. Определяющим размером служит наружный диаметр резьбы D.
Форму и размеры фасок для трапецеидальной резьбы устанавливает ГОСТ 10549–80. Определяющим размером служит шаг резьбы Р.
Форму и размеры фасок для трубной конической резьбы и конической дюймовой резьбы устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм. Форму и размеры фасок для трубной цилиндрической резьбы устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм.
Проточки резьбовые. ГОСТ 10549–80
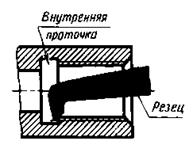

Рис.13
Проточку
(рис.13) делают у конца резьбы для выхода инструмента и получения резьбы
полного профиля на всей длине стержня или отверстия. На чертежах детали
проточку изображают упрощенно и дополняют чертеж выносным элементом в
увеличенном масштабе.
Форму
и размеры проточек наружной резьбы (при выполнении резьбы нарезанием)
устанавливает ГОСТ 10549–80 (СТ СЭВ 214–75).
Определяющим размером служит шаг резьбы Р.
Форму и размеры проточек для внутренней метрической резьбы устанавливает ГОСТ 10549–80. Определяющим размером служит шаг резьбы Р.
Форму и размеры проточек для трапецеидальной резьбы устанавливает ГОСТ 10549–80. Определяющим размером служит шаг резьбы Р.
Форму и размеры проточек для трубной конической резьбы и конической дюймовой резьбы устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм.
Форму и размеры проточек для трубной цилиндрической резьбы устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм.
Конструкции резьбовых деталей и применяемые материалы
Традиционные
конструкции
К этой группе отнесены хорошо известные и широко применяемые – болты с нормальной и уменьшенной шестигранной головкой, винты и винты самонарезающие с полукруглой, потайной, полупотайной, плоской головками, прямым и крестообразным шлицем типа Н, шпильки, гайки шестигранные нормальные, низкие и высокие, гайки прорезные и корончатые, гайки и болты приварные, гайки неподвижные (клинч) и закладные квадратные, пальцы, штифты, заклёпки, разнообразные виды шайб – плоские нормальные и увеличенные, пружинные, стопорные зубчатые, с лапками, с носиком и др.
Основные резьбовые крепежные детали —
болты, винты, шпильки, гайки, а также шайбы и устройства, предохраняющие
резьбовые соединения от самоотвинчивания, гаечные
ключи.
Болтом
(см. рис. 14, а) называется
резьбовое изделие цилиндрической (или конической) формы, снабженное на одном
конце головкой, а на другом резьбой, на которую навинчивается гайка. На
рис. 14, б показан винт.

Рис. 14. Типы
резьбовых соединений: а — болтовое;
б — соединение винтом; в, г —
соединение шпилькой
Резьбовое
изделие цилиндрической формы, снабженное на одном конце головкой, а на другом
резьбой (гайкой служит деталь), называется винтом.
Болты ГОСТ 7798-70 и др. применяются:
- для скрепления деталей не очень большой толщины при наличии места для головки болта и гайки.
- для скрепления деталей,
не обеспечивающих достаточную надёжность и долговечность резьбы; при необходимости
частого завинчивания и отвинчивания.
Отверстия
в соединяемых болтами деталях выполняют несколько большего диаметра, чтобы
можно было легко вставить болт, не повредив резьбы. С торца головку болта
обтачивают на конус (снимают фаску), чтобы срезать вершины углов призмы,
которые могут создавать затруднения при захватывании ключом. Болт требует для
размещения гайки много места что увеличивает габариты и вес конструкции. Зато,
при обрыве он легко заменяется.
Винт
может иметь головку разной формы, в частности и шестигранную. Винт ввертывается
в корпус и поэтому требует мало места для размещения, что сокращает размеры и вес конструкции.
Однако, при сборке, резьба в корпусе (в особенности чугунном или алюминиевом)
может быть повреждена. При обрыве трудно извлечь оставшуюся в резьбе часть винта.
Применять винтовое и шпилечное соединения необходимо, когда установка болтов нерациональна. При многократных разборках-сборках соединений винтовое соединение применять не следует.
Резьбу
у болтов накатывают или нарезают на заготовках, полученных горячей высадкой из
прутка. Болты также изготовляют из фасонного прутка (шестигранного или другого
профиля) на токарно-винторезных станках или автоматах.
Болты
и винты находят широкое применение во всех отраслях машиностроения для
получения разъемных соединений. Они стандартизованы.
Конструктивные
формы болтов и винтов
По форме головки болты и винты бывают с шестигранной головкой (рис. 15, а), квадратной (рис. 15, б), цилиндрической (рис. 15, в), полукруглой (рис. 15, г), потайной (рис. 15, д) с углублением под шестигранный ключ (рис. 15, е) или специальную отвертку (рис. 15, ж). Имеются и другие конструкции головок.
Болты, как правило, имеют головку, захватываемую снаружи инструментом — гаечным ключом, рис. 15, а, б, винты — специальным торцовым ключом (рис. 15, в—ж) и с головками, препятствующими провороту винта.
Головки винтов с наружным захватом. Обеспечивают наибольшую силу затяжки, но при этом требуется больше места для захвата ключом. Широкое распространение получила шестигранная головка (рис. 15, а,б), для которой требуется поворот гаечного ключа на 1/6 оборота до перехвата за следующие грани (при условии, что ключ не переворачивается). Для уменьшенной шестигранной головки нужно меньше места для размещения. Это позволяет снизить массу конструкции. В условиях частого завинчивания и отвинчивают и при наличии свободного пространства для поворота ключа применяют квадратные головки, которые при тех же габаритах имеют более широкие грани.
Головки с торцовым захватом. Можно размещать в углублениях, что улучшает внешний вид, уменьшает габариты и создает удобства обслуживания машины. В зависимости от формы применяемого инструмента такие головки выполняют: о внутренним шестигранником (см. рис. 15,е). шлицем под обычную отвертку (см. рис.15,в) или с крестовым шлицем под специальную отвертку (см. рис.15, ж). Винты с внутренним шестигранником обслуживаются простым ключом в виде изогнутого под прямым углом прутка шестигранного профиля. Широкое применение винтов с внутренним шестигранником объясняется тем, что прочность граней шестигранного отверстия меньше прочности стержня винта, и его невозможно оборвать при затяжке, а процесс затяжки легко поддается автоматизации. Головки винтов для завинчивания отверткой (см. рис. 15,е) могут быть цилиндрическими, полукруглыми, потайными или полупотайными. Головки с крестовым шлицем (см. рис.15,ж) более совершенны, так как такой шлиц лучше сопротивляется обмятию.
Головки, препятствующие провороту. Подразделяют на головки специальной формы, закладываемые в гнезда, или головки с двумя параллельными рабочими гранями, закладываемые в пазы, и круглые головки с усиком, вызывающие обмятие детали.

Рис. 15. Виды болтов и винтов
Концы болтов и винтов выполняют плоскими
(рис. 16, а), с конической фаской (рис. 16, б) или сферическими
(рис. 16, в).

Рис. 16. Конструктивные элементы болтов, винтов и шпилек
В
зависимости от формы стержня болты и винты бывают с нормальным стержнем (рис.
17,а); с подголовком (рис.17,б); с точно обработанным утолщенным стержнем для постановки без зазора в отверстие
из-под развертки (рис.17, в); со стержнем уменьшенного диаметра ненарезанной
части для повышения упругой податливости и
выносливости при динамических нагрузках
(рис.17, г).

Рис. 17. Формы
стержня болтов и винтов
В зависимости от точности
изготовления болты и винты выполняют нормальной, повышенной и грубой точности.
В зависимости от
назначения болты и винты бывают общего назначения, установочные и специальные.
Винты,
показанные на рис. 18, называются
установочными. Их применяют для фиксации положения деталей и
предотвращения их сдвига, например, при соединении двух валов с помощью втулки и
шпонок, осевая фиксация втулки
относительно вала осуществляется с
помощью установочных винтов. Винты с плоским торцом (рис. 18, а) можно
применять при малой толщине деталей; с коническим (рис. 18, б) и ступенчатыми
(рис. 18, в, г) — для деталей, имеющих предварительное засверливание.
Установочные винты изготавливаются небольшой длины с резьбой по всей длине.
Винты с засверленным концом (рис. 18, д) используют совместно с
шариком).

Рис. 18. Установочные винты
К специальным болтам относят фундаментные болты (рис.19,а) для соединения машин с фундаментом; болты конусные для отверстий из – под развертки (рис. 19, б), грузовые винты (рым-болты, рис. 19, в), распорные болты для сохранения постоянного расстояния между соединяемыми деталями; анкерные болты для укрепления станин машин, работающих с динамическими (ударными) нагрузками, к фундаменту; откидные болты для закрепления и освобождения деталей в часто разбираемых соединениях; установочные винты для закрепления на валу установочных колец, небольших шкивов, указателей и т. д. с целью предотвратить их смещение вдоль оси вала при небольших осевых силах.

Рис.19. Примеры специальных болтов
Шпильки
На рис. 14, в, г показана
шпилька. Шпильки применяют, когда по конструктивным особенностям соединений
установить болт или винт нельзя и когда по
условию эксплуатации требуется частая разборка и сборка соединения деталей, одна из которых имеет большую толщину. Применение винтов в этом случае привело
бы к преждевременному износу резьбы
детали при многократном отвинчивании
и завинчивании. При динамических нагрузках прочность шпилек выше, чем прочность болтов. Шпильку ввинчивают в деталь при помощи
гайки, навинченной поверх другой гайки или при помощи специального шпильковерта.
Шпилька — резьбовое изделие цилиндрической формы, имеющее с обоих
концов резьбы, один конец которой (головка) ввинчивается в деталь, для чего
имеет с этой стороны тугую нарезку, а на другой навинчивается гайка. Резьбовое
изделие, показанное на рис. 14, г, можно назвать болтом-шпилькой.
При
разборке свинчивается только гайка и тугая резьба в корпусе не повреждается.
Шпильки рекомендуется применять при чугунных или алюминиевых корпусах.
Шпильки делят на два типа по
ГОСТ 11765-81: с проточкой (рис. 20, а); без проточки, со сбегом
резьбы на посадочном конце (рис. 20, б). Один конец шпильки ввинчивается
в тело детали до отказа с затяжкой на сбег резьбы (шпилька ввинчивается,
например, с помощью двух гаек, рис. 37, а). Диаметр резьбы на обоих
концах шпильки, как правило, одинаков. Глубина ввинчивания lш зависит от
материала детали, определяется по табл. 5.
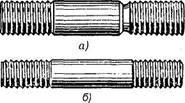
Рис. 20. Конструкции шпилек
Таблица 5. Минимальная
относительная длина завинчивания lш в корпус шпилек (винтов),
изготовленных из различных материалов
|
σв стальной шпильки (винта), МПа |
lw/d при материале корпуса (σв, МПа) |
||||
|
Сталь
(300-400) |
Дюралюминий (360-400) |
Бронза
(250-200) |
Чугун (180-250) |
Силумин (160-200) |
|
|
400-500 |
0,8-0,9 |
0,8-0,9 |
1,2-1,3 |
1,3-1,4 |
1,4-2,0 |
|
900-1000 |
1,6-2,0 |
1,6-2,0 |
1,8-2,2 |
1,8-2,2 |
2,0-2,5 |
Гайки
Болты и шпильки снабжены гайками.
Гайки имеют различную форму. Наиболее распространены шестигранные гайки. На рис. 21 показаны шестигранные гайки, применяемые в машиностроении: а — с одной фаской; б — с одной фаской и проточкой; в — прорезные; г — корончатые. У корончатых гаек для установки стопорных шплинтов выполнены прорези. Имеются и другие конструктивные разновидности шестигранных гаек. В зависимости от высоты шестигранные гайки бывают нормальные, высокие и низкие. Высокие гайки применяют при частых разборках и сборках для уменьшения износа резьбы. Прорезные и корончатые гайки также выполняют высокими. В зависимости от точности изготовления шестигранные гайки, аналогично болтам, бывают нормальной и повышенной точности. Для крепления подшипников качения, рулевого устройства в велосипедах, мотоциклах и других машинах применяют круглые гайки со шлицами (рис. 21, д). При частом отвинчивании и завинчивании с небольшой силой затяжки применяют гайки-барашки (рис. 21, е, ж).

Рис. 21.
Конструктивные формы гаек
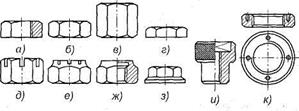
Рис. 22. Гайки
На рис. 22: в — шестигранная гайка с двумя фасками
для больших осевых нагрузок; г — шестигранная гайка с одной фаской для
незначительных осевых нагрузок; ж — шестигранная гайка с глухим
резьбовым отверстием; з — шестигранная гайка с буртиком; и —
круглая гайка с накаткой и углублением под ключ; к — круглая гайка с отверстиями
на торце под ключ.
Резьбовое соединение нестандартными деталями
Помимо резьбовых соединений, осуществляемых при помощи стандартных крепежных деталей, находят широкое применение резьбовые соединения, в которых резьба выполняется непосредственно на деталях, входящих в соединение.
На рис.23 представлено соединение трубы 1 со штуцером 2, осуществляемые при помощи накидной гайки 3 и втулки 4, прижимающей коническую развальцованную часть трубы к штуцеру.


Рис.23
Крепёжные
детали с фланцем
В США в 60-х годах прошедшего столетия шайбы соединили с головками болтов и гайками. Диаметр фланцев примерно равен наружному диаметру нормальных шайб и выбран неслучайно – было установлено, что оптимально контактные напряжения под головками болтов класса прочности 8.8 должны быть в пределах 170…180 МПа. В соединениях стало меньше деталей, снизилась трудоёмкость сборки узлов, стали возможными переход на крепёжные детали более высокого класса прочности и уменьшение их размеров. Расчёты и испытания показывают, что при использовании фланцевого крепежа существенно повышается надёжность резьбового соединения, так как под головкой от прилагаемых усилий затяжки и рабочих нагрузок не возникают пластические деформации в соединяемой детали. Увеличение площади опорной поверхности обеспечивает ещё и значительно лучшие стопорящие свойства.
Имеются: ГОСТ Р
50592-93 Гайки шестигранные с фланцем класса точности А. Технические условия;
ГОСТ Р 50274-92 Болты с шестигранной
уменьшенной головкой и фланцем. Технические условия. На болты с шестигранной (нормальной) головкой и фланцем российского стандарта
пока нет, можно пользоваться стандартом
ДИН 6921.
На болтах и гайках с фланцем классов
прочности 8.8 – 8 и выше часто применяют конструкцию опорной поверхности фланца
с поднутрением, направленным от наружной части в
сторону стержня. Это повышает стопорящие свойства.
На рис. 24 приведена диаграмма контактных напряжений под головками болтов класса прочности 8.8. При затяжке соединения контактные напряжения σН под головкой болтов с шестигранной уменьшенной головкой существенно превышают напряжения течения σт материала соединяемых деталей (пунктирные линии). Усилие затяжки при переходе с болтов класса прочности 6.8 на 8.8 возрастают в 1,6…3,2 раза. Это в большинстве случаев приводит к местным деформациям на соединяемых деталях и в результате ускоряет ослабление соединения.
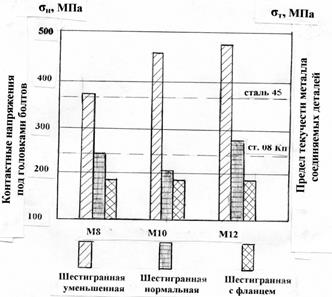
Рис. 24
В зарубежном машиностроении (автомобили и двигатели, тракторы и сельхозмашины, станки и другая техника) применяют болты и винты повышенных классов прочности – не ниже 8.8, мелкие винты и неответственные детали могут иметь классы 4.8, 5.6, 6.8. Например, структура болтов по прочности в автомобилях Западной Европы такова: размеры М6 – М10: 8.8 – 90%, 10.9 – 8%, 12.9 – 1%, а размеры М12 и выше: 8.8 – 31%, 10.9 – 61%, 12.9 – 2%. Болтов с прочностью ниже 8.8 очень мало. Таковы же характеристики болтов в автомобилях АвтоВАЗа.
Казалось бы, что вместо болтов с шестигранной уменьшенной головкой можно применять болты с нормальной головкой по ГОСТ 7805. Но это почти всегда сопряжено с отсутствием места для размещения монтажного инструмента. Можно под уменьшенную головку болта повышенной прочности поставить закалённую плоскую шайбу. Но такое соединение дороже, трудоёмкость сборки выше. Повышение класса прочности крепежной детали требует изменять конструкцию соединения.
Резьбовыдавливающие крепёжные детали
Общепринятый способ соединения деталей и узлов, осуществляемый обычными болтами, винтами и шпильками, связан с необходимостью использования гаек или нарезания резьбы в отверстии, и для этого нужен резьбонарезной и контрольный инструмент, трудовые и иные затраты. Это обстоятельство способствовало изобретению крепёжных деталей, способных во время сборки выдавливать резьбу в гладком отверстии и при этом обеспечивать стопорение соединений. Отверстия под резьбовыдавливающие детали можно получать сверлением, пробивкой или при отливке. Эффективно применение резьбовыдавливающих винтов в отбортованных отверстиях листовых деталей: прочность соединения по сравнению с нарезкой резьбы увеличивается на 20-30%. Диаметр отверстия под винт делают несколько больше среднего диаметра резьбы (≈1,03dср). Он зависит от материала и глубины ввинчивания в отверстие. Установка в гладкое отверстие осуществляется теми же винтовёртами, что и обычные винты, так как вращающий момент формообразования резьбы всегда меньше момента затяжки резьбового соединения.
Резьбовыдавливающие крепёжные детали подлежат термообработке. Минимальное требование – нитроцементация на глубину 0,08…0,28 мм (зависит от диаметра винта), твёрдость не менее 450 НV.
Наиболее применяемая конструкция резьбовыдавливающих винтов и болтов имеет метрическую резьбу на стержне трёхгранной (лобулярной) формы. В мировой практике такой вид крепёжных деталей называют «Taptite» (Тептайт). На рис. 25 показано поперечное сечение стержня и заходная часть на его конце, где D – диаметр окружности, описывающей профиль, равный номинальному диаметру резьбы и имеющий допуск близкий к полю допуска гайки – 6Н; C – размер трёхгранного профиля сечения стержня, замеренный по любой произвольной оси, равен сумме радиусов, образующих профиль: C = R1+R2 ( R1 – радиус вершины профиля, R2 – радиус основания профиля); k – некруглость профиля, характеризующая отклонение профиля от круга. Большей величине k соответствуют меньшие вращающие моменты образования резьбы и, наоборот, чем больше отклонение профиля от круга, тем меньше поверхность контакта резьбы винта с резьбой, сформированной в изделии, и ниже прочностные характеристики соединения.
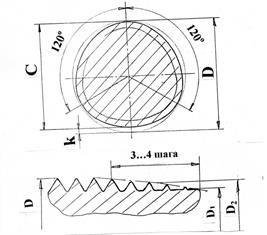
Рис. 25
Важным элементом резьбовыдавливающих крепёжных деталей является заходная часть с плавным сбегом резьбы. Она может иметь разные исполнения. На рис. 25 приведено сечение наиболее применяемого вида с постепенным уменьшением высоты вершин резьбы, где D1 – внутренний, а D2 – средний диаметр резьбы. Такой заход обеспечивает меньший момент образования резьбы.
В отечественной промышленности такие крепёжные детали начали выпускать и применять в конце 80-х годов в автомобильной промышленности, было выпущено 7 стандартов ОСТ 37.001.315…321-88 на болты, винты и шпильки резьбовыдавливающие. Их приёмка производится в соответствии с ТУ 37.103.040-96 «Резьбовыдавливающие крепёжные изделия». Международные стандарты: ДИН ЕН ИСО 887, 7046…7048.
Резьбовыдавливающий крепёж многофункционален – его применяют в автомобилях, в автокомпонентах, в том числе для крепления к деталям из алюминиевых сплавов, нарезка резьбы в которых – очень трудоёмкая операция. Этот вид крепёжных деталей применяют в других отраслях, они удобны в быту: могут быть применены вместо метчика, исправляют испорченную резьбу в отверстии, зачищают в ней краску и т. д.
Болты и винты
со звездообразным приводом
Звездообразный привод, известный под товарным названием «TORX», в РФ начали применять в начале 90-х годов. Надёжность и прочность резьбовых соединений в значительной степени зависит от обеспечения требуемого усилия затяжки при сборке узла. Большое значение для передачи вращающего момента имеет величина площади контакта рабочей части монтажного инструмента и привода крепёжной детали. Наибольшую поверхность контакта имеет звездообразный привод (рис. 26), он реже выходит из строя по сравнению с другими формами и способен передавать наибольший крутящий момент. Несомненными преимуществами такого привода в сравнении с шестигранной головкой являются экономия металла и снижение веса головок (рис. 27), существенное уменьшение габаритов конструкции для размещения головки болта и монтажного инструмента (рис. 28). Применение звездообразного привода открывает наилучшие возможности для унификации конструкций резьбовых соединений.
Наибольшее распространение болты и винты со звездообразным приводом получили для соединений повышенной прочности и высокими усилиями затяжки, например, в автомобильной технике: в креплениях головки к блоку цилиндров двигателей, крышек подшипников распределительного и коленчатого валов, замков и петель дверей, автокомпонентах – в приборах, фарах и многих других узлах. Много таких винтов в зарубежной бытовой технике – в газовых и электрических плитах, холодильниках, стиральных машинах. Только такой привод специальных винтов обеспечивает надёжное крепление твёрдосплавных пластин сборных фрез и резцов.
В РФ введены три стандарта. ГОСТ Р ИСО 10664-2007 Звездообразное углубление под ключ для винтов. Конструкция и размеры. Методы контроля. Винты с таким шлицем могут иметь любую из применяемых головок. ГОСТ Р 52854-2007 Болты со звездообразной головкой и малым фланцем. Технические условия. Эти болты имеют площадь опорной поверхности как болт с шестигранной нормальной головкой. ГОСТ Р 52855-2007 Болты со звездообразной головкой и большим фланцем. Технические условия.
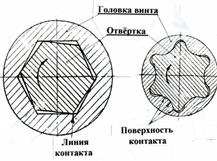
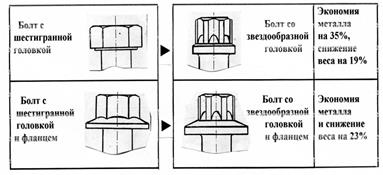
Рис. 26
Рис. 27
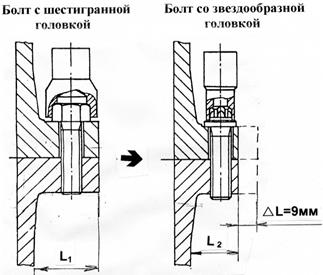
Рис. 28
Сравним разные формы приводов по следующим показателям:
- вращающий момент, передаваемый от отвёртки или ключа;
- площадь поверхности контакта инструмента с головкой и
связанная с ней долговечность привода и инструмента при многократных
сборках-разборках;
- величина пространства, требующегося для расположения
монтажного инструмента на головке крепёжной детали;
- технологичность и экономичность изготовления головки;
- обеспечение возможности контроля качества затяжки по
моменту страгивания при отвинчивании;
- осевые нагрузки на инструмент при сборке и разборке и др.
Итоговая оценка приводов позволяет расположить их по
возрастанию надёжности и выгодности применения. По 10-балльной системе имеем:
прямой шлиц – 1 балл, крестообразные шлицы типа Н и Z – 1,5…2 балла соответственно, внутренний шестигранник – 3 балла, наружный шестигранник и внутренний звездообразный
– по 6 баллов, звездообразная головка – 9 баллов.
Винты
самонарезающие
Соединения, образуемые самонарезающими винтами, широко распространены в машиностроении и других отраслях и продолжают динамично развиваться. Их отличает высокая технологичность работ по выполнению соединений – не требуется нарезки резьбы в отверстии, можно обойтись без гайки, имеется возможность получать отверстие во время сборочной операции. Самонарезающие винты применяются с деталями из низкоуглеродистых сталей, сплавов на основе алюминия и меди, из пластмасс. В порядке информации: название «самонарезающий» не соответствует фактическому характеру образования резьбы таким винтом. Резьба винта не срезает материал, а вдавливается в него, то есть имеет место пластическая деформация.
При проектировании следует руководствоваться стандартами:
ГОСТ Р ИСО 1478-93 Резьба винтов самонарезающих, ГОСТ Р ИСО 2702-93 Винты самонарезающие стальные термически обработанные. Общие технические условия, ГОСТ Р ИСО 7049; 7050 и 7051-93 Винты само-нарезающие с цилиндрической головкой и сферой с крестообразным шлицем. Технические условия (соответственно с потайной и полупотайной головками). Российских стандартов на винты с фасонной головкой и фланцем, а также винтов со звездообразным приводом пока нет, хотя это одни из наиболее прогрессивных конструкций.
Применение новых видов самонарезающих винтов в РФ осложнено из-за разных размеров резьбы. В табл. 6 приведены параметры резьбы – наружный диаметр ST и шаг Р (в мм) по трём, одновременно действующим в настоящее время стандартам. Соответственно различаются стандарты на конструкции и размеры винтов.
Таблица 6
|
ГОСТ 10618-80 |
ST Р |
3 1,25 |
4 1,75 |
5 2,0 |
6 2,5 |
||
|
Нормы Фиат-ВАЗ
табл.01531, СТП 37.101.7506-76 |
ST Р |
2,9 1,058 |
3,6 1,411 |
4,3 1,693 |
4,9 2,177 |
5,6 2,309 |
6,5 2,540 |
|
ГОСТ Р ИСО 1478-93 ИСО 1478-2005 |
ST Р |
2,9 1,1 |
3,5 1,3 |
4,2 1,4 |
4,8 1,6 |
5,5 1,8 |
6,3 1,8 |
В таблице 9 приведена новая форма конца винтов самонарезающих, согласно стандарту ИСО 1478-2005 - скруглённый - тип R. В ближайшее время ожидается, что все российские стандарты на самонарезающие винты будут приведены в соответствие с последними версиями стандартов ИСО. Это необходимо учитывать при новом проектировании.
Для соединений с самонарезающими винтами важно правильно назначить диаметр отверстия в зависимости от толщины листа, глубины отверстия и марки материала детали. На рис.29 показаны основные варианты соединений листовых деталей. При соединении листов толщиной S больше шага резьбы Р в верхнем листе выполняют отверстие диаметром D > d1, где d1 – наружный диаметр резьбы, а в нижнем – диаметр dотв, который зависит от толщины этого листа. Если толщина металлического листа S < Р, то отверстие может быть проколото самонарезающим винтом с конусным концом сразу в обоих листах. Одно из наиболее рациональных решений – выполнить в нижнем листе отверстие с отбортовкой – прочность соединения на вырывание винта возрастает в 1,5…1,8 раза. Популярностью пользуются соединения с одновитковой U-образной пластинчатой гайкой (таблица 9), обладающей стопорящими свойствами.

Рис. 29
При определении размеров отверстий детали под винт надо стремиться обеспечить наибольшую прочность соединения. При S < (1-2)Р диаметр отверстия должен лишь незначительно превышать внутренний диаметр резьбы винта d2. Такие детали образуют соединения типа «одно- или двухвитковая гайка». ГОСТ Р ИСО 2702-93 устанавливает минимальное сопротивление скручиванию (отрыву) головки винта Мскр, которое служит ориентиром при проектировании соединений: вращающий момент, необходимый для установки винтов, не должен превышать 70…75% от момента скручивания.
За критерий оценки прочности соединения можно принять осевую силу вырывания винта. Её можно определить по формуле F = 1,4d1∙σв∙S + 150.
В табл. 7 приведены данные о ввинчивании самонарезающих винтов в испытательную пластину и по испытаниям прочности головки винтов на минимальное сопротивление скручиванию по данным, взятым из ГОСТ Р ИСО 1478 и 2702-93.
Таблица 7
|
Резьба, мм |
Диаметр резьбы, мм |
Толщина листа S, мм |
Диаметр отверстия dотв , мм |
Сопротивление скручиванию, миним., Нм |
||
|
размер |
шаг Р |
наружный d1 |
внутренний d2 |
|||
|
ST 2,9 |
1,1 |
2,76…2,9 |
2,08…2,18 |
1,2…1,3 |
2,4…2,5 |
1,5 |
|
ST 3,5 |
1,3 |
3,35…3,53 |
2,51…2,64 |
1,85…2,1 |
2,7 |
|
|
ST 3,9 |
1,4 |
3,73…3,91 |
2,77…2,92 |
3,4 |
||
|
ST4,2 |
4,04…4,22 |
2,92…3,10 |
4,4 |
|||
|
ST 4,8 |
1,6 |
4,62…4,8 |
3,43…3, 53 |
3,1…3,2 |
4,0…4,1 |
6,3 |
|
ST 5,5 |
1,8 |
5,28…5,46 |
3,99…4,17 |
4,74…4,78 |
10,0 |
|
|
ST 6,3 |
6,03…6,25 |
4,79…4,88 |
4,7…5,1 |
5,48…5,52 |
13,5 |
|
Данные табл. 7 могут быть использованы при проектировании. В отечественной технической и справочной литературе материалов по расчётам и проектированию соединений с самонарезающими винтами крайне мало. Поэтому разработка научно-обоснованных норм и решений является актуальной задачей.
Имеются крепёжные детали с метрической резьбой на стержне трёхгранной (лобулярной) формы. Подобная форма стержня с успехом применяется на самонарезающих винтах, например, для установки в глухие отверстия пластмассовых деталей. Винты с таким стержнем называют «Plastite» (Пластайт).
Примечание. Широко употребляемое сокращённое название винтов «саморез», конечно, неверное. В технической литературе и документации надо писать «Винт самонарезающий».
Винты
сверлящие
Сверлящими могут быть крепёжные детали с самонарезающей и метрической резьбой. На конце резьбовой части имеется сверло (сверлящий конец), способное просверлить отверстие в процессе сборки соединения. Основные характеристики сверлящих самонарезающих винтов и процесса сборки приведены в табл. 8. Получение сверла производится методом штамповки до накатки резьбы. Для этой операции применяют специальные автоматы. Длина сверла назначается (выбирается), исходя из толщины пакета соединяемых (просверливаемых) листов. Важно, чтобы отверстие было просверлено раньше, чем витки резьбы войдут в контакт с отверстием. У метрических винтов канавка сверла должна заходить на 3-4 витка в зону резьбы. Поверхностная твёрдость сверлящей части винтов должна быть не менее 560 НV 0,3, а твёрдость сердцевины 240…425 НV.
Таблица 8
|
Обозначение резьбы (d1) |
ST 2,9 |
ST 3,5 |
ST 3,9 |
ST4,2 |
ST4,8 |
ST 5,5 |
ST 6,3 |
|
Внутренний диаметр резьбы, d2, мм |
2,18 |
2,64 |
2,92 |
3,10 |
3,53 |
4,17 |
4,88 |
|
Диаметр сверла, d р , мм |
2,3 |
2,8 |
3,1 |
3,6 |
4,1 |
4,8 |
5,8 |
|
Диаметр отверстия, dотв, мм |
2,4 |
2,9 |
3,2 |
3,7 |
4,2 |
4,9 |
5,9 |
|
Суммарная толщина листов, от…до, мм |
0,7…1,9 |
0,7…2,2 |
0,7…2,4 |
1,8…3 |
1,8…4,4 |
1,8…5,2 |
2…6 |
|
Толщина испытат. листа S, мм |
1,4 |
2 |
2 |
3 |
4 |
5 |
5 |
|
Осевое усилие сверления, Н |
150 |
250 |
350 |
||||
|
Время испытания на сверление, с |
3 |
4 |
4,5 |
5 |
7 |
11 |
13 |
|
Скорость вращения, об/мин |
1800…2500 |
1000…1800 |
|||||
Гайки и
шпильки приклёпываемые
Этот вид крепёжных деталей пока не стандартизован, их выпускают и применяют под торговым (фирменным) знаком Rivkle®, не установлено и единое название на российском рынке – приклёпываемые, заклёпочные, резьбовые и винтовые заклёпки и др. Эти детали удачно решают задачи получения на тонкостенных деталях элементов конструкции внутренней или наружной резьбы. Они могут быть установлены в детали из металлов, пластмасс, керамики, в местах с односторонним доступом. При постановке не повреждается уже обработанная поверхность детали, например, с покрытием, окраской. В отличие от приваривания гаек, болтов и шпилек контактные детали не подвергаются температурному воздействию, не нарушаются требования экологии, не создаётся очагов коррозии. При установке гаек и шпилек можно одновременно произвести соединение нескольких тонкостенных деталей.
Шпильки состоят из двух частей – резьбового стержня с головкой и деформируемой гильзы. Гайка и гильза шпильки имеют под головкой тонкостенный участок, который при приложении осевого усилия деформируется и обеспечивает надёжную фиксацию. Гайки могут иметь сквозное отверстие или закрытый конец (таблица 9). Внешний вид шпильки представлен там же. Гайки и шпильки имеют плоские, потайные или иного вида головки, а наружную часть – шестигранную или цилиндрическую с насечкой (рифлением). Соответственно отверстия в деталях имеют шестигранную или круглую форму. Толщина соединяемого пакета деталей определяется длиной осаживаемого утонённого участка гайки или гильзы шпильки. На рис. 30 показана последовательность установки гаек. Установка шпильки - аналогична. На рис. 31 показаны примеры соединений.
Для мелкосерийной сборки может применяться ручной цанговый инструмент для размеров до М5 или электроинструмент – до М10 (производительность до 5 штук в минуту). Автоматизированный пневмо-гидравлический инструмент производительностью 20…30 шт./мин рассчитан на крупные партии и размеры от М3 до М14, имеет автоматический подвод их в зону установки, контроль усилия постановки.
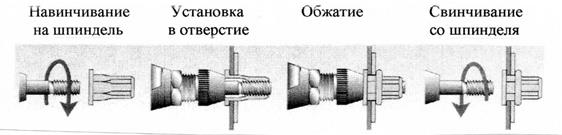
Рис. 30
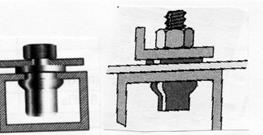
Рис. 31
Крепёжные изделия комбинированные
К таким крепёжным изделиям относят болты, винты и гайки с невыпадающей шайбой (шайбами). Для болтов и винтов изготавливают специальные шайбы с внутренним диаметром чуть больше диаметра стержня под накатку резьбы, но меньше номинального (наружного) диаметра резьбы. Шайбы собирают с болтом перед накаткой резьбы. У гаек на опорном торце делают кольцевой выступ высотой больше толщины шайбы и наружным диаметром несколько меньше внутреннего диаметра шайбы. Шайбу надевают на выступ гайки и завальцовывают её. Названные конструкции применяют в случаях установки шайб увеличенных размеров по диаметру и толщине, термообработанных, тарельчатых и иных конструкций, когда не удаётся сделать деталь с фланцем. Ещё одна причина – фланец может испортить покрытие или окраску. Сборку с шайбами, как правило, производят на заводе-изготовителе крепёжных изделий. На автосборочный (или иной) завод поступает одна деталь, а не 2-3, снижаются расходы на транспортировку, складирование, учёт и сборку.

Рис. 32
Ещё один пример сборной детали – гайки с резьбовой пружинной вставкой рис. 32. Вставки известны под торговым названием HeliCoil®, их применяют в высоконагруженных соединениях. Резьбовая вставка это спираль, имеющая наружную и внутреннюю резьбу с полем допуска 6Н или 4Н, навитая из пружинной проволоки ромбовидного сечения, с твёрдостью не менее 425 HV 0,2 и временным сопротивлением не менее 1400 Н/мм2. В корпусе гайки специальным метчиком нарезают резьбу, в которую завинчивается резьбовая вставка. Нормальный вариант резьбовой вставки называют HeliCoil® plus free running (для свободного навинчивания). Соединения с резьбовыми вставками отличаются высокой износостойкостью при многократных разборках, качеством поверхности резьбы, коррозионной и термостойкостью. Резьбовые вставки устанавливают для повышения прочности резьбовых соединений в корпусных деталях, в том числе из сплавов на основе алюминия, магния и других цветных металлов, а также в ремонтных целях в узлах с изношенной или повреждённой резьбой.
Таблица 9. Крепёжные детали и их составные части (жирным шрифтом
выделены прогрессивные решения)
|
1.
Винты и винты самонарезающие. Формы головок |
||
|
№ |
Эскиз |
Наименование |
|
1.1 |
|
Цилиндрическая (низкая) |
|
1.2 |
|
Цилиндрическая со сферой |
|
1.3 |
|
Плоская скруглённая |
|
1.4 |
|
Потайная |
|
1.5 |
|
Полупотайная |
|
1.6 |
|
Полукруглая |
|
1.7 |
|
Фасонная с фланцем |
|
2. Винты и винты самонарезающие. Формы внутреннего привода |
||
|
2.1 |
|
Прямой
(шлиц) |
|
2.2 |
|
Крестообразный,
тип Н (Филлипс) |
|
2.3 |
|
Крестообразный,
тип Z (Позидрив) |
|
2.4 |
|
Шестигранный
внутренний |
|
2.5 |
|
Квадратный внутренний |
|
2.6 |
|
Звездообразный внутренний ГОСТ Р ИСО
10664-2007 |
|
2.7 |
|
Двенадцатигранный внутренний |
|
2.8 |
|
Комбинированный (крестообразный-прямой, звездообразный-прямой) |
|
2.1 |
|
Прямой
(шлиц) |
|
3. Болты. Формы головок |
||
|
3.1 |
|
Шестигранная, шестигранная уменьшенная |
|
3.2 |
|
Шестигранная с опорным выступом (с мёртвой шайбой) |
|
3.3 |
|
Шестигранная с буртом |
|
3.4 |
|
Шестигранная с фланцем ДИН 6921, ГОСТ Р
50274-92 |
|
3.5 |
|
Звёздообразная с малым фланцем (с буртом) ГОСТ Р
52854-2007 |
|
3.6 |
|
Звёздообразная с большим фланцем ГОСТ Р
52855-2007 |
|
3.7 |
|
Двенадцатигранная с фланцем |
|
3.8 |
|
Квадратная |
|
3.9 |
|
Квадратная с буртом |
|
3.10 |
|
Цилиндрическая плоская приварного болта |
|
3.11 |
|
Приклёпываемая (болта), Rivkle® |
|
3.12 |
|
Цилиндрическая с насечкой на подголовке |
|
3.13 |
|
Т – образная (с квадратным подголовком) |
|
3.14 |
|
Полукруглая (или потайная) с квадратным подголовком (или с усом) |
|
4. Болты и винты. Формы стержней |
||
|
4.1 |
|
Нормальный (диаметр стержня = диаметру резьбы) |
|
4.2 |
|
Уменьшенный
(диаметр
стержня ≈ среднему диаметру резьбы) |
|
4.3 |
|
Утонённый (диаметр стержня <
внутреннего диаметра резьбы) |
|
4.4 |
|
Ступенчатый |
|
4.5 |
|
Резьбозачищающий, резьбонарезающий |
|
4.6 |
|
Резьбовыдавливающий |
|
5. Болты, винты, шпильки, винты
самонарезающие. Формы концов стержневой части |
||
|
5.1 |
|
Без фаски |
|
5.2 |
|
С фаской |
|
5.3 |
|
Конический, с усечённым конусом |
|
5.4 |
|
Цилиндрический |
|
5.5 |
|
Цилиндрический с конусом, с усечённым конусом |
|
5.6 |
|
Резьбовыдавливающий |
|
5.7 |
|
Конический с метрической резьбой |
|
5.8 |
|
С режущей кромкой |
|
5.9 |
|
Со сверлом (сверлящий) |
|
5.10 |
|
Конический винта самонарезающего (тип С) ГОСТ Р ИСО 1478-93 |
|
5.11 |
|
Конический скруглённый винта самонарезающего (тип R), ИСО 1478-2005 |
|
5.12 |
|
Плоский винта
самонарезающего (тип F), ГОСТ Р ИСО 1478-93 |
|
6. Крепёжные детали с внутренней
резьбой. Гайки |
||
|
6.1 |
|
Шестигранная (низкая, высокая) С опорным выступом (выступами) |
|
6.2 |
|
Шестигранная с буртом |
|
6.3 |
|
Шестигранная с фланцем ГОСТ Р 50592-93 |
|
6.4 |
|
12-гранная с фланцем |
|
6.5 |
|
Шестигранная прорезная, корончатая |
|
6.6 |
|
Самостопорящаяся с кольцевой вставкой из полимера, ГОСТ Р 52273-92 |
|
6.7 |
|
Самостопорящаяся цельнометаллическая с деформированной
резьбой ГОСТ Р 52272-92 |
|
6.8 |
|
Квадратная (закладная) |
|
6.9 |
|
Неподвижная (клинч) |
|
6.10 |
|
Приварные |
|
6.11 |
|
Пластинчатая U-образная одновитковая, многовитковая |
|
6.12 |
|
Приклёпываемая (заклёпочная), Rivkle® |


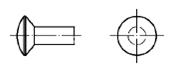

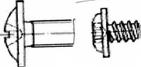





















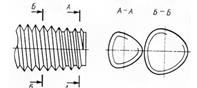













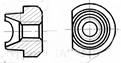


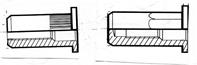
Изображение на чертежах разъемных соединений
ГОСТ 2.315-68 предусматривает упрощенные и условные изображения крепежных деталей на сборочных чертежах.
При
упрощенных изображениях (рис.33) резьба показывается по всей длине стержня крепежной
резьбовой детали. Фаски, скругления, а также зазоры
между стержнем детали и отверстием не изображаются. На видах, полученных
проецированием на плоскость, перпендикулярную оси резьбы, резьба на стержне
изображается одной окружностью, соответствующей наружному диаметру резьбы. На
этих же видах не изображаются шайбы, примененные в соединении.
Соединение болтом упрощенное. ГОСТ 2.315–68

Рис.33
При изображении болтовых соединений размеры болта, гайки и шайбы берутся по соответствующим ГОСТам. На учебных сборочных чертежах, с целью экономии времени, болт, гайку и шайбу рекомендуется вычерчивать не по всем размерам, взятым из ГОСТа, а только по его диаметру и длине стержня. Остальные размеры обычно определяются по условным соотношениям элементов болта и гайки в зависимости от диаметра резьбы.
Соединение шпилькой упрощенное. ГОСТ
2.315–68

Рис.34
При вычерчивании на сборочных чертежах шпилечного соединения рекомендуется, как при болтовом соединении, пользоваться условными соотношениями между диаметром резьбы d и размерами элементов гайки и шайбы. Длину l1 ввинчиваемого (посадочного) конца шпильки выбирают в зависимости от материала детали.
Соединение винтом упрощенное. ГОСТ 2.315–68
В винтовом соединении (рис.35), как и в шпилечном, резьбовая часть винта ввинчивается в резьбовое отверстие детали. Граница резьбы винта должна быть несколько выше линии разъема деталей. Верхние детали в отверстиях резьбы не имеют. Между этими отверстиями и винтами должны быть зазоры.

Рис.35
Шайбы
Под
гайки, головки болтов и винтов, как правило, устанавливают шайбы.
Шайбы условно делят на простые и стопорные (предохранительные).
Простые шайбы ставят под гайку или головку болта для уменьшения смятия детали или для перекрытия зазора в отверстии при большой его величине, а также для предохранения поверхности детали от царапин при завинчивании. В других случаях ставить простую шайбу нецелесообразно.
Для
стопорения (контровки)
служат специальные шайбы. Наибольшее распространение в машиностроении получили
шайбы круглые (рис. 36, а). Первые изготовляют штамповкой, вторые
обрабатывают на токарных станках. Толщина шайбы и наружный диаметр зависят от
диаметра резьбового изделия. Шайбу плоскую квадратную или особой формы (рис.36,
б) применяют для стопорения гайки; круглую
лепестковую (рис. 36, в) —
для стопорения круглых гаек со шлицами; круглую
пружинную (рис. 36, г) — для стопорения любых
гаек. Шайбы пружинные изготавливаются из Ст.65Г с
термообработкой, отгибные пластины и проволока для завязывания
- из Ст.1.

Рис.36. Шайбы
Стопорение резьбовых соединений
Даже мелкие резьбы под
действием вибрационных и ударных нагрузок склонны к постепенному ослаблению и развинчиванию. В этих условиях необходимо применять
дополнительные средства, предотвращающие самоотвинчивание
резьбовых соединений. Известно множество приёмов борьбы с самоотвинчиванием
резьбовых соединений. Применение любого из таких приёмов и называют стопорением (контровкой) резьбового
соединения от самоотвинчивания.
При статическом нагружении в этом нет
надобности, т.к. сохраняется требование самоотражения:
угол подъёма резьбы 1°40’ – 3°30’
меньше угла трения. Предохранение
от самоотвинчивания важно для повышения надежности резьбовых
соединений и совершенно необходимо
при вибрациях, переменных и ударных нагрузках. Вибрации понижают трение и нарушают условие
самоторможения в резьбе.
1. Стопорение дополнительным трением (рис.37), за счёт создания дополнительных сил трения, сохраняющихся при снятии с винта внешней нагрузки (контргайка, воспринимающая основную осевую нагрузку, и ослабляющая силу трения и затяжки в резьбе основной гайки, необходима взаимная затяжка гаек; самоконтрящиеся гайки с радиальным натягом резьбы после нарезания резьбы и пластического обжатия специальной шейки гайки на эллипс; самоконтрящиеся гайки с несколькими радиальными прорезями; гайки с полиамидными кольцами без резьбы, которая нарезается винтом при завинчивании, обеспечивают большие силы трения, в винте применяют полиамидную пробку; контргайка цангового типа (сверху) при навинчивании обжимается на конической поверхности; арочного типа (снизу) при навинчивании разгибается и расклинивает резьбу; пружинные шайбы, усиливающие трение в резьбе; пружинные шайбы с несколькими отогнутыми усиками; специальные винты через медную или свинцовую прокладку или деформированием гайки с прорезями, перпендикулярными оси, применяют при спокойных нагрузках.

Рис. 37. Стопорение за счёт дополнительной
силы трения
2. Стопорение специальными запирающими элементами (рис.38), полностью исключающими самопроизвольный проворот гайки (шплинты ГОСТ 397-79 сгибаемые из проволоки полукруглого сечения плоскими сторонами внутрь, их выпадению препятствуют петля и разогнутые концы; шайбы с лапками ГОСТ 3693/95-52, одна из которых отгибается по грани гайки, а другая по грани детали, стопорение такими шайбами, как и шплинтами, весьма надёжно и широко распространено; шайбы с лапками ГОСТ 11872-80 стопорят гайки со шлицами при регулировке подшипников качения на валу, внутренний носик отгибается в канавку винта, а наружные лапки – в шлицы гайки; обвязка головок болтов проволокой через отверстия в групповых соединениях с натяжением проволоки в сторону затяжки болтов.
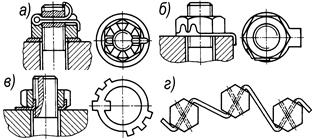
Рис. 38. Стопорение запирающими элементами
3. Стопорение может выполняться также пластическим деформированием или приваркой после затяжки.
4. Гаечные замки. Во избежание самоотвинчивания
гаек, винтов применяют особые устройства, называемые гаечными замками. При установке контргайки 2 (рис. 39, а) создается
дополнительное натяжение и трение в резьбе, поэтому самоотвинчивание
гайки 1 затрудняется. При установке пружинной шайбы (см. рис. 39, г) самоотвинчивание исключается за счет упругости шайбы. Кроме
того, упругость этой шайбы значительно уменьшает вибрации гайки. При установке
шплинта (рис. 39, б, в) или при обвязке группы болтов проволокой (рис.
39, г) гайка жестко соединяется со стержнем болта (шпильки). Иногда
гайки жестко соединяют с деталью с помощью специальной шайбы (см. рис. 36, б),
планки (рис. 39, д) и т. п.

Рис. 39.
Конструкции гаечных замков
5. Гайки
самостопорящиеся
Самостопорящимися называют гайки, обеспечивающие фиксацию соединения за счёт дополнительных сил трения, возникающих между деформированными участками резьбы гайки или неметаллической вставки и резьбой стержневой детали – болта, винта, шпильки, или иным способом. Деформированный участок резьбы препятствует свободному (без усилия) завинчиванию или отвинчиванию гайки. Характеристику этого явления называют «преобладающим моментом» завинчивания гайки на болт до приложения момента затяжки или отвёртывания после снятия усилия затяжки. Величину преобладающего момента измеряют во время вращения гайки. Надёжная фиксация резьбовых соединений обеспечивается без использования таких вспомогательных деталей, как контргайки, пружинные, стопорные (зубчатые), тарельчатые шайбы или шплинты.
Основополагающим стандартом является ГОСТ Р 50271-92 Гайки шестигранные стальные самостопорящиеся. Механические и эксплуатационные свойства (на основе ИСO 2320-83). На гайки самостопорящиеся цельнометаллические имеется ГОСТ Р 50272-92 (соответствует ИСO 7042-83), а с неметаллической вставкой – ГОСТ Р 50273-92 (ИСO 7043-83).
В цельнометаллических гайках увеличение трения в резьбе достигается за счёт некоторого местного искажения резьбы на небольших участках с помощью операции, которую принято называть «обжатием». Она производится на специальных автоматах после нарезки резьбы и термообработки. Обжатие может производиться в радиальном направлении (по граням или по торцевому выступу), в осевом направлении или под углом к оси резьбы со стороны торца или торцевого выступа (рис.40).
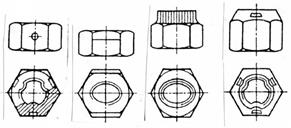
Рис. 40. Гайки самостопорящиеся
Гайки с неметаллической вставкой (кольцом из полимера). При сборке с корпусом гайки вставку фиксируют от проворачивания. Внутренний диаметр вставки примерно равен среднему диаметру резьбы. При навинчивании гайки на болт в полимерной вставке выдавливается резьба, а упругие свойства этого материала обеспечивают стопорение. После снятия гайки резьба во вставке не сохраняет своей формы – частично заплывает, что позволяет сохранять стопорящие свойства при многократных сборках – разборках.
Гайки с резьбовой пружинной вставкой, известной под торговым названием HeliCoil® plus Screwlock (самостопорящаяся), имеющей обжатый виток, например, на эллипс или многогранник, представляют значительный интерес. Такие вставки обеспечивают эластичный и надёжный зажим гайки на резьбе болта. Эти гайки, кроме стопорящих свойств, обладают всеми другими, присущими системе HeliCoil.
Свойства всех перечисленных гаек регламентированы величиной преобладающего вращающего момента во время 1-го завёртывания, 1-го и 5-го отвёртывания, которые должны быть в пределах величин, указанных в соответствующих стандартах. Например, для самостопорящейся цельнометаллической гайки М8 класса прочности 8 (цинковое покрытие, без смазочного материала) момент затяжки составляет 20,7…30,4 Нм (min-max). Преобладающий момент 1-го завёртывания должен быть не более 6,0 Нм, 1-го отвёртывания не менее 0,85 Нм, а 5-го отвёртывания не менее 0,6 Нм. При таких показателях гайка признаётся самостопорящейся.
Самостопорящиеся гайки могут быть с фланцем. Это способствует повышению надёжности стопорения за счёт увеличения момента страгивания при отвинчивании.
Гайки с зубчатым опорным торцом (чаще всего на фланце) не имеют преобладающего момента. Стопорение возникает непосредственно после завершения процесса затяжки соединения. При затяжке зубья врезаются в поверхность сопрягаемой детали, фиксируя положение гайки. Этот вид гаек не стандартизован, проверить их стопорящие свойства можно по результатам сравнительных стендовых испытаний или величине момента страгивания при отвинчивании. Гайки с зубчатым торцом по прочности должны быть примерно одинаковы с присоединяемой деталью, иначе обеспечение стопорения не гарантировано.
Стандарты не устанавливают конструкцию и размеры стопорящих элементов, допуская различные варианты их исполнения. Главное, чтобы было обеспечено выполнение требований ГОСТ Р 50271 (ИСО 2320). Это обстоятельство объясняет многообразие видов самостопорящихся гаек – в одной машине можно увидеть отличающиеся исполнения самостопорящихся гаек. Широкое использование самостопорящихся гаек позволяет сократить количество крепёжных деталей в соединениях и на порядок увеличить их надёжность и межремонтное обслуживание техники.
О дополнительных методах стопорения
Основная задача крепёжных деталей создать и надёжно сохранить усилие затяжки соединения на период эксплуатации узла. Значит, в первую очередь надо обеспечить создание этого усилия. Приведённые выше способы и детали для стопорения играют важную роль, но лишь при обеспечении первоначальной затяжки. Для повышения стопорящих свойств часто применяют крепёжные детали с мелкой резьбой.
На работоспособность резьбового соединения при правильной его затяжке оказывает влияние множество факторов. Это прочность крепёжных и соединяемых деталей, шероховатость контактирующих поверхностей, наличие смазки и др. Снижение усилия затяжки и в результате ослабление резьбового соединения происходят по разным причинам – под влиянием внешних знакопеременных сил, ударных нагрузок, направленных вдоль оси или под углом к ней, из-за пластических деформаций материала соединяемых деталей под головкой болта или гайкой. При этом, чем больше деталей в соединении (включая и шайбы), тем быстрее произойдёт его ослабление во время эксплуатации.
На рис.41 показаны обобщенные кривые самоотвинчивания различных резьбовых соединений и способов их фиксации, построенные по результатам сравнительных испытаний циклическими нагрузками при колебаниях в плоскости стыка соединяемых деталей по методу Юнкера. Число колебаний 13…16 в минуту, создаваемое испытательным стендом, позволяет моделировать наиболее жесткие условия, возникающие при эксплуатации автомобилей.
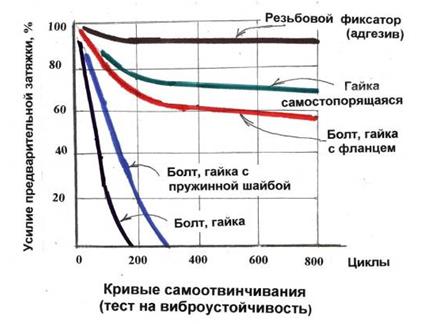
Рис. 41
Рассмотрим применение для стопорения пружинных шайб. Их повсеместно и в больших количествах применяют в продукции отечественного машиностроения. Что же дают такие шайбы в конструкции соединений? Важно знать, что они способны создавать некоторый эффект стопорения лишь с болтами низкой прочности и малой длины. Например, переменная нагрузка на болт М10х15 в соединении с небольшим усилием затяжки может быть снижена на 30…40%. В соединении с болтом средней длины, например, М10х45 снижение уже не превышает 8…10%. Известный ученый в области крепёжных соединений и их стопорения Г.Б.Иосилевич в своих работах называл шайбы пружинные и зубчатые «мнимыми» формозапирающими элементами. Германский институт стандартизации ещё в 1987 году ограничил применение пружинных и зубчатых шайб по ДИН 127, 128. 7880 с болтами классов прочности не выше 6.8, установил срок в 5 лет для полного отказа от этих конструкций и запланировал их отмену без замены. У нас такие шайбы очень часто ставят под детали класса прочности 8.8 – 8 и выше.
Кривые самоотвинчивания показывают, что пружинные и стопорные шайбы имеют худшие показатели. Повсеместно в соединениях болт-гайка пружинную шайбу устанавливают только под гайку, что нарушает принцип «глобального» стопорения, который гласит, что стопорить надо обе детали. Для справки: отношение упругой силы нормальных (Н) пружинных шайб к усилию затяжки резьбового соединения для класса прочности 6.8 составляет 1,2…1,8%, а для 8.8 всего 1…1,4% ( ГОСТ 6402-70).
Таким образом, применение в машиностроительной продукции пружинных и стопорных (зубчатых) шайб ничем не обосновано. От такой «традиции» не надо бояться отказываться. Мировая практика автомобиле-строения достаточно убедительно это доказывает.
Имеется немалый опыт создания специальных крепёжных деталей, обеспечивающих повышенную надёжность, например, для высоконагруженных узлов (болты шатунов, болты крепления головки к блоку цилиндров и др.). К ним относят так называемые «податливые» болты с утонённым стержнем (Таблица 9, п .4.3). Они, как правило, имеют класс прочности не ниже 10.9 и длину стержня не менее 8…10 диаметров резьбы. При затяжке болта напряжения в утонённом стержне доводят до состояния упругих деформаций, что обеспечивает надёжное сохранение усилий затяжки на длительный период. Высокими стопорящими свойствами обладают специальные болты и гайки для крепления колёс автомобилей. Они имеют коническую или сферическую опорную поверхность и мелкую резьбу.
Большую применяемость получило использование резьбовых анаэробных герметиков, их наносят на резьбу болтов или гаек. При сборке герметик заполняет зазоры в резьбе и в отсутствие кислорода воздуха затвердевает, обеспечивая надёжное стопорение. Созданы составы гранулированных герметиков, которые наносят на резьбу заблаговременно. В таком виде крепёжные детали удобно хранить и транспортировать. При сборке гранулы разрушаются и происходит фиксация соединения. Применение герметиков позволяет также отказаться от тугой и иной специальной резьбы с натягом, часто применяемых на ввёртываемом конце шпилек.
Для стопорения допустимо применение шплинтов, шплинт-проволоки, шайб с лапками или носиком, контргаек, стопорных винтов и других приёмов стопорения вспомогательными деталями. Все они предусматривают ручные операции, удорожающие и усложняющие сборку. Вспомогательных деталей имеется много, и все они на современном этапе развития крепёжной техники приемлемы лишь для единичного или мелкосерийного производства. В большинстве случаев отказаться от вспомогательных деталей позволяет применение прогрессивных крепёжных деталей.
Инструмент для завинчивания и отвинчивания
Завинчивают и отвинчивают винты и гайки (кроме винтов со шлицем под отвертку) ключами (рис. 42).
Для винтов и
гаек с шестигранными и квадратными головками
при наличии свободного доступа обычно применяют ключи обыкновенные (рис.43,а) или двусторонние
(рис.42,б).
Последние изготовляют с двумя растворами. Замкнутый ключ с удвоенным числом граней (рис. 42, в) позволяет завинчивать гайки при повороте ключа на уменьшенный угол.
При отсутствии свободного доступа к головкам и гайкам с боковых сторон применяют торцевые ключи с прямым стержнем и захватом по всем граням.
Для винтов с внутренним шестигранником применяют ключи
в виде шестигранного прутка, изогнутого под углом 90° (рис.42, г).

Рис.42.
Гаечные ключи
Ключ для круглых шлицевых гаек показан на рис.42,д.
При редком завинчивании и отвинчивании винтов и гаек разных размеров применяют раздвижные ключи с регулируемым раствором (рис.42, е). Однако эти ключи не допускают таких больших моментов затяжки, как нераздвижные, и менее долговечны.
Важное значение для прочности винтов, особенно подверженных переменной нагрузке, имеет установление и контроль требуемой силы начальной затяжки. Применяют следующие способы затяжки с контролем силы:
- Ключами предельного момента. При превышении этого момента происходит проскальзывание.
- Динамометрическими ключами, имеющими обычно упругую рукоятку, прогибы которой, пропорциональны замеряемому моменту. В связи с переменностью коэффициента трения и плотности резьбы точность установления начальной затяжки по моменту невелика.
- Поворотом гайки на рассчитанный заранее угол от
положения соприкосновения.
- С помощью тарированных упругих шайб, которые при
достижении расчетной нагрузки
распрямляются и становятся жесткими.
Наиболее точно можно определить силу начальной затяжки с помощью измерения удлинения болта.
Затяжка резьбовых соединений
Надежность соединений зависит от технического уровня конструкции в целом, качества крепежных деталей, условий сборки, длительного сохранения необходимого усилия предварительной затяжки в период эксплуатации. ГОСТ Р 52627 и 52628-2006 устанавливают основные силовые параметры резьбовых соединений: минимальную разрушающую Рр, Н и пробную нагрузку N, Н. Усилие предварительной затяжки Q, Н (далее – усилие затяжки), на которое производится затяжка резьбового соединения, обычно принимается в пределах 75…80% , в отдельных случаях и 90%, от пробной нагрузки. Существует несколько способов затяжки резьбовых соединений: затяжка до определенного момента, затяжка до определенного угла, затяжка до предела упругости и другие.
Наиболее распространена затяжка соединений до определенного вращающего момента затяжки (далее – момента затяжки, Мкр, Нм), который обычно указывается в чертежах или технологии сборки. В автопроме для назначения моментов затяжки используются отраслевые стандарты и руководящий документ, которые распространяются на резьбовые соединения с болтами, шпильками и гайками с цилиндрической метрической резьбой и зависят от размеров, класса прочности крепежной детали и класса соединения.
В зависимости от степени ответственности соединений назначаются классы резьбовых соединений и соответствующие им величины максимальных и минимальных моментов затяжки, объема их контроля (проверки). Класс 1-й (особо ответственные соединения) Мкр ±5 % и класс 2-й (ответственные) Мкр +5…-15% имеют объём контроля затяжки 100%. Класс 3-й (общего назначения) Мкр +5…-35% и класс 4-й (малоответственные соединения) Мкр +5…-65% контролируют периодически согласно техдокументации.
Номинальный крутящий момент рассчитывается по формуле
Мкр = 0,001Q∙[0,16Р + μр ∙0,58d2 + μт ∙0,25(dт + d0)],
где μр – коэффициент трения в резьбе;
μт - коэффициент трения на опорном торце;
dт – диаметр опорной поверхности головки болта или гайки, мм;
d0 – диаметр отверстия под крепежную деталь, мм;
Р – шаг резьбы, мм;
d2 – средний диаметр резьбы, мм.
Наибольшее влияние на затяжку соединений оказывают условия контактного трения в резьбе и на опорной поверхности, зависящие от состояния контактных поверхностей, вида покрытия, наличия смазочного материала, отклонение от перпендикулярности опорного торца и оси резьбы, скорости завинчивания и др. Значения коэффициента трения в реальных условиях сборки можно лишь прогнозировать. Как показывают многочисленные эксперименты, они не стабильны. Для понимания и правильного назначения режимов сборки резьбовых соединений важно знать, на что расходуется Мкр. Три составляющие момента затяжки (согласно формуле) отражают их доли, идущие на создание усилия затяжки (12…15%), на преодоление сил трения в резьбе (32…39%) и на преодоление сил трения под головкой болта или под гайкой (47…54%). Как видим, на создание усилия затяжки расходуется меньшая доля от Мкр. В расчётах обычно принимают, что коэффициенты трения в резьбе и на опорном торце примерно равны.
При применении соединений с фланцевыми болтами и гайками важно учитывать влияние на момент затяжки увеличенной опорной поверхности под головкой. Момент требуется на 10-15% выше, чем без фланца.
Способ затяжки по моменту из-за сильного влияния условий трения не обеспечивает достижения необходимого усилия затяжки.
Рассмотрим пример соединения болт-гайка М8 класса прочности 8.8-8, покрытие цинковое с хроматированием без смазочного материала, номинальное усилие затяжки Q = 15900 Н, Мкр max = 24,4 Нм. Построим диаграмму в координатах Q – Мкр (рис. 43) при значениях коэффициентов трения 0,3, 0,14 и 0,10 для соединений 1I и III классов. Виден весьма существенный разброс достигаемых значений усилия затяжки (заштрихованная четырехугольная зона) при заданных крутящих моментах. Для соединений II класса это А2ВСD2, а III класса – А3ВСD3.
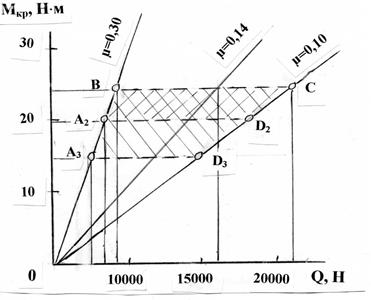
Рис. 43
Минимально достигаемое усилие затяжки Qmin получается при приложении минимального крутящего момента затяжки Мкр. min при максимальном коэффициенте трения μmax (точки А2 и А3 на диаграмме).
Максимальное усилие затяжки Qmax достигается при приложении максимального крутящего момента Мкр. max при наименьшем коэффициенте трения μmin (точка С на диаграмме). Подобные графические изображения могут быть построены для каждого конкретного резьбового соединения.
Точка соответствующего соотношения Мкр. – Q находится внутри четырёхугольника. Показано, что способ затяжки с контролем момента даже при его точной фиксации не обладает необходимой надежностью, далеко не всегда обеспечивает нужное усилие затяжки.
Предлагаемые методы контроля основаны на замере не усилия затяжки, а момента страгивания затянутой крепёжной детали в направлении затяжки, то есть базируются на косвенных методах – приложением вращающего момента.
В мировой практике имеется опыт применения методов и инструментов, которые непосредственно контролируют усилие затяжки в ходе сборки. Исследования показывают, что наибольшая точность обеспечения усилий затяжки (в том числе в производственных условиях) возможна лишь при затяжке до предела текучести. Система автоматического регулирования сборки позволяет уловить момент, когда малое приращение усилия происходит при значительном угле поворота инструмента. Однако эти методы и инструменты сложны и дороги.
Поэтому особо следует остановиться на контроле качества коррозионных и декоративных покрытий резьбовых крепёжных деталей. По нормам крупнейших автопроизводителей величина коэффициента трения в резьбе и на опорных торцах деталей может лишь незначительно отличаться от μ= 0,1. Разработаны фирменные стандарты на определение коэффициента трения путём соответствующих испытаний. Сборка с контролем усилия затяжки требует значительно больших затрат, чем обеспечение стабильности коэффициента трения, поэтому ему и отдано предпочтение.
В конструкторской и технологической документации необходимо указывать усилие предварительной затяжки как основное требование, а момент затяжки использовать только как справочную величину. В стандартах и руководящих документах на затяжку резьбовых соединений следует иметь оба этих показателя, а не только моменты.
Зависимость между моментом, приложенным к гайке, и осевой силой
Подавляющее большинство
резьбовых соединений с предварительной затяжкой. Затяжка создается при сборке
с целью, чтобы после приложения рабочей нагрузки не происходило раскрытия
стыка или сдвига соединяемых деталей.
При
завинчивании гайки (рис.44) к ключу прикладывают вращающий момент
Tкл=Fкл∙Lр, (1)
где Fкл — усилие на конце
ключа; Lp — расчетная длина ручки ключа.
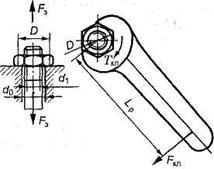
Рис.44. К расчету момента на ключе
Момент
движущих сил равен сумме моментов сил сопротивления, т. е.
Tкл=T+TT, (2)
где Т — момент в резьбе; ТT — момент сил
трения на опорном торце гайки. Момент в резьбе определяют по формуле
![]()
где F3 — сила затяжки болта (осевая сила, растягивающая болт); Ψ— угол подъема винтовой линии; d2 — средний диаметр резьбы; φ’ — приведенный (с учетом влияния угла профиля α) угол трения в резьбе: φ’ = φ/cos(α/2), φ – угол трения материалов пары винт – гайка.
Момент
сил трения на опорной поверхности
![]()
![]()
Здесь f≈0,15- коэффициент трения между поверхностью гайки (головки) и детали; D — диаметр захвата гаечного ключа (опорного торца гайки); d0=d1+(1÷1,5) мм — диаметр отверстия в детали под болт.
Подставляя
полученные выражения Т и ТT в формулы
(1) и (2) для момента завинчивания, получим момент на ключе
![]()
Длина стандартных ключей: L = 15d при f≈0,15; Fз/Fкл=70÷80, где Fкл – усилие рабочего.
Распределение осевой нагрузки по виткам резьбы
При нагружении осевая сила распределяется между витками неравномерно. Неравномерность распределения сил по виткам усугубляется тем, что витки на наиболее растянутой части винта сопрягаются с витками, расположенными в наиболее сжатой части гайки. Задача о распределении нагрузки по виткам статически неопределима. Распределение сил между витками резьбы, полученное Н.Е. Жуковским в 1902г. для гайки с десятью витками, показано на рис.45,а. В дальнейшем это решение неоднократно подтверждалось экспериментальными исследованиями. Установлено, например, что при стандартной крепежной гайке с шестью витками, первый виток резьбы воспринимает 52% нагрузки, второй 25%, третий 12% и последний шестой – только 2% нагрузки.
При столь неравномерном распределении нагрузки по виткам резьбы большое увеличение высоты гайки оказывается бесполезным в связи с опасностью последовательного «цепного» разрушения витков. Приближенно – равномерное распределение нагрузки по виткам резьбы можно получать, только применяя гайки специальной формы, выравнивающие распределение нагрузки в резьбе. Специальные гайки желательно применять при действии переменных и динамических нагрузок, где разрушение носит усталостный характер.
Висячая гайка. Выравнивание нагрузки в
резьбе здесь достигается благодаря тому, что винт и гайка имеют однозначные
деформации растяжения (рис. 45,б). Кроме того, в наиболее нагруженной зоне
(внизу) висячая гайка обладает повышенной податливостью, что также способствует
выравниванию нагрузки в резьбе.
Гайка со срезанными витками. У такой конструкции резьбовой пары увеличена податливость нижних витков винта, так как они соприкасаются с гайкой не всей поверхностью, а только своими вершинами (рис. 45,в). Увеличение податливых витков в наиболее нагруженной зоне снижает нагрузку этих витков.

а)
б) в)
Рис.45. Схема распределения нагрузки между витками резьбы по Н.Е. Жуковскому
Условие самоторможения в резьбе
Условие самоторможения можно записать в виде Тотв > 0. Рассматривая самоторможение только в резьбе без учета трения на торце гайки, получим tg(φ1-Ψ)>0 или
Ψ<φ1. (6)
Для крепежных резьб значение угла подъема
Ψ лежит в пределах 2°30' – 3°30', а угол трения φ изменяется в пределах 6° (при f≈0,1) – 16º (при f≈0,3). Таким образом, все крепежные резьбы
– самотормозящие. Резьбы для ходовых винтов выполняют
как самотормозящие, так и несамотормозящие.
Приведенные выше значения коэффициента трения, свидетельствующие о существенных запасах самоторможения, справедливы только при статических нагрузках. При динамических и вибрационных нагрузках вследствие взаимных микросмещений поверхностей трения коэффициент трения существенно снижается и условие самоторможения нарушается. Происходит самоотвинчивание во избежание которого применяют специальные стопорные устройства (см. способы стопорения резьбовых соединений).
КПД винтовой пары
КПД винтовой пары η определяется отношением работы, затраченной на завинчивание гайки без учета трения, к
той же работе с учетом трения. Работа
завинчивания равна произведению
момента завинчивания на угол поворота гайки. Так как углы поворота равны и в
том и в другом случае, то отношение работ равно отношению моментов ![]() ,
в котором Tзав определяется по
формуле, а
,
в котором Tзав определяется по
формуле, а ![]() – по той же формуле, но при f=0 и φ=0:
– по той же формуле, но при f=0 и φ=0:
![]()
в винтовой паре основной критерий качества передачи энергии - коэффициент полезного действия (КПД) в отличие от большинства передач различается в зависимости от того, какое движение является ведущим. Так, если ведущим является вращательное движение – вращающийся винт сообщает поступательное движение невращающейся гайке, или, например, вращением гайки при затяжке соединения ей сообщается поступательное движение, КПД определяется соотношением (учитывая потери только в резьбе (fТ = 0)):
![]()
Формула (8) позволяет сделать вывод, что η возрастает с увеличением Ψ и
уменьшением φ. В
самотормозящей паре Ψ< 𝜑 и η< 0,5. КПД винтовой пары представляет
интерес главным образом для винтовых механизмов. Максимальное значение η можно
определить из выражения (8), приравняв нулю производную ![]() .
Получим ηmax при Ψ=45°-φ/2. Для
увеличения угла подъема резьбы применяются в винтовых механизмах многозаходные
резьбы. Обычно Ψ
не превышает 250, так как дальнейший прирост КПД
незначителен, а изготовление резьбы затруднено.
.
Получим ηmax при Ψ=45°-φ/2. Для
увеличения угла подъема резьбы применяются в винтовых механизмах многозаходные
резьбы. Обычно Ψ
не превышает 250, так как дальнейший прирост КПД
незначителен, а изготовление резьбы затруднено.
Если же ведущим становится поступательное
движение, например, при попытке вращать винт посредством перемещения вдоль его
оси, закреплённой от проворота гайки (как в механизме
самовращающей отвёртки), то КПД
![]()
В этом выражении (8.1) при углах подъёма равных
или меньших чем приведённый угол трения числитель становится равным нулю или
даже отрицательным, что является сигналом невозможности передачи энергии, а, значит,
и движения в данном направлении. Следовательно, крепёжные резьбы с точки зрения
стопорения от самоотвинчивания
предпочтительно выполнять с мелкими шагами, обеспечивая тем самым наименьший
угол подъёма резьбы.
Для повышения КПД винтовых механизмов применяют средства, снижающие трение в резьбе: антифрикционные материалы, смазку поверхностей, применение шариковых винтовых пар.
Расчет резьбы на прочность
При расчете резьбы на прочность принимают следующее допущение: все витки резьбы нагружаются равномерно (хотя теоретическими и экспериментальными исследованиями установлено, что для гайки с шестью витками первый виток резьбы воспринимает 52% всей осевой нагрузки, второй — 25%, третий — 12%, шестой — только 2%). Действительный характер распределения нагрузки по виткам зависит от ошибок изготовления и степени износа резьбы, что затрудняет определение истинных напряжений. В практике расчет резьбы на прочность производится не по истинным, а по условным напряжениям, которые сравнивают с допускаемыми напряжениями, установленными на основании опыта. Полагая нагружение витков равномерным, резьбу принято рассчитывать по напряжениям смятия и среза.

Рис. 46. К
расчету резьбы на срез
Расчет
резьбы по напряжению смятия.
Условие прочности витка резьбы по смятию:
а) для гайки
![]()
б) для винта
![]()
где F - осевая сила, действующая на болт, d2 - средний диаметр резьбы, h - высота витка, z - число витков резьбы в гайке, [σ]смв - допускаемое напряжение смятия материала винта, [σ]смг - допускаемое напряжение смятия материала гайки.
Расчет
резьбы по напряжению среза.
Проверочный
расчет. Условие прочности
τср≤[τ]ср,
где τср — расчетное напряжение среза в резьбе; [τ]ср — допускаемое напряжение среза в резьбе.
Для
винта:
![]()
для гайки
![]()
здесь F — осевое усилие, действующее на болт; d1 — внутренний диаметр резьбы; d — наружный диаметр резьбы; Н — высота гайки; K=cd/P — коэффициент, учитывающий тип резьбы (K=0,8 — для треугольной резьбы; К= 0,5 — для прямоугольной и К= 0,65 — для трапецеидальной резьбы).
Проектировочный
расчет (рассматривается случай, когда материал гайки и винта одинаков).
Задавшись типом резьбы и определив диаметр при проектном расчете, можно
определить высоту гайки:
![]()
Стандартные крепежные изделия на прочность резьбы не
рассчитывают.
Из условия равнопрочности резьбы и стержня винта определяются высота
гайки, нормы на глубину завинчивания винтов и шпилек в деталь и прочие размеры.
Учитывая сложность напряженного состояния
резьбы, а, также предусматривая ослабление резьбы от истирания и возможных
повреждений при завинчивании, высоту стандартных гаек крепежных изделий
принимают H≈0,8d1. По тем же соображениям устанавливают нормы завинчивания винтов и шпилек
в детали H=d1 – в стальные детали, H=1,5d1 – в чугунные и силуминовые
детали.
Выбор стандартных крепежных изделий
Стандартизация резьб проведена с учетом
условия равнопрочности всех элементов соединения.
Поэтому можно ограничиться расчетом по одному, основному критерию - прочности
нарезанной части, а размеры винтов, болтов и гаек принимать по таблицам
стандартов в зависимости от рассчитанного диаметра резьбы.
Выбор производят по наружному диаметру резьбы по стандартам на крепежные изделия.
Таблица 10. Основные размеры метрической
резьбы с крупным шагом
|
Стандартный наружный диаметр резьбы d, мм |
М10 |
М12 |
М16 |
М18 |
М20 |
М24 |
М27 |
|
Крупный шаг резьбы S, мм |
1,5 |
1,75 |
2 |
2,5 |
2,5 |
3 |
3 |
|
Внутренний диаметр резьбы d1, мм |
8,37 |
10,1 |
13,83 |
15,29 |
17,29 |
20,75 |
23,75 |
|
Размер под «ключ» головки болта |
17 |
19 |
24 |
27 |
30 |
36 |
41 |
|
Диаметр отверстия при установке с зазором d0, мм |
10,5 |
13 |
17 |
19 |
21 |
25 |
28 |
|
Длины болтов |
от 20 |
от 20 |
от 25 |
от 30 |
от 30 |
от 35 |
от 45 |
Ряд стандартных длин болтов: 20, 25, 30, 32, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 90, 100, 110…
Стандарты приведены в справочниках конструктора (см. литературу).
Материалы резьбовых изделий и допускаемые напряжения
При выборе материала для резьбовых деталей учитывают величину и характер нагрузки (статическая или переменная), условия работы (температуру, коррозию и т. д.), способ изготовления.
Для изготовления крепёжных резьбовых деталей используются самые различные материалы, чаще всего цветные (алюминий, медь, титан и их сплавы) и чёрные металлы (углеродистые и легированные стали). Тем не менее, основная масса потребляемых промышленностью резьбовых изделий изготавливается из сталей. Стандартные крепежные изделия общего назначения изготовляют из углеродистых сталей типа сталь 10 - сталь 35. Эти стали, позволяют изготовить большие партии болтов, винтов, гаек методом холодной высадки с последующей накаткой резьбы. Легированные стали 35Х, 30ХГСА применяют для высоконагруженных деталей при переменных и ударных нагрузках. Механические свойства крепежных изделий определяются как материалом, так и технологией изготовления. Декоративные винты и гайки выполняются из цветных металлов и пластмасс. Выбор материалов, как и всех параметров резьбовых соединений, определяется расчётом на прочность.
При этом крепёж, изготовленный из разных сталей, может иметь одинаковые прочностные характеристики, а детали, изготовленные из одной и той же стали, но получившие разную термообработку, могут значительно различаться по своим прочностным характеристикам. Отсюда следует, что при заказе стандартных резьбовых деталей недостаточно указать материал, из которого они должны быть изготовлены, но ещё необходимо показать требуемые прочностные характеристики материала заказываемых деталей. Обозначение прочностных характеристик крепёжных резьбовых деталей стандартизовано (стальные винты и шпильки по ГОСТ 1759-82) и представлено 12-ю классами прочности. Оно состоит из двух цифр, разделённых точкой (в некоторых документах точка не ставится): первая цифра представляет предел прочности материала, выраженный в МПа и поделённый на 100; вторая цифра (стоящая после точки) равна отношению предела текучести материала к его пределу прочности умноженному на 10. В стандарте представлены следующие классы прочности: 3.6; 4.6; 4.8; 5.6; 5.8; 6.6; 6.8; 6.9; 8.8; 10.9; 12.9; 14.9.
Класс
4.6 – предел прочности σв=400 МПа и предел текучести σт=240 МПа. Выдержка из ГОСТ 1759-82
«Изделия крепёжные. Общие технические требования» приведена
в таблице 3.
Для
стальных гаек с нормальной или большей высотой по ГОСТ 1759.5-87 установлено 7
классов прочности: 4; 5; 6; 8;
9; 10; 12. Число, умноженное на 100, показывает
напряжение от испытательной нагрузки.
Техническое правило: разрыв в соединении всегда должен быть по резьбе
болта. Отсюда число класса прочности гайки показывает наибольший класс
прочности болта, с которым может использоваться гайка в соединении. Например,
гайка класса 6 может применяться с болтами классов прочности не выше 6.8.
Для
каждого класса прочности стандарт рекомендует определенные марки сталей, их
механические свойства и технологические процессы изготовления деталей.
Для
болтов классов прочности 8.8 и выше, гаек классов прочности 8 и выше в их
обозначениях по ГОСТ после кдасса прочности полностью
указывают марку легированной стали.
Крепежные
изделия в зависимости от предполагаемых условий эксплуатации могут быть
изготовлены с защитным покрытием или без покрытия. Обозначение покрытий от 00
до 13. Например, 00 – без покрытия; 01 – цинковое с хроматированием; 02 – кадмиевое с хроматированием;
05 – окисное; 12 – серебряное; 13 – никелевое.
Таблица 11.
Механические характеристики материалов резьбовых деталей
|
Класс прочности |
σв,
МПа |
σт, МПа |
Марка стали |
|
|
Винт |
Гайка |
|||
|
3.6 |
4 |
300 - 400 |
200 |
Ст 3, Ст 10 |
|
4.6 |
5 |
400 - 550 |
240 |
20 |
|
5.6 |
6 |
500 - 700 |
300 |
30, 35 |
|
6.6 |
8 |
600 - 800 |
360 |
35, 45, 40Г |
|
8.8 |
10 |
800 - 1000 |
640 |
35Х; 38ХА; 45Г |
|
10.9 |
12 |
1000 - 1200 |
900 |
40Г2; 40Х; 30ХГСА |
Допускаемые
напряжения определяются в общем случае:
![]()
где [S]i – допускаемый коэффициент запаса прочности.
Рекомендуемые
в расчетах резьбовых соединений коэффициенты запаса приведены в таблицах 12 и
13.
Таблица 12.
Значения коэффициентов запаса прочности [S] и
допускаемых напряжений при расчете резьбовых соединений.
|
Вид внешней нагрузки |
Затяжка |
Запас прочности или допускаемое напряжение |
|
Статическая отрывающая |
Отсутствует |
[S]=1,6÷1,7 |
|
Статическая отрывающая |
Контролируемая |
[S]=1,2÷1,5 |
|
Не контролируемая |
[S] по таблице 5 |
|
|
Переменная отрывающая |
Контролируемая |
[S] а
≥1,5÷2,5; [S]=1,2÷1,5 |
|
Не контролируемая |
[S] а ≥2,5÷4 [S] по таблице 5 |
|
|
Статическая сдвигающая, болты без зазора |
Отсутствует |
[τ]=0,4σт [σ]см=0,8σт для стали [σ]см=(0,4¸0,5)σв для чугуна |
|
Статическая сдвигающая, болты с зазором |
Контролируемая |
[S]=1,2÷1,5 |
|
|
Неконтролируемая |
[S] по таблице 5 |
|
Переменная сдвигающая, болты с зазором |
Контролируемая |
[S]=1,2÷1,5 |
|
|
Неконтролируемая |
[S] по таблице 5 |
|
Переменная сдвигающая, болты без зазора |
Отсутствует |
[t]=(0,2÷0,3)σт |
|
Прочность стыков при любой нагрузке |
- |
Для стали [σ]см=0,8σв Для чугуна [σ]см=0,4σв Для бетона [σ]см=1÷2 МПа Для кирпича [σ]см=0,5÷2 МПа Для дерева [σ]см=2÷4 МПа |
Таблица 13. Значение
коэффициента запаса прочности [s] при расчете болтов с неконтролируемой затяжкой
|
Материал болта |
Постоянная нагрузка |
Переменная нагрузка |
||
|
М6-М16 |
М16-М30 |
М6-М16 |
М16-М30 |
|
|
Углеродистая сталь |
5¸4 |
4¸2,5 |
12¸8,5 |
9,5 |
|
Легированная сталь |
6,5¸5 |
5¸3,3 |
10¸6,5 |
6,5 |
Виды повреждений резьбовых соединений
При затяжке резьбового соединения
и в процессе его последующей работы в деталях соединения действуют самые разнообразные
напряжения. Так, например, под действием осевой силы в болтовом соединении
сечение тела болта нагружено растягивающими напряжениями, в переходной области
между телом и головкой возникают касательные напряжения, а в витках резьбы
напряжения изгиба, смятия и среза одновременно. Таким образом, прочность
элементов резьбового соединения является основным критерием работоспособности.
Наиболее частым является обрыв тела винта в области первых одного-двух витков
резьбы, считая от опорного торца гайки. У соединений с мелкими
резьбами возможен срез витков резьбы.
Стандартные
болты, винты шпильки, гайки с крупными шагами спроектированы по условиям равнопрочности, то есть таким образом, что разрушение по
любому из видов напряжений может произойти приметно при одной и той же нагрузке
на соединение.
Расчеты одиночных болтов
Методика и расчеты одиночных болтов зависят от вида и характера нагрузок, условий установки, условий работы резьбового соединения.
Факторы, влияющие на расчет.
1. Характер внешней нагрузки:
а) статическая (мало меняющаяся во времени) нагрузка,
б) переменная нагрузка, изменяющаяся по определенному циклу напряжений,
в) ударная нагрузка.
2. Направления внешних силовых факторов.
а) действующие параллельно стыкам соединений – сдвигающие внешние силовые факторы;
б) действующие перпендикулярно стыкам – отрывающие силы;
в) сжимающие или растягивающие силы;
г) действующие и в плоскости стыка и перпендикулярно стыкам – комбинированные силовые факторы.
3. Способ установки в отверстие:
а) болт ставят без зазора. Иногда такое соединение называют соединение чистыми или призонными болтами;
б) болт ставят с зазором. Иногда такое соединение называют соединение черными болтами;
в) болт с эксцентрической головкой.
4. Способ затяжки:
а) без затяжки болтов;
б) с предварительной затяжкой без действия внешних сил;
в) с подтяжкой болтов при действии внешних сил.
5. Затяжка без внешних сил бывает:
а) контролируемая, то есть выполняется специальным инструментом, который позволяет контролировать момент завинчивания (динамометрический ключ);
б) не контролируемая; выполняется стандартным инструментом, предназначенным для затяжки.
Расчет
резьбового соединения на прочность при осевом и
поперечном статическом нагружении
Замечено, что выход из строя болтов, винтов, шпилек и
т. п. обычно происходит вследствие разрыва (или вытяжки) их стержня (рис.
47) по резьбе или переходному сечению у головки. Вследствие разрушения или
повреждений резьбы резьбовые изделия выбывают из строя реже.
![]()
Рис. 47.
Деформация болта при работе
Для обеспечения прочности резьбовых соединений для болта определяют диаметр ds в его опасном сечении (в дальнейшем для краткости под словом «болт» будем подразумевать и другие резьбовые изделия: винты, шпильки, стержни с резьбой и т. п.). Затем определяют его остальные размеры. Размеры болта, гайки, шайбы принимают в зависимости от диаметра резьбы по соответствующим ГОСТам.
Расчет
незатянутого болта, нагруженного внешней растягивающей силой
Этот случай встречается редко. Примером служит нарезанный участок крюка для подвешивания груза. Опасным бывает сечение, ослабленное резьбой. На рис. 48 показан пример такого резьбового соединения. Стержень крюка работает только на растяжение. Резьбовое соединение, рассматриваемое в данном случае, называют ненапряженным. Такие соединения способны воспринимать только статическую нагрузку. Опасным будет сечение, ослабленное резьбой. Статическая прочность стержня с резьбой выше (в среднем на 10%), чем гладкого стержня с диаметром, равным внутреннему диаметру d1.

Рис.48. Грузовой крюк
с обоймой
Проверочный
расчет ненапряженного болтового соединения. Условие прочности на растяжение:
![]()
где σp и [σ]p — соответственно расчетное и допускаемое напряжения растяжения в поперечном сечении нарезанной части болта; F — растягивающая сила; d1— внутренний диаметр резьбы болта.
Проектировочный
расчет ненапряженного болтового соединения сводится к определению внутреннего
диаметра резьбы d1, из условия
прочности (9):
![]()
где [σ]p=σT/[s]T — допускаемое напряжение на растяжение; σT — предел текучести материала болта; [s]T — допускаемый коэффициент запаса прочности. Для болтов из углеродистой стали принимают [s]T =1,5÷3,0. Большие значения коэффициента запаса [s]T принимают при невысокой точности определения величины нагрузки F или для конструкций повышенной ответственности.
Расчет
затянутого болта, ненагруженного внешней осевой силой
Болт испытывает растяжение и кручение только от затяжки.
Требуемую силу затяжки болта определяют в зависимости от характера нагружения резьбового соединения. В машиностроении такие
болтовые соединения встречаются в клеммовых соединениях
(рис.49), в креплениях люков, крышек и т. п. В таких соединениях стержень
болта растягивается силой затяжки F3
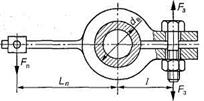
Рис. 49. Клеммовое соединение
Проверочный
расчет производят по σэ — эквивалентному (приведенному) напряжению для опасной
точки.
Условие прочности
σэ≤[σ]p. (11)
Эквивалентное
напряжение определяем по гипотезе энергии формоизменения:
![]()
Для резьбы
σэ≈1,3σp, (13)
![]()
где
σp — напряжение растяжения в опасном сечении болта; τкр — наибольшее напряжение кручения; d1 — внутренний диаметр резьбы; Kз≈1,3 — коэффициент
затяжки, учитывающий скручивание стержня болта.
Проектировочный расчет
С
учетом формул (13) и (14) внутренний диаметр резьбы болта
![]()
[σ]p— допускаемое напряжение для болта.
Практикой установлено, что болты с резьбой, меньше М10, можно повредить при недостаточно
квалифицированной затяжке.
Поэтому в силовых соединениях не рекомендуют применять
болты малых диаметров (меньше М8). На некоторых производствах для затяжки болтов используют специальные ключи предельного момента. Эти ключи не позволяют
приложить при затяжке момент, больше
установленного.
Расчет
затянутого и дополнительно нагруженного внешней осевой силой болта
Этот случай является весьма распространенным (фланцевые,
фундаментные и тому подобные болтовые соединения). Для большинства резьбовых
изделий требуется предварительная затяжка болтов, обеспечивающая плотность и
герметичность соединения и отсутствие взаимных
смещений деталей стыка. После предварительной затяжки под действием силы
предварительной затяжки болт растягивается, а детали стыка сжимаются. Помимо
силы предварительной затяжки на болт может действовать внешняя осевая сила.
Типичный случай показан на рис.50, где внешняя сила создается за счет давления Q. Расчет ведут по
результирующей нагрузке болта.
Основные допущения.
1)Внешние нагрузки передаются с одной детали на другую локально, через зоны, расположенные вокруг болтов.
2) Болт и детали испытывают упругие деформации, и это учитывается в расчетах.
3) Расчет ведут на предотвращение раскрытия стыка, то есть условие, при котором напряжения в стыке всегда сжимающие и не равны нулю.
4) Затяжку болтов ведут в условиях отсутствия внешней отрывающей силы.
5) Основной критерий расчета болта – условие нераскрытия стыка.
6) Условие нераскрытия стыка в инженерном расчете учитывается расчетом необходимой силы предварительной затяжки болта. Здесь термин «предварительная затяжка» означает, что затяжку ведут до приложения внешней силы, т.е. при сборке.
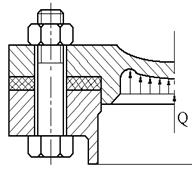
Рис. 50. Болты
крепления крышки к сосуду
Считаем, что
усилие Q распределяется
между болтами фланца равномерно. Введем обозначения ![]() - внешняя сила, где z – число
болтов по фланцу; Fзат –
усилие затяжки болтов; Fб – осевое усилие на
болт; Fст
– усилие, приходящееся на прокладку (стык) от одного болта.
- внешняя сила, где z – число
болтов по фланцу; Fзат –
усилие затяжки болтов; Fб – осевое усилие на
болт; Fст
– усилие, приходящееся на прокладку (стык) от одного болта.
Рис.51. Расчетная модель болтового
соединения
На рис.51 показана расчетная модель болтового соединения деталей Ф1 и Ф2 с прокладкой. Слева показано соединение при Fвн=0. В этом случае Fб=Fст=Fзат. При приложении внешней нагрузки (Fвн>0) в направлении указанном на рисунке справа, уменьшается деформация сжатия прокладки и зоны фланцев деталей, расположенных у прокладки, но т.к. усилие затяжки не изменилось, значит уменьшилось усилие на стыке, т.е.
Fст<Fзат , (16.1)
иначе стык раскроется.
По условию равновесия соединения
Fб=Fст+Fвн . (16.2)
Учитывая неравенство (16.1), получим
Fб<Fзат+Fвн , (16.3)
следовательно, только, часть внешнего усилия Fвн, которую обозначим Fвн', прибавляется к усилию затяжки
Fб=Fзат+Fвн'. (16.4)
Отношение x= Fвн'/ Fвн называется коэффициентом внешней нагрузки.
Следовательно, имеем
Fб=Fзат+xFвн. (16.5)
Из уравнения(16.2) получаем
Fст=Fб-Fвн=Fзат-(1-x)Fвн. (16.6)
Для предупреждения раскрытия стыка надо выполнить условие
Fст >0, т.е. Fзат>(1-x)Fвн. (16.7)
В расчетной практике принимают
Fзат=k(1-x)Fвн, (16.8)
где k – коэффициент затяжки.
По условию нераскрытия стыка: k=1,25÷2 – при постоянной нагрузке;
k=2,5÷4 – при переменной нагрузке.
По условию герметичности в стыке: k=1,3÷2,5 -
при мягкой прокладке;
k=2÷3,5 – при фасонной
металлической;
k=3÷5 – при
плоской металлической прокладке.
Следовательно, растягивающая сила Fδ, действующая на болт, после предварительной затяжки и приложения внешней силы Fвн равна
F𝛿=Fзат+ xFвн =k(1-x)Fвн+ xFвн
или
F𝛿=[k(1-x)+ x]Fвн. (16.9)
При отсутствии последующей затяжки болт рассчитывают с учетом его кручения от момента трения в резьбе Тр по расчетной силе
Fp =1,3Fзат+ xFвн
или
Fp=[1,3k(1-x)+ x]Fвн. (16.10)
Для расчета по формуле (16.10) необходимо знать х. Задача о распределении нагрузки между винтом и стыком является статически неопределимой и решается с помощью условия совместности перемещений. Очевидно, что под действием внешней нагрузки в пределах до раскрытия стыка болт удлиняется настолько, насколько уменьшается сжатие деталей, т.е. δδ=δд, где δδ - деформация болта, δд - деформация деталей.
δδ=λδxFвн; δд=λд(1-x)Fвн;
λδxFвн= λд(1-x)Fвнδ;
![]()
где λδ
- податливость болта, равная
деформации болта под действием силы в
1Н;
λд - податливость соединенных деталей и стыка между ними.
При отсутствии упругих прокладок коэффициент внешней нагрузки х=0,2÷0,3. При наличии упругих прокладок х может быть близок к единице.
Дополнительные
условия повышения герметичности стыка:
1. Высокая чистота (малая шероховатость) соединенных поверхностей, т.к. шероховатости поверхности в процессе работы сминаются и остаточная затяжка стыка уменьшается. Для ответственных соединений поверхности стыков деталей рекомендуют шлифовать;
2. Чем меньше число стыков, тем больше
гарантирована остаточная затяжка;
3. Высокая чистота обработки поверхности резьбы болта для уменьшения смятия шероховатостей и ослабления остаточной затяжки;
4. Контровка резьбового соединения;
5. Повышение упругости прокладок. Пружинные шайбы играют роль упругих прокладок. Необходимо помнить, что наличие прокладок увеличивает коэффициент основной нагрузки.
Определение
податливости болтов и соединяемых деталей
Определение
податливости болта
![]()
где Е – модуль упругости материала болта; S – площадь сечения болта;
lδ - расчетная длина, равная
свободной длине болта между опорными поверхностями, плюс половина длины свинчивания
(высоты гайки) (рис. 51.1), т.е.
![]()
Для случая ступенчатого болта (рис. 51.2)
![]()
где ln - длина n-го участка болта; Sn – площадь сечения n-го участка болта.
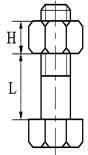
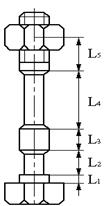
Рис.51.1 Рис.51.2
Определение податливости соединяемых деталей.
Для определения коэффициента податливости соединяемых деталей λд пользуются методом профессора И. И. Бобарыкова. Согласно этому методу деформации соединяемых деталей распространяются на так называемые конусы давления, наружный диаметр а меньших оснований которых представляет собой наружный диаметр опорной поверхности гайки (головки болта, пружинной шайбы и т.д.), а образующие наклонены под углом α<45° (рис. 51.3). Рекомендуется принимать tg𝛼 =0,5. Для упрощения расчетов конус заменяют цилиндром, наружный диаметр которого равен среднему диаметру конуса. Коэффициент податливости соединяемых деталей равен
![]()
где h1, h2, …, hn – толщина соединяемых деталей;
S1, S2, …, Sn – площади поперечных сечений конусов давлений;
E1, E2, …, En – модули упругости материалов этих деталей.
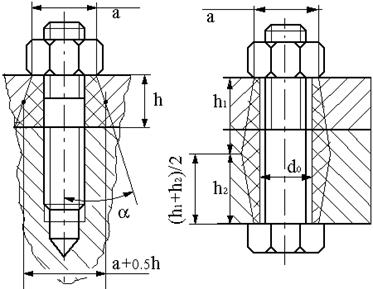
а)
б)
Рис.51.3
Для
соединения, показанного на рис. 51.3,а при tga=0,5
![]()
Тогда
![]()
Для соединения, показанного на рис. 51.3, б, при одинаковых материалах соединяемых деталей
![]()
При большом значении λδ и малом значении коэффициента податливости соединяемых деталей λд коэффициент внешней нагрузки х небольшой и почти вся внешняя сила Fвн идет на разгрузку стыка. При малом значении коэффициента податливости болта и большом коэффициента податливости соединяемых деталей, например при применении в стыке упругой прокладки, большая часть внешней силы передается на болт. При наличии упругой прокладки податливостью соединяемых деталей можно пренебречь.
Болтовое
соединение нагружено силами в плоскости стыка
Условием надежности соединения является отсутствие сдвига деталей в стыке. Примером может служить
соединение двух полумуфт в дисковой муфте. Конструкция
может быть собрана по двум вариантам.
Расчет болта, нагруженного поперечной
силой Fr при установке
его с зазором (рис. 52).
В этом случае болт ставится с зазором в отверстие деталей. Для обеспечения неподвижности соединяемых листов 1, 2, 3
болт затягивают силой затяжки F3. Во избежание работы
болта на изгиб его следует затянуть так сильно, чтобы силы трения на стыках
деталей были больше сдвигающих сил Fr.
Основные допущения.
1) Деформация соединяемых деталей не учитывается, то есть детали принимают абсолютно жесткими.
2) Внешние нагрузки передаются от одной детали на другую локально, через зоны, расположенные вокруг болтов.
3) Расчет ведут на предотвращение сдвига деталей по условию неподвижности стыка.
Основным критерием расчета является условие неподвижности стыка.

Рис. 52. К расчету болтов соединения, несущего поперечную нагрузку.
Болт установлен с зазором
Обычно силу трения принимают с запасом: Ff= KFr. (К –коэффициент
запаса по сдвигу деталей, К = 1,3 – 1,5 при статической нагрузке, К = 1,8 – 2 при переменной нагрузке).
Найдем требуемую затяжку
болта. Учтем, что сила затяжки болта может создавать нормальное давление на i трущихся
поверхностях (на рис. 52) ![]() или в общем случае
или в общем случае
![]()
где
i – число плоскостей стыка деталей (на
рис.52 – i = 2; при соединении только двух деталей i = 1); f – коэффициент трения в стыке (f = 0,15 – 0,2 для сухих чугунных и стальных поверхностей);
Как известно при затяжке болт работает на растяжение и кручение
поэтому прочность болта оценивают по эквивалентному напряжению. Так как внешняя нагрузка не передается на болт, его
рассчитывают только на статическую
прочность по силе затяжки даже при переменной внешней
нагрузке. Влияние переменной нагрузки учитывают путем выбора повышенных значений коэффициента запаса.
Проектировочный расчет болта:
внутренний
диаметр резьбы
![]()
Расчет болта, нагруженного поперечной
силой, с установкой его без зазора (рис.
53).
Основные допущения.
1) Деформации деталей не учитываются, то есть считают детали абсолютно жесткими.
2) Внешние нагрузки передаются с одной детали на другую локально, через зоны, расположенные вокруг болтов.
3) Силы трения, связанные с затяжкой болтов, не учитываются.
4) Основным критерием расчета является условие неподвижности стыка.
5) При установке болта без зазора неподвижность обеспечивается сопротивлением болта срезу и смятию.

Рис. 53. К расчету болтов соединения, несущего поперечную нагрузку.
Болт установлен
без зазора
В этом случае отверстие
калибруют разверткой, а диаметр стержня болта выполняют с допуском, обеспечивающим беззазорную
посадку. При расчете прочности
данного соединения не учитывают силы трения в стыке, так как затяжка болта не контролируется. В общем случае болт можно заменить штифтом. Стержень
болта рассчитывают по напряжениям
среза и смятия.
Условие
прочности
![]()
где ![]() - расчетное напряжение среза болта; Fr —
поперечная сила; dc — диаметр
стержня в опасном сечении; [τ]ср —
допускаемое напряжение среза для болта; i — число
плоскостей среза (на рис. 53 i = 2);
- расчетное напряжение среза болта; Fr —
поперечная сила; dc — диаметр
стержня в опасном сечении; [τ]ср —
допускаемое напряжение среза для болта; i — число
плоскостей среза (на рис. 53 i = 2);
[τ]ср=(0,2÷0,3)σT.

Рис. 54. Варианты
конструкций, разгружающие болты от поперечной нагрузки
Проектировочный
расчет.
Диаметр
стержня из условия среза
![]()
Закон распределения напряжений смятия по цилиндрической
поверхности контакта болта и детали трудно установить точно. Это зависит от
точности размеров и форм деталей соединения. Поэтому расчет на смятие
производят по условным напряжениям. Эпюру действительного распределения
напряжений заменяют условной с равномерным распределением напряжений
(рис.54.1).
Рис.54.1
Для средней детали (и при соединении только двух деталей)
![]()
для крайних деталей
![]()
Формулы (23) и (24) справедливы для болта и деталей. Из
двух значений [σ]см в этих формулах
расчет прочности выполняют по наибольшему, а допускаемое напряжение определяют
по более слабому материалу болта или детали. Сравнивая варианты постановки
болтов с зазором и без зазора (рис.52 и 53), следует отметить, что первый
вариант дешевле второго, так как не требует точных размеров болта и отверстия.
Однако условия работы болта, поставленного с зазором, хуже, чем без зазора.
Так, например, приняв коэффициент трения в стыке деталей f= 0,2, К = 1,5 и i = 1, из
формулы (20) получим Fзаm
= 7,5F. Следовательно, расчетная
нагрузка болта с зазором в 7,5 раз превышает внешнюю нагрузку. Кроме того,
вследствие нестабильности коэффициент трения и трудности контроля затяжки
работа таких соединений при сдвигающей нагрузке недостаточно надежна.
Расчет
одиночных болтов при эксцентрической нагрузке
Болты с
эксцентрической головкой относятся к специальным болтам. Эксцентричное
нагружение болтов возникает при наличии костыльной
головки или непараллельности (перекосах) опорных
поверхностей деталей и гайки. Такие болты устанавливают в отверстия с зазором и
нагружаются отрывающей силой ![]() ,
приложенной c эксцентриситетом а.
,
приложенной c эксцентриситетом а.
Нераскрытие стыка обеспечивается предварительной затяжкой болта.
Fзат = k∙F.
Расчетная сила, растягивающая болт, определяется как для обычного болта:
Fp = 1,3Fзат + 𝜒∙F
Кроме напряжений растяжения расчетная сила вызывает напряжения изгиба. Условие прочности:
𝜎max=𝜎р + 𝜎и≤[𝜎],
где σmax - суммарное максимальное напряжение,
![]() - напряжение растяжения,
- напряжение растяжения,
![]() - напряжение от изгиба моментом M = Fp∙a.
- напряжение от изгиба моментом M = Fp∙a.
Следует избегать случайного нагружения болтов эксцентрично приложенной силой, так как даже небольшой эксцентриситет a=d/2, имеющий место при установке обычного болта, если опорные поверхности под гайкой или головкой имеют перекос, вызывает напряжение σmax ≈ 7,5σр. Напряжения изгиба являются самыми опасными для прочности болтов, винтов и шпилек.
Отсюда правила конструирования:
1. Не допускать черновых (необработанных) поверхностей под гайками, головками, шайбами.
2. Несопрягаемые (свободные) поверхности корпусных деталей не обрабатывают. В местах установки крепежа следует предусматривать:
а) на литых деталях – бобышки (местные выступы) под обработку высотой S = 2…3 мм (рис. 54.2, а);
б) на сварных деталях – платики (рис. 54.2, б);
в) на любых деталях – цековки глубиной h = 1,25…1,6 мм (рис. 54.2, в).
3) Использовать сферические, косые шайбы и другие выравнивающие от изгиба устройства.

Рис.54.2
Расчет
болтов при внецентренно приложенной силе
Рассмотрим два случая:
1. Поставлен болт с костыльной головкой. В винтах с эксцентричной (костыльной) головкой под действием силы Fзат возникают напряжения растяжения σр и σи (рис. 55).
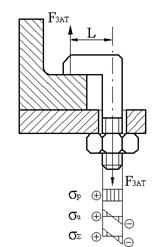
Рис.55. Болт с
костыльной головкой
Суммарное напряжение в наиболее опасной точке
![]()
Коэффициент 1,3 учитывает напряжения кручения стержня болта от момента трения в резьбе Тр.
![]()
Из формулы следует, что с увеличением эксцентриситета е напряжение в болте будет возрастать. При эксцентричном приложении нагрузки суммарные напряжения в болте могут во много раз превышать напряжения растяжения. Например, при эксцентриситете e=0,5dp суммарные напряжения σΣ=5,3σp.
В связи с этим следует избегать применения болтов
с эксцентричными головками.
2.Опорные поверхности под гайку и головку болта непараллельны (рис. 55.1).
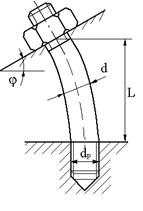
Рис.55.1.
Опорные поверхности под гайку и головку болта непараллельны
За напряженное состояние винта в первом приближении принимают чистый изгиб, т.к. изгибные напряжения во много раз превышают напряжения растяжения. По заданному углу наклона упругой линии определяем изгибающий момент на винте
![]()
где l – деформируемая длина винта; Е – модуль упругости материала винта; I=πd2/64 – момент инерции сечения стержня винта.
Напряжения изгиба в винте (рис.55.1)
![]()
Напряжения
изгиба в резьбовой части
![]()
Для уменьшения напряжений изгиба повышают точность изготовления (вводят допуски на перекосы опорных поверхностей, на биение торца) или применяют специальные конструкции – сферические или косые шайбы.
Расчет
болтов при повышенной температуре
Сборка резьбовых соединений производится при нормальной температуре, однако рабочая температура соединения зачастую существенно превышает нормальную. Пример: крепление с помощью резьбовых шпилек головки к блоку цилиндров двигателя внутреннего сгорания. Во многих случаях, как, например, в большинстве двигателей армейских машин, блок цилиндров и его головка выполняются из лёгких сплавов на основе алюминия, а соединяются между собой посредством стальных шпилек. Но алюминиевые сплавы и стали имеют существенно (примерно в 2 раза) различные коэффициенты линейного термического расширения. Нагревание такого соединения создаёт в его элементах дополнительные нагрузки, которые, суммируясь с усилиями предварительной затяжки, могут привести к разрушению элементов соединения или другим неприятным последствиям (заклинивание резьбы, смятие опорных поверхностей, вытяжение шпилек и т.п.).
Для резьбовых соединений из конструкционной стали при температуре t>300 °С
и для легких сплавов при t>150 °С следует учитывать
ползучесть и длительную прочность материала.
При t>500 °C
для резьбовых соединений применяют специальные жаропрочные стали, например
ЭИ643 и др.
Таблица
14. Материалы деталей резьбовых соединений и их максимальные рабочие
температуры
|
Материалы |
Рабочие температуры резьбовых соединений, °с, max |
Материалы |
Рабочие
температуры резьбовых соединений, °с, max |
|
Стали |
Титановые сплавы |
||
|
45 |
<300 °с |
Bt33-1 |
<450 °с |
|
30ХГСА |
<400 °с |
ВТ14 |
<400 °с, кратковременно до 500 °С |
|
1Х12НГВМФ |
<500 °с |
||
|
12Х18Н9Т |
<600 °с |
ВТ16 |
<350 °с, кратковременно до 700 °С |
|
Х12Н22ТЗМР |
<700 °С |
||
При высоких
температурах в резьбовых соединениях часто наблюдается заедание - после некоторого
времени работы гайку не удается отвернуть или она отвинчивается с большим
трудом. Опасность заедания уменьшается при правильном подборе материалов болта
и гайки. С этой целью при температурах до 500 °С и незначительных
усилиях применяют гайки из латуни, бронзы и перлитного чугуна, а для более нагруженных
соединений - гайки из жаропрочных материалов. При этом материал гайки должен
иметь больший коэффициент линейного расширения, чем материал болта.
Заедание в
резьбовых соединениях уменьшается при применении покрытий (медное - до 600 °С
и серебряное - до 700 °С).
Кадмирование резьбовых соединений при рабочих температурах свыше 200 °С недопустимо, так как кадмий проникает в металл болта и вызывает его разрушение.
При повышении температуры на t°C болт (шпилька) и соединяемые детали в свободном состоянии должны получить удлинение
![]()
![]()
где δtб и δtд –
свободное температурное удлинение болта и соединяемых деталей, соответственно; αб и αi – коэффициенты
линейного теплового расширения болта и каждой из соединяемых деталей, соответственно;
lб – длина болта; hi
– толщина каждой из отдельных деталей, входящих в соединение; причём lб=Σhi.
Но в результате совместной деформации при нагревании в соединении появляется температурная нагрузка (сила), которая сообщает болту дополнительное удлинение, а стягиваемым деталям укорочение (отрицательное удлинение)
![]()
![]()
где Ft
– усилие в соединении, возникшее в связи с его нагреванием; dFб и dFд – дополнительная деформация от действия Ft болта и соединяемых деталей, соответственно; λб и λд
– податливость болта и суммарная податливость соединяемых деталей.
Но в силу совместности деформации изменение длины болта и соединяемых деталей одинаковы, то есть δtб+δFб=𝛿tд+δFд, или в развёрнутом виде
![]()
Из последнего выражения находим дополнительную нагрузку на соединение, вызванную его нагреванием,
![]()
Разделив Ft
на площадь поперечного сечения болта, получим величину температурных
напряжений, которые суммируются с рабочими напряжениями.
Расчет ведут по рассмотренным выше правилам, но в расчетной формуле учитывают дополнительную силу, появляющуюся при температурной деформации:
![]()
Расчетная нагрузка.
Fpt = Fр + Ft, (27)
где Fр – расчетная внешняя нагрузка на болт при нормальной температуре.
Резьбовые соединения,
работающие при циклических нагрузках
Примером таких болтов могут служить болты крепления крышки цилиндра двигателя внутреннего сгорания. При циклических нагрузках (чаще всего пульсирующего цикла) большую опасность представляют усталостные явления, которые могут служить причиной аварийных разрушений. Усталостные разрушения начинаются с образования микротрещин, которые возникают в местах наибольшей концентрации напряжений, поэтому в конструкции болтов и винтов большое внимание должно быть уделено целесообразной геометрической их форме. Для оценки концентрации напряжений пользуются гидравлической аналогией, которая выражается так: если контур детали представить как трубу, в которой движется жидкость, то там, где поток турбулентный (вихревой), должны возникнуть местные напряжения, величина которых пропорциональна интенсивности вихрей.
Местные напряжения возникают:
- в местах резкого перехода сечений,
- в канавках с острыми углами,
- при малых радиусах округлений,
- в переходах от стержня к резьбе,
- в переходах к зоне закалки ТВЧ,
- при некруглых отверстиях.
Рассмотрим циклы изменения нагрузок и напряжений (рис. 56).
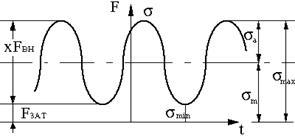
Рис.56. Циклы изменения нагрузок и
напряжений
В большинстве
случаев переменная внешняя нагрузка изменяется по отнулевому
циклу от 0 до Fвн. На болт
приходится только часть ее xFвн. Таким образом, если на болт
действует сила предварительной затяжки Fзат и переменная внешняя сила, изменяющаяся от 0 до xFвн,
то напряжение начальной затяжки ![]() ,
где S1 – площадь поперечного сечения болта
по внутреннему диаметру резьбы.
,
где S1 – площадь поперечного сечения болта
по внутреннему диаметру резьбы.
Максимальное напряжение цикла σmax=σm+σa=σзат+2σa,
где ![]() -
амплитуда напряжения цикла;
-
амплитуда напряжения цикла;
σm=σзат+σa - среднее напряжение цикла.
Расчет на усталость болтов производится как проверочный по коэффициенту запаса прочности
![]()
где σ-1 - предел выносливости болта (σ-1=0,35σв);
k𝜎 - эффективный коэффициент концентрации напряжений в резьбе (k𝜎=3,5÷4,5– для углеродистых сталей; k𝜎=4,0÷5,5– для легированных сталей);
ψσ - коэффициент чувствительности материала к асимметрии цикла;
[Sa]=2,5÷4 – допускаемый коэффициент запаса прочности по амплитуде.
Запас статической прочности по текучести
материалов проверяют по формуле
![]()
где [S]≥ 1,25 - допускаемый коэффициент запаса прочности по максимальному напряжению.
Опыт эксплуатации резьбовых соединений, подверженных действию переменных нагрузок, а также испытания соединений на усталость показывают целесообразность значительной начальной затяжки соединений для болтов из углеродистых сталей равной (0,6 – 0,7)σT, а из легированных сталей – (0,4 – 0,6)σT.
Затяжка увеличивает усталостную прочность болтов
(так как уменьшает переменную
составляющую напряжений в болтах) и
соединяемых деталей (так как уменьшает микросдвиги).
Следует учитывать, что напряжения
затяжки при эксплуатации могут
несколько снизиться вследствие обмятия микронеровностей на стыках и релаксации напряжений в болтах.
Конструктивные и технологические мероприятия, повышающие прочность
резьбовых соединений
Основными
конструктивными параметрами, определяющими прочность витков, являются отношение
d/P
и относительная высота гайки H/d.
Приведем
влияние относительного шага P/d на прочность резьб
в диапазоне применяемых значений P/d=0,02-0,2.
1. Напряжение
разрыва σр существенно уменьшается с уменьшением P/d
(в 1,5 раза в диапазоне P/d=0,2-0,02), что объясняется увеличением
d1 с уменьшением шага
резьбы.
Увеличение d и Р понижает
сопротивление усталости резьбовой детали (масштабный эффект). Резьбы диаметром (30-60)
мм имеют приблизительно в 2 раза меньшие пределы выносливости, чем резьбы
диаметром (6-16) мм.
При переменных
нагрузках для повышения податливости болта целесообразно уменьшать диаметр dс стержня болта
(шпильки).
Обычно
принимают
- при
переменных нагрузках dc=0,8-1,05,
- при статических
нагрузках dc/d1=1,05-1,15.
2. Напряжения
среза слабо уменьшаются с измельчением резьбы в 1,25 раза. При статических и
переменных нагрузках можно рекомендовать d/P=10-15. Не рекомендуется применять
резьбу с d/P<8.
При мелкой
резьбе d/P>20 может наступить явление цепкого среза, когда разрушение
витков идет одно за другим и равнопрочности гайки и
болта нельзя достичь даже при очень большой высоте гайки. Для гаек из пластмасс
цепной срез витков возможен при d/P>7.
В целом мелкие
резьбы несколько более выгодны по прочности, чем крупные. Однако
точное изготовление мелких резьб сложнее, чем
крупных, достичь равномерного распределения нагрузки по виткам у них труднее.
3. Напряжения
смятия незначительно уменьшаются при уменьшении P/d и при m=1 составляют от 0,3 до 0,45, а при m=2 - от
0,55 до 0,8 напряжений разрыва.
4. Напряжения изгиба падают с уменьшением P/d и при m=1 составляют от 0,25 до 0,3, а при m=2 - от
0,5 до 0,6 напряжений разрыва. При стесненном изгибе (срез) напряжения в
основании витков равны (0,13-0,15)σр.
При
равноценных механических свойствах материала гайки и болта сопротивление
усталости резьбы повышается с увеличением высоты гайки до H=1,2d. Дальнейшее увеличение высоты гайки не
дает существенного возрастания прочности, так как нагрузка на первый виток
изменяется очень мало.
Применение
гаек с низким модулем упругости приводит к более равномерному распределению нагрузки
по виткам.
Прочность ответственной силовой резьбы, нагруженной переменными
усилиями, заметно снижается при стандартном для метрических резьб
закруглении впадин между витками r=0,108P, поэтому принимают
r=(0,15-0,22)P.
Накатывание
резьбы увеличивает усилия среза витков на (4-8)%. Ее можно проводить на всех
материалах, имеющих относительное удлинение не ниже (8-10)% и предел прочности
не выше 1100 МПа. Сопротивление усталости накатанной/резьбы при правильных
режимах накатки и при отсутствии последующей термической обработки на 30 %
больше нарезанной резьбы.
5. Снижение амплитудных напряжений. Ранее мы получили
![]()
Отсюда видно, что для уменьшения амплитудных напряжений (уменьшения доли внешней нагрузки, приходящейся на болт) нужно увеличить податливость болта. Податливость болта можно увеличить путем увеличения его длины или уменьшения его диаметра (рис. 57). Для увеличения длины болта применяют специальные дистанционные втулки. Уменьшение диаметра болта производят в ненарезанной части, за счет чего удается увеличить допустимую пульсирующую нагрузку на соединение более чем в 1,5 раза. Уменьшить х можно и за счет увеличения жесткости соединенных деталей (снижение λд) и стыка (улучшением пригонки, увеличением жесткости прокладок).
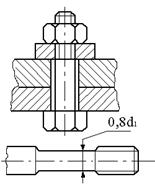
Рис.57
6. Уменьшение концентрации напряжений. Это достигается за счет тщательной обработки и введения галтелей при переходе от одного диаметра болта к другому и при переходе стержня болта в головку. Закругление под головкой в стандартном болте
r/d=0,016…0,05.
Изготовление резьбы методом накатки также снижает концентрацию напряжений при этом не нарушается структура металла, не перерезаются его волокна.
7. Выравнивание нагрузки по виткам. Это достигается применением гаек улучшенной конструкции. Такие конструкции приведены выше.
Расчет болтовых соединений группой болтов
Расчет таких соединений сводится к определению нагрузки для наиболее нагруженного болта. Затем рассчитывают прочность этого болта по формулам одного из случаев, рассмотренных выше.
Основные допущения при расчете.
1) Соединения, в которых более одного болта, относят к групповым соединениям.
2) Поверхности стыков остаются плоскими (недеформируемыми) при нагрузке. Это справедливо для стыков с жесткими соединяемыми деталями.
3) Поверхности стыка имеют оси симметрии, а болты расположены симметрично относительно этих осей.
4) Все болты соединения одинаковы и равнозатянуты. В некоторых случаях задается последовательность затяжки болтов.
5) В реальных условиях могут быть случаи, когда необходимо учитывать деформируемость деталей. Эта задача в данной методике не рассматривается.
6) Предположение, что все болты одинаковы, упрощает решение задачи конструирования и изготовления, но требуется четко определить наиболее нагруженный болт и расчет вести по наибольшей нагрузке. Расчет других болтов нет смысла проводить, так как они все будут менее нагружены.
Классификация групповых болтовых соединений.
Групповые болтовые соединения условно делят на:
а) Соединения, нагруженные сдвигающими силами и моментами (то есть действующими в плоскости стыка).
б) Соединения, нагруженные отрывающими силами и моментами (то есть действующими в плоскости, перпендикулярной к плоскости стыка).
в) Соединения, нагруженные сдвигающими и отрывающими силовыми факторами одновременно.
В настоящем
лекционном курсе невозможно и нерационально пытаться рассмотреть все варианты
группового расчета резьбовых соединений. При проектировании технических
устройств и систем могут встретиться различные схемы резьбовых соединений,
требующие для расчета использования методики совместности деформаций. Варианты
расчета таких систем можно найти в специализированной литературе.
1. Порядок расчета группового соединения,
нагруженного в плоскости стыка.
1.1) Конструируем стык.
1.2) Составляем расчетную схему нагружения. Если действуют несколько силовых факторов, они приводятся к центру тяжести стыка, заменяются проекциями главного вектора сил на оси: Fx, Fy, Fz, и составляющими главного момента, действующих относительно осей: Mx, My, Mz.
Момент, действующий в плоскости стыка, то есть относительно оси, перпендикулярной плоскости стыка, называем крутящим или сдвигающим и обозначаем Т. Остальные моменты — отрывающие. Такой прием удобен, так как позволяет четко представить себе нагружение и применить принцип независимости действия сил (принцип суперпозиции) для определения силового воздействия на каждый болт.
1.3) Предположение, что стыки недеформируемы при нагрузке, позволяет считать:
а) что при действии сил, приложенных в центре тяжести стыка, сдвигающие силы распределяются между болтами равномерно;
б) что при действии крутящего момента происходит поворот сечения относительно его центра тяжести, чему препятствует болт, поставленный без зазора, или сила трения в стыке, вызванная силой затяжки, при установке болтов с зазором.
1.4) Определяем нагружение каждого болта на примере рис.58. Рассмотрим вариант двухрядного стыка с 5 болтами в ряду. Центр тяжести стыка расположен в точке О. Оси Z и X лежат в плоскости стыка и проходят через О – центр тяжести, он же центр симметрии стыка. Ось Y перпендикулярна плоскости стыка, относительно этой оси действует момент Т.

Рис. 58. Схема нагружения болтов сдвигающими
силами и моментом.
1.5) Приложим
в центр тяжести О силу Fx. В
силу сделанных предположений нагрузка на все болты от силы Fx одинакова по величине и направлению Fx1=
Fx2
=…= Fx10
= ![]() .
.
1.6) Приложим в центр тяжести О силу Fz по аналогии с Fx.
Fz1 =
Fz2
=…= Fz10 =![]()
1.7) Приложим крутящий момент Т, действующий относительно оси Y (см. рис. 58). Усилия от действия момента Т распределяются между болтами неравномерно по величине и направлению. Усилие на произвольный болт направлено перпендикулярно к радиус вектору ri и по величине определяется в общем случае:
![]()
где ρi – величина расстояния от центра тяжести стыка до оси произвольного болта, zi – число болтов, расположенных на радиусе ρi.
Для определения наиболее нагруженного болта в числителе ri принимается ρmax. В случае нагружения по рис. 58 наибольшее усилие:
![]()
![]()
1.8) Суммарная нагрузка на каждый болт определяется суммой:
![]()
1.9) Наибольшая нагрузка приходится на болт 10 (см. рис. 58). Величина наибольшей нагрузки на болт 10:
![]()
Обратите внимание, что суммирование сил — векторное. Это действие проще всего выполнить графически в масштабе. Для суммирования алгебраического следует вычислять углы между векторами, а это решение громоздкое.
1.10) В случае установки болтов без зазора проводим расчет диаметра резьбы болта по методике, изложенной в пункте «Расчет соединения одиночным болтом, установленным без зазора …». Расчет ведется по усилию Fmax из условия неподвижности стыка.
1.11) В случае установки болтов с зазором проводим расчет диаметра резьбы болта по методике, изложенной в пункте «Расчет соединения одиночным болтом, установленным в отверстии деталей с зазором …». Расчет ведется по усилию Fmax из условия неподвижности стыка.
1.12) В случае, если в результате расчета болтов не выполняется условие d<dmax, т.е. размер резьбы превышает наибольший допустимый для данной детали, то следует:
а) изменить материал болта, т.е. допускаемое напряжение. Этот прием возможен при небольших отклонениях диаметров.
б) вернуться к п.1 в части конструирования стыка, изменить число болтов, размеры стыка, число рядов и т. д. В некоторых случаях надо вносить изменения в размеры соединяемых деталей.
2.
Порядок расчета группового болтового соединения, нагруженного в плоскости,
перпендикулярной к плоскости стыка.
2.1) Конструируют стык.
Основные правила при конструировании изложены ранее. Задаются предварительно числом болтов и другими параметрами стыка (см. рис. 59,д). Не усложняйте конструкцию стыка при первом конструировании. Задачи обычно требуют нескольких приближений, а они связаны, в основном, с конструированием стыка. На рис.59,д показан стык, состоящий из 12 болтов.

а) б) в) г) д)
Рис.
59. Схема нагружения стыка отрывающими
силой Fx и моментом My:
а) схема нагружения;
б) распределение отрывающей силы по болтам стыка;
в) распределение сил от отрывающего момента
по болтам стыка; г) распределение суммарного нагружения
по болтам стыка; д) план стыка.
2.2) Составляют расчетную схему нагружения. Если действует несколько отрывающих силовых факторов, то удобно привести их к центру тяжести стыка, заменить их главным вектором внешних сил и спроектировать его на ось, перпендикулярную плоскости стыка, и главным моментом My относительно оси Y. На рис. 59,а сила Fx – отрывающая сила, момент Мy – отрывающий момент.
2.3) Сделанные предположения о жесткости стыка позволяют считать:
а) отрывающие силы, действующие в центре тяжести стыка, равномерно воспринимаются всеми болтами.
б) отрывающие моменты вызывают поворот сечения относительно осей, проходящих через центр тяжести стыка.
2.4) Определяем нагружение каждого болта.
а) Отрывающая
сила Fx распределяется
между болтами равномерно. Нагружение произвольно
взятого болта ![]() , где z – суммарное число болтов в стыке. На рис. 59,б показано
распределение внешней отрывающей силы Fx между болтами.
, где z – суммарное число болтов в стыке. На рис. 59,б показано
распределение внешней отрывающей силы Fx между болтами.
б) Отрывающий
момент нагружает болты неравномерно величинами, пропорциональными расстояниям
от центра тяжести. Усилие, действующее на произвольный болт, см. рис. 59,г:
![]()
где z1=3 – число болтов ряда на расстоянии l3 от оси Y, z2=2 – число болтов ряда на расстоянии l4 от оси Y.
Из построенных эпюр распределения внешней нагрузки от отрывающего момента (рис. 59,в) видно, что наибольшая нагрузка в болтах 1, 2, 3 растягивающая и в болтах 7, 8, 9 – сжимающая.
![]()
в) На рис. 59,г показано суммарное нагружение болтов левого
ряда. Наиболее нагружены болты 1, 2, 3.
![]()
2.5) Сила затяжки болтов для данного соединения рассчитывается по методике, изложенной в разделе 4.6. Определяется сила затяжки из условия нераскрытия стыка.
2.6) По величине FΣmax будем рассчитывать болт на прочность по методике, изложенной в разделе 2.4 «Расчёт соединения одиночным болтом, нагружённым отрывающей силой».
2.7) Из произведенного расчета определяют необходимый стандартный размер резьбы болта. Если произведенный расчет дает отклонения от предварительно принятого размера резьбы, следует:
а) изменить марку материала болта,
б) изменить конструкцию стыка под другой болт (например, если возможно изменить число болтов в ряду, изменить размеры стыка, например, l3 и l4 и т.д.).
После уточнения произвести проверочный расчет болтов до получения приемлемого результата.
3.
Порядок расчета группового соединения в случае нагружения
одновременно сдвигающими и отрывающими нагрузками.
3.1) Такой случай является наиболее распространенным в практике. Пример
приведен на рис. 60,а.
3.2) Конструирование стыка ничем не отличается от изложенного в подразделе 2.
3.3) Составляют расчетную схему нагружения (см. п. 1.2 и 2.2), приводят отрывающие силовые факторы к проекции главного вектора отрывающих сил и отрывающему моменту (см. п. 2.2).
3.4) Приводят сдвигающие силовые факторы к проекции главного вектора Fz.
3.5) Дальнейший расчет идет по порядку, изложенному в п. 2.3 ¸ 2.6.
3.6) Выполняют проверку по условию отсутствия сдвига при принятой силе затяжки болтов, рассчитанных по методике, изложенной в п. 2.6.
![]()
где Fзат – сила затяжки болтов, z – общее число болтов соединения, Fотр – отрывающая сила (например, сила Fx), Fсдв – суммарная сдвигающая сила (например, сила Fz), f – коэффициент трения стыка о фундамент (см. литературу), S’=1,3÷2 – коэффициент запаса по сдвигу.
В приведенной формуле не учитывают действие отрывающего момента, так как он не сдвигает стык и не изменяет суммарной величины сил трения в стыке.
3.7) Если условие 3.6 не выполняется, то условие по нераскрытию стыка является не определяющим и, в тоже время, условие неподвижности стыка является основным. В этом случае можно поступить одним из следующих способов:
а) пересчитать силу затяжки из условия отсутствия сдвига и пересчитать диаметр резьбы болта:
![]()
б) установить болты (все или часть) без зазора;
в) применить разгрузочные устройства, воспринимающие всю сдвигающую нагрузку (см. литературу).
4.
Расчет силы затяжки фундаментных болтов.
4.1) К этой группе болтов относятся болты, крепящие оборудование и
металлоконструкции к металлическим рамам или к неметаллическим стенам,
колоннам, фундаментам.

а) б) в) г) д) е)
Рис.
60. Схема к расчету силы затяжки фундаментных болтов:
1 – основание, 2 – фундамент;
а) схема нагружения;
б) эпюра напряжений в стыке от силы затяжки; в) эпюра напряжений от отрывающей
силы Fx;
г) эпюра напряжений в стыке от отрывающего
момента Му;
д) суммарная эпюра напряжений в стыке; е) план стыка.
4.2) Эти болтовые соединения относятся к соединениям, нагруженным отрывающими и сдвигающими силовыми факторами одновременно.
4.3) Обычно расчет ведут по условию нераскрытия стыка, а по условию неподвижности стыка делают проверку.
4.4) На рис. 60,а показан пример такого соединения. Размеры опорной пластины (стыка) B×H см. рис. 60,е.
4.5) До приложения внешней нагрузки Fx, Fz, My производят затяжку болтов усилием Fзат. Все болты затягивают одинаково. Тогда давление основания на фундамент (напряжение смятия):
![]()
где А=В∙Н – площадь стыка.
4.6) Внешние силовые факторы вызывают в стыке дополнительные напряжения.
а) Усилие Fx вызывает уменьшение напряжения от затяжки на величину:
![]()
где (1–𝜒) – доля внешней нагрузки, которая идет на нагружение стыка внешней силой. В фундаменте принимают χ≈0, что идет в запас прочности.
б) Предполагаем, что под действием внешнего момента Му стык будет поворачиваться относительно оси симметрии стыка. Если затяжка отсутствует, то осью поворота будет нижняя кромка основания (см. рис. 60,а). Пока давление между основанием и фундаментом обеспечено, то есть в стыке — напряжения сжатия, то стык затянут, и основание и фундамент можно считать единым целым. Испытания подтверждают это предположение.
в) Из предыдущего пункта понятно, почему основным критерием расчета таких соединений является условие нераскрытия стыка.
г) Пренебрегая величиной χ при расчете фундаментных болтов, найдём напряжение в стыке от изгиба:
![]()
где Wcmy – осевой момент сопротивления стыка; зависит от формы стыка.
д) Эпюра напряжений в стыке от изгиба приведена на рис. 60,г.
4.7) Для выполнения условия нераскрытия стыка напряжения в нем должны быть сжимающими. На рис. 60,д приведены варианты эпюры суммарных напряжений в стыке.
а) 2, 3 – стык раскрыт σΣ≥0;
б) 1– стык не раскрыт σΣ<0, то есть сжимающее;
4.8) Из условия нераскрытия стыка напряжение в нем может быть определено:
![]()
где S=1,3÷2 – коэффициент запаса по нераскрытию стыка. Знак «–» берется при сжимающей силе Fx.
4.9) Требуемая сила затяжки болтов из условия нераскрытия стыка.
![]()
а) Из формулы для определения Fзат видно, что уменьшение площади стыка A уменьшает требуемую силу затяжки.
б) Целесообразно делать стыки не сплошными, а — как показано на рис. 59, 60.
в) Целесообразность делать стыки несплошными подтверждается следующим: если уменьшить площадь А до А1 вдвое А1=0,5∙А, то σмy возрастет на 12%, а усилие затяжки уменьшится на 38%.
4.10) Проверяем и максимальное напряжение смятия фундамента:
σсм = σΣmax ≤ [σ]см.
Величина допускаемого напряжения для разных материалов приведена в справочных данных.
Технико-экономические преимущества применения прогрессивного крепежа
Принципы унификации крепёжных деталей
Важным и
эффективным средством совершенствования крепёжных соединений следует считать унификацию применяемых
конструкций изделий, в том числе за счёт использования международных
стандартов. Одним из возможных и наиболее перспективных вариантов рассмотрим
повсеместное применение винтов и болтов со звездообразным приводом, получающим
всё большее распространение в мировой практике. На рис. 11 показаны возможные варианты
унификации винтов и болтов.
Применение звездообразного привода выгодно как с технической, так и с экономической стороны. Хорошие перспективы имеются также по унификации самонарезающих винтов, гаек и других видов крепёжных деталей.
Об
экономике современного крепежа. «Цена на месте»
Крепёжные детали новых прогрессивных конструкций выполняют большее число функций и поэтому обычно дороже традиционных. Это вполне обосновано. Отказ от деталей устаревших видов и вспомогательных деталей в соединениях уменьшит и упростит транспортные операции, комплектацию рабочих мест сборщиков и другие процедуры.
В 40-х годах прошедшего века в США была выдвинута концепция по подсчету расходов и снижению затрат при производстве, продаже и применении новых изделий, в том числе и крепежных деталей. Она получила название «In Place Cost» (IPC), что в переводе означает «Цена на месте», и позднее была усовершенствована в Европе и Японии. Концепция позволяет учитывать затраты, возникающие начиная с оформления заказа на закупку деталей и кончая установкой на место их применения в рабочий узел машины. Одним из объектов снижения затрат со временем стало и последующее сервисное обслуживание данной сборочной единицы в машине.
Однако в отечественной практике не принято обращать внимание на расходы, связанные с крепёжными деталями устаревших конструкций, а также «лишними» деталями в соединениях, хотя их надо заказать, доставить к потребителю, организовать хранение и учёт, перевезти в сборочные цехи, разместить там на складах, разложить в специальную тару на каждую смену, доставить к рабочим местам всех сборщиков и т.д. Всё это: рабочие кадры, трудозатраты, зарплата, весовая и учётная техника, тара, спецодежда, инвентарь, помещения, транспортные средства и много ещё того, что относят к накладным расходам, сильно увеличивает стоимость крепёжных деталей, установленных на своё место в узле автомобиля. В опубликованных специалистами США и Великобритании данных приведены следующие оценки:
- стоимость крепёжных деталей, установленных в собранном изделии, увеличивается в 3…10 раз по сравнению со стоимостью их закупки;
- на соединение конструктивных элементов машины приходится от 20 до 40% общих расходов на её изготовление;
- любая промышленная фирма, расходующая 1 млн долларов в год на крепёжные детали, может сэкономить 15% от этой суммы только за счёт применения более рациональных конструкций и т.д.
Зная средства, которые расходуют отечественные производители машиностроительной продукции на закупку крепёжных деталей, можно обнаружить значительные резервы экономии только за счёт наведения порядка в применении крепежа.
Требования к качеству крепёжных изделий и их обеспечение
В мировой практике машиностроения с каждым годом возрастают требования к качеству крепёжных деталей, поступающих на сборку. Такова общая тенденции развития техники. Это происходит вследствие применения автоматизированных устройств и систем сборки (например, автомобилей, приборов). Производители увеличивают гарантийные сроки эксплуатации товара как средства конкурентной борьбы за покупателя. Известно, что до 50% дефектов и поломок автомобилей связано с ослаблением или другими дефектами крепёжных соединений. Контроль качества крепёжных деталей должен сопровождать все операции их изготовления:
а) исходный металл – химический состав, механические свойства, качество поверхности и нанесённого подсмазочного покрытия, например, фосфатного;
б) автоматизированный контроль процессов на автоматах высадки, обточки заходной части, накатки или нарезки резьбы. Оборудование для производства крепёжных деталей оснащают программируемыми средствами активного контроля. Например, на холодновысадочных автоматах измеряется усилие на каждой позиции штамповки. И если нагрузка не соответствует эталонному значению, станок останавливается, причину сбоя устраняют;
в) статистический контроль – систематическое контролирование наладчиком размеров, определяемых технологией и характеризующих устойчивость процесса (например, длины изделия, диаметра стержня под накатку резьбы, соосности головки и стержня, глубины шлица и др.). Все проверенные параметры вводят в специальную форму на компьютере со строго заданной периодичностью (например, каждые 15…20 минут работы). Программные средства исключают возможность исправления введённых данных, по ним строятся кривые стабильности процесса. Статистический контроль осуществляется на всех операциях;
д) завершающий этап: контроль готовых деталей. Нормой становится применение автоматизированных контрольных систем и оборудования для контроля практически всех важнейших параметров деталей. Принцип действия контролирующих устройств основан на использовании лазеров, ультразвука, электромагнитных и других свойств. Автоматические установки включают системы проверки размеров самых разных элементов деталей (резьба, шлицы в головке, прямолинейность и др.). Может проверяться твёрдость, вид и толщина покрытия, усилие закручивания и т.д. Производи-тельность контроля: резьбы, размеров и глубины шлицев – 150 шт./мин, обнаружение трещин – 220 шт./мин, наружные геометрические размеры – 300…500 шт./мин. Из нескольких контрольных автоматов формируют линии контроля. Подача деталей производится из бункеров, дефектные детали удаляют в специальную тару. Контроль 100% деталей особенно важен при поставке крепёжных деталей на автоматические линии сборочных предприятий.
Европейскими нормами ЕН ИСО рекомендован максимальный уровень дефектности для машиностроения ppm 50 (50 дефектных деталей на 1 млн штук). Достичь его без применения автоматизированных контрольных средств при производстве крепёжных изделий невозможно. Известно, что производители автомобилей таких фирм, как Мерседес, БМВ, и некоторые другие, ставят перед поставщиками крепежа задачу довести уровень дефектности до ppm 1. Таким образом, контрольная техника постепенно становится неотъемлемой составляющей производственного цикла. С этим нельзя не считаться.
О маркетинговых исследованиях в области крепёжных изделий
Роль маркетинга в развитии производства и применения новых видов изделий во всех отраслях – несомненна. Поэтому важно уметь пользоваться его приёмами в повседневной деятельности при определении верных направлений развития бизнеса. «Важно своевременно и правильно оценивать жизнеспособность основных видов продукции предприятия. Опасно рассчитывать на «вчерашних кормильцев» и не уделять внимания «кормильцам завтрашним», надо вовремя выявлять продукцию, приближающуюся или вступающую в стадию упадка, готовить ей замену». (Ф.Котлер. Основы маркетинга. Пер. с англ. / М.: Прогресс, 1990).
В теории и практике маркетинговых исследований рынка и продвижения на
него новых видов продукции широко используется методика анализа продукции на
основе рассмотрения её «жизненного цикла» (рис. 61). Покажем, на каких этапах жизненного цикла
находятся основные группы крепёжных деталей, выпускаемых в РФ и применяемых
отечественными автозаводами в автотранспортных средствах (АТС).
Этап 1. Выход (выведение
товара на рынок). Рынок имеется, формируется, но ещё не подготовлен, хотя
интерес к новому продукту несомненно проявляет.
Начинается сбыт наиболее подготовленным потребителям.
Этап 2. Рост. Потребители и
рынок положительно реагируют на новую продукцию, если её качество и технический
уровень приносят выгоды потребителям.
Появляются новые сегменты рынка, с увеличением объемов производства снижается
цена продукции. Характеристики и преимущества крепёжных деталей, отнесённых к
этому этапу, приведены ранее. В АТС
находят место всё большее количество болтов и гаек с фланцем, гаек самостопорящихся, болтов и винтов со звездообразным приводом,
винтов и болтов резьбовыдавливающих. Это
позволяет заменять устаревшие конструкции, в том числе избавляться от шайб, как
от лишних деталей. Однако, несмотря на то, что производство и применение многих
прогрессивных крепёжных деталей в РФ ежегодно увеличивается, использование их по сравнению с изделиями из
этапа «Зрелость» остаётся недостаточным.
Этап 3. Зрелость. Это самый
продолжительный и стабильный этап, в том числе по прибыли,
хотя темпы роста сбыта постепенно
снижаются. Группы стандартных крепёжных деталей, находящихся на этом этапе,
казалось бы, имеют относительно устойчивый спрос на рынке. Однако следует иметь в виду, что не менее 70%
гаек шестигранных и большинство прорезных надо
заменять на гайки с фланцем и гайки самостопорящиеся. У приварных, неподвижных и закладных
квадратных гаек тоже имеется хорошая замена:
приклёпываемые гайки. Аналогичная замена
по приварным болтам и шпилькам –
это приклёпываемые шпильки. Болты с
шестигранной нормальной головкой и винты с внутренним шестигранником наверняка
уступят место болтам с наружным и винтам с внутренним звездообразным приводом. Винты и винты
самонарезающие прямой и крестообразный
шлицы тоже сменят на звездообразный привод.
Везде, где под головки болтов и винтов и под гайки устанавливают плоские
шайбы, должен появиться фланцевый крепёж. Таким образом, можно утверждать, что
значительная часть крепёжных деталей, находящихся на этапе «Зрелость»,
приближается к «Упадку».

Рис.
61. Диаграмма «жизненного цикла» крепежных изделий для АТС
Этап 4. Упадок. Качество и
технический уровень товара перестаёт удовлетворять потребителей, он постепенно теряет применяемость,
приходится снижать цены, падает рентабельность. Большие резервы повышения
технического уровня крепёжных соединений, экономии средств, снижения
трудоёмкости сборки остаются нереализованными. Имеется три определяющих причины
медленного перехода на новые, прогрессивные крепёжные детали в машиностроении:
а) основной массив российских стандартов на крепёжные изделия не гармонизирован
со стандартами ИСО, у нас нет стандартов
на большинство современных конструкций; б) экономические
службы предприятий-потребителей крепежа не проводят объективного
технико-экономического анализа в области крепёжных соединений; в) уровень знаний и квалификация специалистов
по крепёжным деталям и соединениям недостаточны (настоящий материал имеет целью эту причину постепенно
исправить).
Стареющий товар мешает началу энергичных действий по его замене.
Например, автозаводы продолжают применять огромное количество шайб и болтов с
шестигранной уменьшенной головкой. Если с шайбами всё ясно, то по болтам с
шестигранной уменьшенной головкой обстановка сложнее. Показано, что применение
этих болтов классами прочности выше, чем
6.8 – недопустимо. Но уменьшенный
шестигранник изготавливают методом безотходной формовки, а не обрезкой граней,
как у нормальных головок. Болты с уменьшенной головкой проще в изготовлении (3
перехода), имеют ниже норму расхода металла. Невысокая цена сдерживает принятие
решений об отказе от них. Однако выход
из положения застоя по этой конструкции имеется. Он состоит в переходе на
прогрессивные винты с цилиндрической
головкой, сферой и внутренним звездообразным приводом. Головки винтов тоже
изготавливаются без отходов, но при этом опорная поверхность под головкой такая
же, как у болтов с нормальным шестигранником. Применение винтов с прямым шлицем
с каждым годом уменьшается из-за низких потребительских свойств: при сборке отвертка часто соскальзывает из
шлица, портит присоединяемую деталь.
Рассмотренная диаграмма наглядно показывает, что и какого технического уровня мы выпускаем и используем в сборке АТС и что должны выпускать и применять, в том числе не только в автомобилях. Приведённые качественные характеристики выпускаемых крепёжных деталей позволяют их производителям и потребителям объективно оценивать перспективы своего развития.
Вопросы
для самопроверки
- В чём различие между разъёмными и неразъёмными соединениями?
- В чём состоит принцип конструкции резьбовых соединений?
- Каковы области применения основных типов резьб?
- Каковы достоинства и недостатки резьбовых соединений?
- Для чего необходимо стопорение резьбовых соединений?
- Какие конструкции применяются для стопорения резьбовых соединений?
- Как распределяется нагрузка по виткам при затяжке резьбы?
- В чем различия к требованиям для крепежных и ходовых резьб?
- Каковы основные типы резьб?
- Каковы основные виды резьбовых соединений и их особенности?
- Каковы основные детали резьбовых соединений и их типы?
- Каковы основные способы стопорения резьбовых соединений?
- Как определить осевую силу в резьбовом соединении? Как определить эту силу, если коэффициенты трения неизвестны?
- Каковы основные случаи расчета резьбовых соединений?
- Почему болты, поставленные без зазора, обеспечивают при тех же диаметрах большую несущую способность соединения, чем поставленные с зазором?
- Каково влияние податливости в затянутых болтовых соединениях, нагруженных внешней силой?
- Чем вызвана неравномерность распределения нагрузки по виткам резьбы и как ее уменьшить?
- Как учитывается податливость деталей при расчёте резьбового соединения?
- Какой диаметр резьбы находят из прочностного расчёта?
- Какой диаметр резьбы служит для обозначения резьбы?
- Как происходит образование винтовой линии?
- Что такое профиль резьбы, шаг резьбы, угол профиля и угол подъема резьбы?
- Какие различают типы резьбы по назначению, по геометрической форме и какие из них стандартизованы? Основные параметры резьбы.
- Почему метрическая резьба с крупным шагом имеет преимущественное применение? Когда применяются резьбы с мелким шагом?
- Как повысить к.п.д. винтовой пары?
- Как рассчитывают болты (винты и шпильки) при действии на них постоянных нагрузок в следующих случаях: предварительно затянутый болт дополнительно нагружен осевой растягивающей силой; болт, установленный в отверстие с зазором и без зазора, нагружен поперечной силой?
- Опишите конструкции, разгружающие болт от восприятия поперечных сил.
- Если рассчитан диаметр болта d1, как определяют остальные (какие?) размеры болта? В каком случае применяют проверочный и проектировочный расчеты?
- Опишите работу пружинной шайбы. Предохраняют ли эти шайбы детали от задиров, увеличивают ли опорную поверхность?
- В какой резьбе, в треугольной или трапецеидальной, меньше потери на трение?
- Можно ли применять дюймовую резьбу при проектировании новых машин? Почему? Запишите обозначение этой резьбы на чертеже, если диаметр нарезаемой части винта равен одному дюйму.
- Перечислите резьбы для крепления деталей и для передачи движения.
- По сравнению с трапецеидальной резьбой упорная передает осевую силу (большую или меньшую). Почему?
- Назовите характеристики приводов: крестообразного шлица и внутреннего звездообразного. Дайте оценки их характеристикам по 10- балльной системе.
- Дайте характеристики функций в соединениях: болт с шестигранной уменьшенной головкой и болт со звездообразной головкой, малым фланцем и цилиндрическим направляющим концом.
- Для соединения пластмассовой крышки к корпусу из стального листа с отбортованными отверстиями можно применить винты самонарезающие с концом типа С или R и резьбовыдавливающие винты. Оба с фасонной головкой и фланцем, первый имеет крестообразный шлиц типа Н, второй – звездообразный. Какую конструкцию Вы предпочтёте? Почему?
- Предложите несколько альтернатив приварной гайке. Какому варианту Вы отдадите предпочтение и почему?
- Вам надо заменить болт с шестигранной уменьшенной головкой М8х25 классом прочности 6.8 с плоской и пружинной шайбами на крепёжную деталь класса прочности 8.8. Предложите не менее двух решений (болт, винт, др.).
- Каким равноценным болтом можно заменить Болт М10х50 классом прочности 6.8? Почему?
- Какие отличия имеют крестообразные шлицы типов Н и Z? Можно ли использовать для них общую отвёртку?
- В каком положении самостопорящейся гайки с неметаллической вставкой замеряют преобладающий момент затягивания и отвёртывания? А цельнометаллической самостопорящейся гайки?
- Вы собираете два одинаковых соединения болт-гайка (класс прочности 6.8 и 6).Одна пара смазана машинным маслом, другая – сухая. Затягиваете гайку динамометрическим ключом и доводите болт до разрушения. У какой пары разрушение произойдёт при меньшем вращающем моменте? Почему?
- Ведёте затяжку соединения болт-гайка динамометрическим ключом. Вращающий момент постепенно увеличивается и вдруг поворачивать ключ становится легче, момент снижается. Почему, что происходит?
- Назовите долю вращающего момента при затяжке резьбового соединения, идущего на создание усилия затяжки. Можно ли увеличить эту долю?
- Предложите несколько вариантов, как застопорить трёхслойное болтогаечное соединение стальных деталей. Какому варианту Вы отдадите предпочтение?
- Что представляет собой винтовая линия при развертке прямого кругового цилиндра на плоскость?
- Что такое профиль резьбы, шаг резьбы, угол профиля и угол подъема резьбы?
- Классификация, типы и основные требования к соединениям?
- Основные типы резьб и области их применения?
- Основные виды крепежных деталей и способов стопорения?
- Как зависит момент, приложенный к гайке, от осевой силы винта? (Вывод формулы.)
- Всегда ли нужно самоторможение винтовой пары?
- Как повысить КПД винтовой пары?
- Как повысить равномерность распределения нагрузки по виткам резьбы гайки?
- По каким напряжениям рассчитывают резьбу? Какое напряжение является главным для крепежных и ходовых резьб?
- По какому условию определяют высоту стандартной гайки?
- Типовые случаи нагружения болта. В каких конструкциях такие случаи встречаются?
- Как рассчитывают болты, поставленные с зазором и без зазора в соединениях при сдвигающей нагрузке?
- Как определяют расчетную нагрузку на болт, если внешняя нагрузка раскрывает стык деталей?
- Какими средствами обеспечивают надежность соединения по условию нераскрытия стыка?
- От чего зависит величина коэффициента внешней нагрузки χ?
- Каковы способы повышения усталостной прочности болтов при переменной внешней нагрузке?
- К чему приводит эксцентричное нагружение болта?
- Как влияет форма стыка на расчетную нагрузку болтов?
- Какие различают типы резьб по профилю, по назначению? Какие из них стандартизованы?
- Почему метрическая резьба с крупным шагом имеет преимущественное применение в качестве крепежной? В каких случая применяют резьбы с мелким шагом?
- Какие основные виды резьбовых соединений применяют в машиностроении? Дайте их сравнительную оценку.
- Какие различают болты и винты по назначению и конструкции?
- На каких принципах основаны применяемые способы стопорения резьбовых деталей от самоотвинчивания?
- Из каких материалов изготовляют резьбовые и крепежные детали? Что характеризуют числовые обозначения класса прочности стального винта, например, класс прочности 5. 6?
- От каких основных факторов зависит момент завинчивания в резьбовом соединении?
- Почему в винтовых механизмах для передачи движения применяют не треугольные, а трапецеидальный профиль резьбы? От чего зависит КПД винтовой пары?
- Какие напряжения испытывает болт в момент затягивания?
- Какие напряжения испытывает предварительно затянутый болт, поставленным с зазором, при нагружения соединение сдвигающей силой?
- Какие напряжения испытывает болт, поставленный без зазора в отверстие из-под развертки, при нагружения соединение сдвигающей силой?
- Почему предварительно затянутый болтовом соединении, нагруженный внешней растягивающей силой, принимают податливые болты и жесткие стыка?
- Почему нецелесообразна, большое увеличение глубины завинчивания (высоты гайки)?
- Как повысить равномерность распределения нагрузки по виткам резьбы гайки?
- Из перечисленных видов соединений не относятся к разъемным:
1) заклепочные
2) резьбовые
3) штифтовые
4) шпоночные
5) шлицевые
- Из перечисленных видов соединений относятся к разъемным:
1) заклепочные
2) резьбовые
3) сварные
4) прессовые
5) посадкой на конус
- Для крепежных резьб основным критерием работоспособности и расчёта является:
1) прочность, связанная с напряжением среза
2) жесткость
3) износостойкость
4) теплостойкость
5) виброустойчивость
- Для ходовых резьб основным является следующий критерий работоспособности и расчёта:
1) прочность
2) жесткость
3) теплостойкость
4) виброустойчивость
5) износостойкость, связанная с напряжениями смятия
- Осевая нагрузка по виткам резьбы соединения болт-гайка (считая витки от плоскости прилегания гайки) распределяется следующим образом:
1) одинаково
2) минимальна в последнем витке
3) максимальна в последнем витке
4) максимальна в первом витке
5) минимальна между средними витками
- Угол профиля метрической резьбы…..
1) 200
2) 300
3) 450
4) 600
- В качестве крепежных применяют….. резьбы
1) метрические
2) прямоугольные
3) трапецеидальные
- В условное обозначение метрической резьбы входит
1) внутренний диаметр резьбы
2) наружный диаметр резьбы
3) угол подъема витка
4) угол профиля резьбы
- Высота Н нормальных стандартных гаек принимается равной …..
1) H=d
2) H=1,2d
3) H=0,5d
4) H=0,8d
- Основными ходовыми резьбами являются …..
1) треугольные
2) трапецеидальные
3) круглые
4) прямоугольные
- Для какой резьбы угол между гранями витка равен нулю?
1. Метрической
2. Трапецеидальной
3. Прямоугольной
4. Упорной
- Для какой резьбы угол между гранями витка равен 30 градусам?
1. Метрической
2. Трапецеидальной
3. Прямоугольной
4. Упорной
-. Какая резьба имеет профиль в виде неравнобочной трапеции?
1. Метрическая
2. Трапецеидальная
3. Прямоугольная
4. Упорная
- Какие резьбы относятся к крепежным?
1. Метрическая
2. Упорная
3. Прямоугольная
4. Трапецеидальная
- Какая резьба обеспечивает самый высокий к.п.д.?
1. Треугольная
2. Прямоугольная
3. Трапецеидальная
4. Упорная
- Резьба М12. Что обозначает цифра 12?
1. Наружный диаметр резьбы
2. Средний диаметр резьбы
3. Внутренний диаметр резьбы
4. Шаг резьбы
- Какие крепежные детали используются для стопорения резьбовых соединений?
1. Болт
2. Винт
3. Шайба
4. Шплинт
- Для какой резьбы коэффициент рабочей высоты профиля равен 0,5?
1. Упорной
2. Трапецеидальной
3. Треугольной
4. Прямоугольной
- Какие из перечисленных резьб выполняются только самотормозящими?
1. Метрическая
2. Трапецеидальная
3. Упорная
4. Прямоугольная
- Какие из способов стопорения гаек основаны на принципе повышения и стабилизации трения в резьбе?
1. Контргайки
2. Пружинные шайбы
3. Жесткое соединение гайки со стержнем винта
4. Жесткое соединение гайки с деталью специальными шайбами
- Какой болт называется напряженным?
1. Затянутый до приложения внешней нагрузки
2. Нагруженный внешней растягивающей силой
3. Нагруженный силой, действующей в плоскости стыка
4. Нагруженный моментом, действующим в плоскости стыка
- Какая деформация является определяющей при расчете резьбы на прочность?
1. Растяжение и изгиб
2. Растяжение и срез
3. Срез и смятие
4. Смятие и изгиб
- По каким напряжениям проверяют прочность болта, если болты установлены без зазора, а внешняя нагрузка сдвигает соединение (момент действует в плоскости стыка)?
1. Среза и растяжения
2. Среза и смятия
3. Среза и изгиба
4. Среза и кручения
- При эксцентричном нагружении болта, которое возникает из-за непараллельности опорных поверхностей детали и гайки или головки болта, в стержне болта, кроме напряжений растяжения, возникают дополнительные напряжения, значительно превосходящие указанные. Какие это напряжения?
1. Сжатия
2. Среза
3. Кручения
4. Изгиба
- При установке болтов с зазором и действии внешней нагрузки, сдвигающей детали в стыке, необходимо затянуть болтовое соединение так, чтобы исключить возможность смещения соединяемых деталей. Какие напряжения возникают в стержне болта в этом случае?
1. Среза
2. Среза и смятия
3. Растяжения
4. Растяжения и кручения
- Чему равен угол между гранями витка в метрической резьбе?
1) 55 градусов
2) 33 градуса
3) 30 градусов
4) 60 градусов
- Как называется деталь, показанная на рисунке?
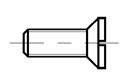
1. Болт
2. Винт
3. Шпилька
4. Винт с потайной головкой
- Как называется деталь, показанная на рисунке?
1. Болт
2. Винт
3. Шпилька
4. Винт с потайной головкой
- Как называется деталь, показанная на рисунке?
1. Болт
2. Винт
3. Шпилька
4. Гайка
- Как называется деталь, показанная на рисунке?
1. Болт
2. Винт
3. Шпилька
4. Гайка
- Как называется соединение, показанное на рисунке?
1. Болтовое
2. Резьбовое
3. Разъемное
4. Винтовое
- Как называется резьба, показанная на рисунке?
1. Трапецеидальная
2. Метрическая
3. Упорная
4. Дюймовая
- Как называются конструктивные элементы, показанные на рисунке?
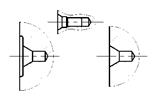
1. Центровые отверстия с углом конуса 60 градусов
2. Базирующие отверстия
3. Конические впадины
4. Отверстия под установочные винты
- Укажите форму центрового отверстия (согласно ГОСТ 14034-74), показанного на рисунке.
1. Форма А
2. Форма B
3. Форма T
4. Форма F
- Укажите форму центрового отверстия (согласно ГОСТ 14034-74), показанного на рисунке.
1. Форма А
2. Форма B
3. Форма T
4. Форма F
- Укажите форму центрового отверстия (согласно ГОСТ 14034-74), показанного на рисунке.
1. Форма А
2. Форма B
3. Форма T
4. Форма F
- Определите, какая резьба у болта, показанного на рис. 13.1

1. Левая
2. Правая
3. Определить нельзя
- Что называется шагом резьбы?
1. Расстояние между двумя одноименными точками резьбы одной и той же винтовой линии
2. Расстояние между двумя одноименными точками двух рядом расположенных витков резьбы
- Определите наименование резьбового изделия, показанного на рисунке а) и б).

1. Болт
2. Винт
3. Шпилька
4. Определить нельзя
- Определите нормальную глубину ввинчивания стальной (σв= 450 МПа) шпильки с резьбой М20 (материал детали — чугун)
1) 10 мм
2) 15 мм
3) 20 мм
4) 26 мм
5) 40 мм
- Какую резьбу следует выбрать при проектировании тяжело нагруженного крепежного узла (без уточнения осевой нагрузки, диаметра и шага резьбы)?
1. Метрическую
2. Дюймовую
3. Прямоугольную
4. Трапецеидальную
5. Упорную
- Можно ли для изготовления винтов (болтов, шпилек) применять чугун?
1. Можно
2. Нельзя
- Момент завинчивания резьбового соединения определяют по формуле …..
1) T=E∙f∙(Dср/2)
2) T=0,5F∙d2∙tg(φ+Ψ)
3) T=0,5F∙d2∙[(Dср/d2)f+tg(φ+Ψ)]
4) T=0,5F∙d2∙tg(φ-Ψ)
- Моменты, действующие в резьбовом соединении при затяжке, определяются по формулам ….. (подобрать соответствие)
1) момент сопротивления в резьбе Тр А) 0,5F∙d2∙tg(φ-Ψ)
2) момент завинчивания Тзав Б) 0,5F∙d2∙tg(φ+Ψ)
3) момент сил трения на В) 0,5F∙d2∙[(Dср/d2)f+tg(φ+Ψ)]
опорном торце гайки Тт Г) F∙f∙(Dср/2)
- Наибольшие силы трения возникают в ….. резьбах.
1) трапецеидальных
2) треугольных
3) прямоугольных
- Если стержень винта нагружен только внешней растягивающей силой, условие прочности имеет вид …..

1) ![]()
2) ![]()
3) ![]()
4) ![]()
5) ![]()
- Если болт затянут, а внешняя нагрузка отсутствует, условие прочности имеет вид …..

1) ![]()
2) ![]()
3) ![]()
4) ![]()
- Болтовое соединение нагружено силами, сдвигающими детали в стыке. Болт поставлен без зазора. Прочность болта в соединении оценивают по условию …..

1) ![]()
2) ![]() ;
; ![]()
3) ![]()
4) ![]()
- Назовите формулу проектировочного расчета для напряженного болтового соединения при отсутствии последующей затяжки
1) ![]()
2) ![]()
3) ![]()
4) ![]()
5) ![]()
- Назовите расчетную формулу для определения допускаемого напряжения среза для болта
1) σT[s]T
2) (0,2÷0,3)σT
3) (0,8÷1,0)σT
4) (0,6÷0,8)σT
5) (0,6÷0,8)σв
- В каком случае расчетное напряжение σp больше: когда детали соединяются с упругой прокладкой или без прокладки?
1. С упругой прокладкой
2. Без прокладки
- Назовите формулу для определения высоты гайки
1) ![]()
2) ![]()
3) ![]()
- Ниже перечислены цилиндрические детали, используемые для создания соединений. Какие из них не относятся к резьбовым?
1. Штифт.
2. Винт.
3. Шпилька.
4. Болт.
- На рисунке показана
резьбовая стяжка. Вращением средней детали по часовой стрелке обеспечивается
стягивание (сближение) крайних деталей. При этом
какими должны быть резьбы?

1. Обе правые.
2. Обе левые.
3. Резьба 1 — левая, резьба 2—правая.
4. Резьба 1 — правая, резьба 2 — левая.
- Какую из перечисленных резьб следует применить в винтовом домкрате?
1. Метрическую (треугольную).
2. Круглую.
3. Трапецеидальную.
4. Упорную.
- На каком из приведенных на рисунке стержней нельзя нарезать резьбу?
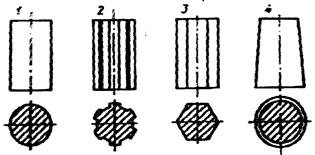
-
На рисунке изображен цилиндрический стержень с треугольной метрической резьбой
(размеры округлены до целых единиц). Как следует обозначить резьбу на чертеже?
1. М54.
2. М56.
3. М60.
4. М5,5.
- На рисунке изображена гайка с треугольной метрической резьбой (размеры округлены до целых единиц). Как следует обозначить резьбу на чертеже?

1. М10.
2. М9.
3. М8.
4. М1,5.
- На рисунке приведены распространенные в машиностроении профили резьб. Какой из них не стандартизован?

- Какой угол профиля имеет стандартная трапецеидальная резьба?
1. α=60°;
2. α =55°;
3. α =30°;
4. α =15°.
- У стандартной упорной резьбы во сколько раз угол α1 меньше угла α2?

1. В 20 раз.
2. В 10 раз.
3. В 6 раз.
4. В 2 раза.
- Известно, что у стандартной треугольной метрической резьбы угол профиля равен 60°. Какой он у стандартной треугольной дюймовой резьбы?
1. Тоже равен 60°.
2. Незначительно (в пределах допуска) отличается от 60°.
3. Больше 60°.
4. Меньше 60°.
-
На рисунке изображена двухзаходная резьба. Какое из
измерений дает значение шага резьбы?

- На рисунке изображена двухзаходная резьба. Какое из измерений дает значение хода резьбы?

- Однозаходная резьба имеет шаг p. По какой из формул можно рассчитать угол подъема резьбы α?
![]()
![]()
![]()
4. По любой, если шаг измерять на соответствующем диаметре.
Здесь d;, d1; d2 — соответственно наружный, внутренний и средний диаметр резьбы.
- Резьба имеет К заходов и шаг p. По какой из формул можно рассчитать угол подъема резьбы α (d2 — средний диаметр резьбы)?
![]()
![]()
![]()
4. Ни одна из приведенных формул не верна.
-
Сравниваются резьбы основного и мелкого шага при одинаковом наружном диаметре.
Какое из заключений неверно?
1. У мелкой меньший угол подъема резьбы.
2. При мелкой резьбе больше «рабочее» сечение резьбового стержня.
3. Статическая несущая способность мелкой резьбы выше, чем основной.
4. Мелкая однозаходная резьба обеспечивает больший запас по условию самоторможения, чем основная.
- Какое количество заходов характерно для крепежных резьб?
1. Один.
2. Два.
3. Три.
4. Четыре.
- В резьбовой паре (винт—гайка) детали повернулись друг относительно друга на один оборот. Как они сместились в осевом направлении?
1. На величину шага резьбы.
2. На величину хода резьбы.
3. На величину хода, увеличенного в число заходов раз.
4. На величину хода, уменьшенного в число заходов раз.
- В регулировочном устройстве используется резьбовая пара с двухзаходной резьбой и шагом
1. 20 раз.
2. 10 раз.
3. 5 раз.
4. 2,5 раза.
- Какой момент Т следует приложить к одной из деталей резьбовой пары (винту или гайке), чтобы преодолеть силу осевого сопротивления Q (без учета трения на торце)?
![]()
![]()
![]()
![]()
где α
— угол подъема резьбы; ![]() —
приведенный угол трения; d2
— средний диаметр резьбы.
—
приведенный угол трения; d2
— средний диаметр резьбы.
- Какую осевую силу Q следует приложить к одной из деталей резьбовой пары (винту или гайке), чтобы создать полезный момент T (без учета трения на торце)?
![]()
![]()
![]()
![]()
где α —угол подъема резьбы; ![]() — приведенный угол трения; d2 — средний диаметр резьбы.
— приведенный угол трения; d2 — средний диаметр резьбы.
- Угол симметричного профиля резьбы γ, коэффициент трения в резьбе f. По какой из формул рассчитывается приведенный угол трения
в резьбе ![]() ?
?
![]()
![]()
![]()
![]()
- Угол симметричного профиля метрической резьбы α, коэффициент трения в резьбе f, угол подъема резьбы β. .Как правильно записать условие самоторможения в резьбе (без учета трения на торце)?
1. β<ρ;
2. β≤ρ;
3. β<![]()
4. β≤![]()
где ρ=arctgf;
![]()
- По какой формуле рассчитывается момент трения на торце гайки (головке болта)?
![]()
![]()
![]()
![]()
где Q —осевая сила; f —коэффициент трения на торцовой поверхности; D1, D2 — соответственно больший и меньший диаметры кольцевой торцовой поверхности.
- Какая из приведенных формул для определения момента T на гайке (головке болта) при затягивании болтового соединения до силы Qz записана с ошибкой?
![]()
![]()
![]()
![]()
где d2 — средний диаметр резьбы; α — угол подъема резьбы;
![]() —
приведенный угол трения в резьбе; f — коэффициент трения на торце; D1, D2 — соответственно больший и
меньший диаметры кольцевой торцовой поверхности;
—
приведенный угол трения в резьбе; f — коэффициент трения на торце; D1, D2 — соответственно больший и
меньший диаметры кольцевой торцовой поверхности; ![]() - средний диаметр этой поверхности.
- средний диаметр этой поверхности.
-
Ниже записаны формулы, используемые для расчета коэффициента полезного действия
η резьбовой пары. Какой из них следует воспользоваться
для определения η винтового домкрата (с учетом трения на торцовой
поверхности)?
![]()
![]()
![]()
![]()
где d2
— средний диаметр резьбы; α
— угол подъема резьбы; ![]() —приведенный угол трения в резьбе; f — коэффициент трения на
торце; Dср
—средний диаметр торцовой поверхности.
—приведенный угол трения в резьбе; f — коэффициент трения на
торце; Dср
—средний диаметр торцовой поверхности.
- Возможные критерии работоспособности резьбы:
1. Срез витков винта.
2. Срез витков гайки.
3. Смятие рабочих поверхностей резьбы.
4. Износ рабочих поверхностей резьбы.
Какой из этих критериев наиболее вероятен для ходовых (грузовых) винтов?
- Ниже приведены формулы для проверочных расчетов элементов резьбы. Какой из них следует прежде всего воспользоваться при проверке работоспособности резьбы в болтовом соединении с гайкой, выполненной из материала менее прочного, чем винт?
![]()
![]()
![]()
![]()
где Q — осевая сила; d, d1 — соответственно наружный и внутренний диаметр резьбы; k — коэффициент полноты резьбы; H — высота гайки; P — шаг резьбы; z — число витков в зацеплении; τср, σсм, p — соответственно напряжения среза, смятия, удельные давления на поверхности трения.
- Для определения потребного диаметра резьбы болта пользуются формулой
![]()
где Pрасч — расчетная осевая нагрузка на болт; ![]() - допускаемые напряжения растяжения в теле
болта.
- допускаемые напряжения растяжения в теле
болта.
Какой диаметр резьбы при этом определяется?
1. Наружный d
2. Средний d2
3. Внутренний d1.
4. Расчетный dp, несколько больший d1.
- Выполнили расчет
![]()
Какую стандартную метрическую резьбу нужно назначить для соединения?
1. М14.
2. М16.
3. М18.
4. М20.
Для справки приведена выборка из ГОСТ 9150—59
|
Диаметр наружный d |
Шаг S |
Диаметр средний d1 |
Диаметр внутренний d2 |
|
12 |
1,75 |
10,863 |
10,106 |
|
14 |
2,00 |
12,701 |
11,835 |
|
16 |
2,00 |
14,701 |
13,835 |
|
18 |
2,50 |
16,376 |
15,294 |
|
20 |
2,50 |
18,376 |
17,294 |
|
24 |
3,00 |
22,051 |
20,752 |
- При расчетах болтовых соединений в качестве расчетной нагрузки Pрасч принимаются:
![]()
![]()
![]()
![]()
где Q —внешняя осевая сила; F — внешняя сдвигающая сила; Qz — сила предварительной затяжки; f — коэффициент трения на стыке; χ — коэффициент основной нагрузки (коэффициент податливости стыка).
Какой из формул следует воспользоваться при расчетах предварительно не затягиваемого нагружаемого только осевой силой соединения?
- Какой из формул следует пользоваться при расчетах предварительно-напряженного (затянутого) соединения, нагружаемого только сдвигающей силой (болт в отверстии поставлен с зазором)?
![]()
![]()
![]()
![]()
где Q —внешняя осевая сила; F —внешняя сдвигающая сила; Qz — сила предварительной затяжки; f —коэффициент трения на стыке; χ — коэффициент основной нагрузки (коэффициент податливости стыка).
- Какой из формул надо пользоваться при расчетах предварительно-напряженного (затянутого) соединения, нагружаемого только осевой силой (с учетом податливости деталей соединения)?
![]()
![]()
![]()
![]()
где Q —внешняя осевая сила; F — внешняя сдвигающая сила; Qz — сила предварительной затяжки; f — коэффициент трения на стыке; χ — коэффициент основной нагрузки (коэффициент податливости стыка).
- Какой из формул необходимо пользоваться при расчетах предварительно-напряженного жесткого (без прокладок) соединения, нагружаемого только осевой силой?
![]()
![]()
![]()
![]()
где Q —внешняя осевая сила; F — внешняя сдвигающая сила; Qz — сила предварительной затяжки; f — коэффициент трения на стыке; χ — коэффициент основной нагрузки (коэффициент податливости стыка).
- Как правильно записать условие работоспособности болтового соединения, нагружаемого только сдвигающей силой F (болт в отверстии стоит с зазором)?
1. Pрасч<F;
2. Qz>F;
3. Pрасч∙f>F;
4. Qz∙f>F.
где Qz — сила предварительной затяжки; Pрасч=1,3Qz —расчетная осевая сила; f —коэффициент трения на стыке деталей.
-
В теле болта напряженного (затянутого) соединения есть касательные напряжения.
Что вызывает эти напряжения?
1. Сила предварительной затяжки.
2. Сдвигающие силы.
3. Момент завинчивания гайки.
4. Момент трения в резьбе.
- Болтовое соединение, нагружаемое только сдвигающей силой, можно конструктивно создать в двух вариантах: предварительно затянутое соединение (болты в отверстиях стоят с зазором) и предварительно не затянутое соединение (болты в отверстиях стоят без зазоров). Когда узел будет более компактным?
1. При первом варианте.
2. При втором варианте.
3. Варианты равноценны.
4. Разница несущественна.
- При определении расчетной нагрузки на болт в предварительно напряженном (затянутом) болтовом соединении силу предварительной затяжки Qz завышают в среднем на 30% (коэффициент затяжки 1,3). Что это учитывает?
1. Концентрацию напряжений в резьбе.
2. Напряжения кручения в поперечных сечениях стержня болта.
3. Неравномерность распределения нагрузки по виткам резьбы.
4. Частичное обмятие гребешков резьбы.
-
От чего зависит коэффициент основной нагрузки (коэффициент податливости стыка),
используемый при определении расчетной нагрузки на болт в напряженных
(затянутых) соединениях?
1. От податливости болта и соединяемых деталей.
2. От величины внешней нагрузки.
3. От величины усилия затяжки.
4. От прочностных характеристик материалов деталей соединения.
- В напряженном (затягиваемом) болтовом соединении не спланировали опорную поверхность под головку болта плоскостью, перпендикулярной оси отверстия. Какие напряжения возникают в теле болта?
1. Растяжения.
2. Растяжения, кручения.
3. Растяжения, изгиба.
4. Растяжения, изгиба, кручения.
- По какой формуле рассчитывается коэффициент основной нагрузки χ (коэффициент податливости стыка)?
![]()
![]()
![]()
![]()
где λб, λф — соответственно упругая податливость болта и фланца (соединяемых деталей).
- Что такое податливость болта, фланца (λб, λф)?
1. Деформация от нагрузки.
2. Сила, вызывающая деформацию.
3. Деформация от единичной силы.
4. Сила, вызывающая единичную деформацию.
- Нераскрытие стыка в болтовом соединении при действии осевой силы обеспечивается предварительной затяжкой Qz. Эта предварительная затяжка:
1. Может быть любой.
2. Меньше действующей силы.
3. Равна действующей силе.
4. Больше действующей силы.
- По какой формуле рассчитывается сила предварительной затяжки Qz?
![]()
![]()
![]()
![]()
где Q
— внешняя осевая сила; ![]() - остаточная затяжка; χ — коэффициент основной нагрузки
(коэффициент податливости стыка).
- остаточная затяжка; χ — коэффициент основной нагрузки
(коэффициент податливости стыка).
- При расчетах величины предварительной)
затяжки Qz силу
остаточной затяжки ![]() назначают, используя
следующие возможные рекомендации:
назначают, используя
следующие возможные рекомендации:
1. ![]()
2. ![]()
3. ![]() должна обеспечить на стыке под нагрузкой
требуемое давление;
должна обеспечить на стыке под нагрузкой
требуемое давление;
4. ![]() - должна создавать на стыке трение,
препятствующее действию сдвигающих сил.
- должна создавать на стыке трение,
препятствующее действию сдвигающих сил.
Какой рекомендацией пользуются при расчетах соединений, работающих под гидравлическим или газовым давлением?
-
Существуют следующие способы создания нужной силы предварительной затяжки в
болтовом соединении:
1. завинчивание гаек динамометрическими ключами;
2. упругое растяжение тела болта при завинчивании гайки;
3. нагрев болта (охлаждение соединяемых деталей) при завинчивании гайки;
4. применение пружинных шайб.
Какой способ чаще всего используют в массовом производстве?
- По какой из формул определяют расчетную нагрузку на болт Ррасч, когда учитывают упругую податливость болта и соединяемых деталей?
![]()
![]()
![]()
![]()
где Qz — сила предварительной затяжки; Q — внешняя осевая сила; χ — коэффициент податливости стыка.
- На болтовое соединение, предварительно затянутое с силой Qz, действует пульсирующая меняющаяся внешняя осевая сила 0…Q. По какой формуле рассчитывается амплитудная составляющая напряжений в теле болта σa?
![]()
![]()
![]()
![]()
где χ — коэффициент основной нагрузки; Fб — площадь опасного сечения болта.
-
Болтовое соединение нагружается циклически меняющейся внешней осевой силой.
Стык не жесткий (с прокладкой). Как следует вести проверочный расчет соединения?
1. На запас прочности по амплитудным напряжениям.
2. На запас прочности по среднему напряжению.
3. На запас прочности по максимальным напряжениям.
4. На запас прочности и по амплитудным, и по максимальным напряжениям.
-
С целью увеличения нагрузочной способности болтовых соединений, нагружаемых
циклически действующей внешней силой, применяют следующие методы:
1. Повышение жесткости стыка и снижение жесткости болта.
2. Применение конструкций деталей соединения, выравнивающих распределение нагрузка между витками, находящимися в зацеплении.
3. Оптимизация профиля резьбы (радиусное закругление профиля витка у основания).
4. Технологические мероприятия (накатка резьбы, обкатка впадин и т. п.).
Какие из них могут дать наибольший эффект?
- Резьбовые детали (винты,
гайки) изготовляются обычно из сталей:
1. Малоуглеродистых.
2. Среднеуглеродистых.
3. Низколегированных.
4. высоколегированных.
Из каких сталей в основном делаются резьбовые детали на специализированных (метизных) заводах?
- При расчетах на статическую прочность винтов допускаемые напряжения рассчитывают по формуле
![]()
где σT — предел текучести материала; n — запас прочности.
Запас прочности следует выбирать прежде всего с учетом чего?
1. Технологии изготовления резьбы (нарезанная, накатанная).
2. Шага резьбы (основной, мелкий).
3. Точности резьбы.
4. Размера резьбовой детали.
- Расчеты болтового соединения выполнены в предположении, что болт сделан из стали 35 (σВ=540 МПа; σT ==320 МПа). Какой класс прочности должен быть указан в спецификации?
1. 5.6.
2. 5.8.
3. 6.6.
4. 6.8.
- Характеристика клеммового соединения:
1. передает крутящий момент и осевую силу за счет сил трения;
2. не требует шпонки;
3. не ослабляет вал;
4. позволяет закреплять деталь в любом месте на валу.
Что можно отнести к числу недостатков клеммового соединения?
Задачи для самостоятельного решения
- Проверить резьбу болта М12 из стали 45 на срез при контролируемой затяжке. Расчет провести по максимально допустимой переменной нагрузке.
- Проверить резьбу болта М36 из стали 30Х на сжатие при неконтролируемой затяжке. Расчет провести по максимально допустимой статической нагрузке.
- Проверить прочность болта М10 из стали 20 при неконтролируемой затяжке. Усилие рабочего на ключ Fк=200 Н, коэффициент трения в резьбе f=0,15, на торце гайки f=0,2.
- Сравнить КПД винтовых пар трап 40х6 и трап 40х(3х6) ГОСТ 9484-73. Коэффициент трения в резьбе принять f=0,06.
- Сравнить КПД резьб М20 и трап 20х(3х2). Коэффициент трения в резьбе принять f=0,1.
- На затянутый болт М20 из стали 20 действует дополнительная постоянная растягивающая сила F=103 Н. Затяжка неконтролируемая, усилие затяжки Fзат=12000 Н. Проверить прочность болта.
- На затянутый болт М24 из стали 30ХГСА действует дополнительная переменная растягивающая сила F=103 Н. Затяжка неконтролируемая, усилие затяжки Fзат=20000 Н. Сравнить прочность болта с нарезанной и накатанной резьбой.
- Определить момент завинчивания болта М24 из стали 3 при неконтролируемой затяжке стандартным ключом. Коэффициент трения на торце гайки f=0,25, в резьбе f=0,15. Усилие рабочего на ключ Fк=200 Н.
- Определить усилие на стандартном ключе при завинчивании болта М6 из стали 35. Коэффициент трения на торце гайки f=0,3, в резьбе – f=0,25. Расчет произвести по максимально допустимой статической нагрузке.
- Определить напряжение, возникающее в теле болта М30 из стали 20 при контролируемой затяжке. Расчет произвести по максимально допустимой переменной нагрузке.
- Определить момент в резьбе для болта М16 из стали 20 при контролируемой затяжке. Коэффициент трения в резьбе f=0,2. Расчет произвести по максимально допустимой статической нагрузке.
- Болт М36 из стали 30ХГСА поставлен в соединение трех деталей с зазором. Определить максимальную переменную сдвигающую силу, которую может воспринять это соединение при контролируемой и неконтролируемой затяжке. Коэффициент трения в стыке деталей f=0,3.

- Болт М24 из стали 30Х поставлен в соединение трех деталей без зазора. Определить максимальную нагрузку, действующую в плоскости стыка деталей, которую воспримет это соединение.
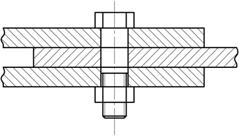
- Болт М20 из стали 30Х поставлен в соединение двух деталей с зазором. Затяжка контролируемая. Определить максимальную постоянную и переменную нагрузки, действующие в плоскости стыка деталей, которые воспримет это соединение. Коэффициент трения в стыке деталей f=0,2.
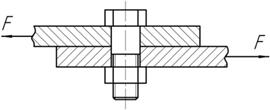
- Болт М16 из стали 45 поставлен в соединение двух деталей без зазора. Определить максимальную статическую нагрузку F, действующую в плоскости стыка деталей, предаваемую этим соединениям. Сравнить нагрузки при постановке этого же болта с зазором при неконтролируемой затяжке и коэффициент трения в стыке деталей f=0,2.
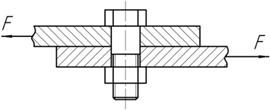
email: KarimovI@rambler.ru
Адрес: Россия, 450071, г.Уфа, почтовый ящик 21
Теоретическая механика Сопротивление материалов
Строительная механика Детали машин Теория машин и механизмов