Главная
Раздел 12 (продолжение). Проектирование подшипниковых узлов.
Содержание
1. Требования к
подшипниковым узлам редукторов
2.
Последовательность проектирования подшипниковых узлов редукторов
4. Выбор схемы установки подшипников
5. Определение нагрузок, действующих на
подшипники валов редуктора
6.
Определение прогнозируемого ресурса подшипников
7.
Проверка подшипников на отсутствие бринеллирования
9. Выбор
уплотнений подшипниковых узлов редукторов
10. Выбор подшипниковых крышек.
Стаканы подшипников
11. Прочностные расчеты элементов крепления
накладных крышек подшипников
12.
Примеры конструктивного оформления подшипниковых узлов редукторов
13.
Основные принципы конструирования узлов трения, содержащих подшипники качения
1. Требования
к подшипниковым узлам редукторов
Подшипниковые узлы редукторов проектируют в ходе их эскизной компоновки после определения опорных реакций и разработки конструкции редукторных валов.
В данной главе рассмотрены последовательность проектирования подшипниковых узлов редукторов общего назначения и рекомендации по выбору типа подшипников, схем их установки, смазки и уплотнений, вида подшипниковых крышек, по определению прогнозируемого ресурса подшипников качения.
При проектировании подшипниковых узлов учитывают следующие факторы:
- назначение узла;
- условия эксплуатации (величины и направления действующих нагрузок, состояние внешней среды, температурные условия и т. п.);
- условия общей компоновки;
- технологические возможности обработки деталей узла.
Эти факторы влияют на выбор типоразмера подшипника, конструкции вала и корпусов подшипников, на способ установки и крепления подшипников, выбор системы уплотнения, смазочного материала, на степень точности изготовления деталей. Рациональное решение всего комплекса вопросов, возникающих при проектировании, должно обеспечить нормальную работу подшипникового узла.
Подшипниковые узлы должны отвечать следующим техническим требованиям:
- все детали подшипникового узла должны обладать достаточной прочностью и жесткостью;
- конструкция подшипникового узла должна обеспечить нормальную работу подшипника;
- подвод смазочного материала, а также уплотнение в подшипниковых узлах должны соответствовать эксплуатационным требованиям;
- узел должен быть удобен в монтаже и демонтаже;
-
обеспечивать надежность и долговечность с одновременным снижением стоимости
проектируемого узла;
- обеспечивать возможность теплового расширения (удлинения) вала без нарушения нормальной работы подшипников, то есть без нагружения их дополнительными осевыми нагрузками;
- обеспечивать фиксацию
положения вала в осевом направлении, за исключением передач с шевронными
колесами;
Жесткость посадочных мест обеспечивается достаточной толщиной гнезд корпусов, предназначенных для установки наружных колец, а также постановкой ребер жесткости.
Причиной заклинивания подшипников в узле могут быть температурные удлинения вала, возникновение значительной осевой нагрузки при неточно выдержанных линейных размерах вала из-за непродуманной взаимной установки подшипников. Прогибы валов, несоосность посадочных мест могут также служить причиной заклинивания. В момент движения это чревато неприятными последствиями. Предотвращение этого достигается различными мероприятиями.
2. Последовательность проектирования подшипниковых узлов редукторов
В учебном курсовом проекте по дисциплине "Детали машин" рекомендуется нижеследующая последовательность проектирования подшипниковых узлов редукторных валов.
1. Подготовить следующие исходные данные, необходимые для проектирования подшипниковых узлов редуктора:
- тип двигателя, от которого получает вращение входной вал редуктора, и его пусковую характеристику Кnmax = Тпускmax/Tном ;
- значение усилий, действующих на валы проектируемого редуктора от насаженных на них деталей передач (зубчатых колес, муфт, шкивов, звездочек);
- характер приложения нагрузок к подшипникам разрабатываемых опорных узлов (спокойная или с толчками различных видов, стационарная или нестационарная, имеется или отсутствует график нестационарной нагрузки);
- характер вращения валов редуктора (нереверсивный или реверсивный, известно или нет направление вращения валов, имеется или отсутствует график нагружения валов при их реверсировании);
- значения частот вращения всех валов редуктора, мин –1;
- силовую расчетную схему валов проектируемого редуктора (рис.5.1);
- температурный интервал и внешние условия эксплуатации редуктора (работа на открытом воздухе или в помещении, помещение отапливаемое или нет, окружающая среда сравнительно чистая или загрязненная, сухая или с повышенной влажностью воздуха);
- расчетный (желаемый) срок службы подшипников tp , ч;
- значения диаметров dn посадочных мест валов, предназначенных под подшипники, мм;
- значения расстояний между подшипниками (пролет вала) и от серединных сечений подшипников до серединных сечений ступиц деталей передач, располагаемых на валу (зубчатых колес, муфт, шкивов, звездочек).
2. Выбрать (в зависимости от вида механических передач, входящих в состав проектируемого редуктора) тип подшипников, предназначаемых к установке в разрабатываемых подшипниковых узлах (подраздел 3).
3. Назначить (в зависимости от необходимой величины dn посадочного диаметра цапф вала) для опорных узлов рассматриваемого (например, быстроходного) редукторного вала конкретный типоразмер подшипников, принимая в первую очередь среднюю серию их габаритных размеров.
4. Выбрать (подраздел 4) схему установки подшипников в опорных узлах рассматриваемого вала редуктора.
5. Определить нагрузки (подраздел 5), действующие на подшипники рассматриваемого вала при его номинальном нагружении, и выявить наиболее нагруженный подшипник.
6. Определить (подраздел 6) прогнозируемый ресурс Lh , ч, принятого к рассмотрению подшипника конкретного типоразмера, при его установке в наиболее нагруженной подшипниковой опоре рассматриваемого вала редуктора.
7. Проверить (подраздел 7) подшипники, выбранные для рассматриваемого вала, на отсутствие у них остаточных деформаций при действии пиковых нагрузок.
8. Повторить с п. 3 до п. 7 (последовательно для каждого вала рассматриваемого редуктора) процесс проектирования их подшипниковых узлов.
9. Выбрать (подраздел 8) смазку подшипников проектируемого редуктора.
10. Подобрать (подраздел 9) уплотнения для разрабатываемых подшипниковых узлов.
11. Подобрать или спроектировать (подраздел 10) крышки для подшипниковых гнезд разрабатываемого редуктора.
12. Произвести прочностные расчеты элементов крепления накладных (если выбрана такая разновидность) подшипниковых крышек (подраздел 11).
13. Разработать конструкцию подшипниковых узлов проектируемого редуктора (подраздел 12).
Рассмотрим детально каждый пункт проектирования подшипниковых узлов по порядку.
3. Характеристики основных типов подшипников качения и рекомендации по их выбору в подшипниковых узлах
Выбор типа подшипников для конкретных условий их эксплуатации необходимо выполнять с особым вниманием, так как от правильности этого выбора зависят условия работы, а следовательно, и ресурс не только самих подшипников, но и сопряженных деталей, например, зубчатых или червячных колес.
В процессе выбора подшипников конструктору приходится сопоставлять требования, предъявляемые к ним условиями работы проектируемого узла или машины, с основными характеристиками подшипников различных типов, которые начинающему конструктору необходимо весьма подробно изучить. Выбор типа подшипников значительно упрощается в результате анализа подобных узлов других машин.
При выборе типа подшипников в первую очередь принимают во внимание величину и направление сил, действующих на опоры вала, затем размеры посадочных мест вала и корпуса редуктора, предназначенных для размещения подшипников, жесткость валов и подшипников и, наконец, их стоимость.
Выбирая тип подшипников, целесообразно прежде всего рассмотреть возможность применения радиальных однорядных шарикоподшипников (подшипник исп. 0000 на рис. 3.1), как наиболее массовых, простых и дешевых. Применение других типов подшипников всегда должно быть строго обосновано.
Так, например, в редукторах с закаленными цилиндрическими косозубыми колесами, имеющих вследствие этого сравнительно небольшие межосевые расстояния валов, применяют радиально-упорные роликовые подшипники (рис. 12.1) даже в том случае, когда осевые нагрузки в зубчатых зацеплениях незначительны и не учитываются при расчетах прогнозируемого ресурса подшипников. Это обусловлено тем, что однорядные шарикоподшипники для того же ресурса были бы слишком больших, неприемлемых по условию компоновки редуктора, габаритов.
В конических и червячных редукторах также применяют радиально-упорные роликовые подшипники, хотя по расчету на ресурс и по условиям компоновки в ряде случаев можно было бы применить обычные радиальные шарикоподшипники. Однако жесткость шарикоподшипников невелика. В связи с этим, под нагрузкой валы в этом случае имели бы значительные перемещения, создающие слишком неблагоприятные условия зацепления зубьев колес конической или червячной передач.
При выборе подшипников всегда следует учитывать и экономические соображения, поэтому, например, в узлах, для которых по условиям их эксплуатации можно применять как роликовые радиально-упорные, так и шариковые подшипники, следует использовать первые, так как их стоимость ниже.
В табл. 3.1 приведены рекомендации по предварительному выбору подшипников для основных типов редукторов в зависимости от вида передачи, нагрузки, межосевого расстояния. Окончательный вывод о пригодности выбранного подшипника можно сделать после эскизного проектирования вала, определения реакций в опорах и расчёта подшипника по критериям динамической Сr или статической Со грузоподъёмностей.
Таблица 3.1. Предварительный выбор подшипников качения
|
Передача |
Вал |
Тип подшипника |
Серия |
Угол контакта |
|
Цилиндрическая косозубая |
Б |
Радиальные шариковые однорядные при аw ≥200мм |
Средняя (лёгкая) |
¾ |
|
При Fa/Fr≤ 0,25 – радиальные шариковые однорядные; при Fa/Fr > 0,25 – роликовые конические типа 7000 |
Лёгкая (средняя) |
|
||
|
Т |
Лёгкая |
α=11…16° для типа 7000 |
||
|
Коническая |
Б |
Роликовые конические типа 7000 или 27000, при n1 < 1500 об/мин |
Лёгкая (средняя) |
α=11…16° для типа 7000; α=25…29° для типа 27000; α=26° для типа 46000 |
|
Радиально-упорные шариковые типа 46000 при n1 ≥1500 об/мин |
||||
|
Т |
Роликовые конические типа 7000 |
Лёгкая |
||
|
Червячная |
Б |
Радиально-упорные шариковые типа 46000; роликовые конические типа 27000; радиальные шариковые однорядные при аw>160мм |
Средняя |
α=11…16° для типа 7000; α=25…29° для типа 27000; α=12° для типа 36000; α=26° для типа 46000 |
|
Роликовые конические типа 7000 или радиально-упорные шариковые типа 36000 при аw ≤160мм |
||||
|
Т |
Роликовые конические типа 7000 |
Лёгкая |
Технические характеристики подшипников (габаритные размеры, динамическая С и статическая С0 грузоподъемности, а также предельная частота вращения nmax) указываются в каталогах. Выборки из каталогов основных типов подшипников приведены в приложении 1 данной работы.
Ниже приведено краткое описание типов подшипников, нашедших основное применение в общем редукторостроении.
Радиальные шариковые однорядные подшипники (рис. 3.1) предназначены для восприятия преимущественно радиальных нагрузок, но могут воспринимать и относительно небольшие двухсторонние осевые нагрузки. Радиальные шарикоподшипники типа 0000 выпускают в различных исполнениях, основные из которых показаны на рис. 3.1.
Канавка на наружном кольце подшипников исполнения
50000 предназначена для установки в нее стопорного пружинного кольца (табл. П 5.2 и П 6.2), необходимого для осевой фиксации подшипника
в отверстии корпуса (рис. 4.9, ж).
Подшипники исполнения 60000, имеющие встроенное одностороннее уплотнение, применяют в верхних подшипниковых узлах вертикальных валов, в которых весьма сложно без таких уплотнений удержать смазку от вытекания, а также в узлах, работающих в загрязненной окружающей среде.
Подшипники исполнения 180000 выпускают уже заправленными пластичным (мазеобразным) смазочным
материалом, причем завод-изготовитель гарантирует, что ресурс этой смазки будет
не ниже ресурса подшипника. Применение в опорных узлах редукторных валов таких
подшипников значительно упрощает уплотнение подшипниковых гнезд корпуса
редуктора и облегчает их эксплуатацию.
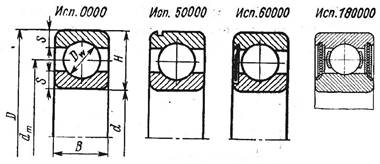
Ориентировочные соотношения, рекомендуемые при вычерчивании подшипников: Dw=0,6H; S=0,3H; H=0,5(D-d)
Рис. 3.1. Разновидности исполнений радиальных
однорядных шарикоподшипников
Рассматриваемый тип подшипников способен ограничивать осевое перемещение вала в обоих направлениях в пределах собственной "осевой игры" и допускает перекосы осей своих колец только до 15'. При больших перекосах колец ресурс подшипников резко снижается и даже возможны аварийные разрушения из-за перегрева и разрыва сепараторов. В связи с этим, применение радиальных однорядных шарикоподшипников предъявляет повышенные требования к жесткости валов.
Хотя эти подшипники и могут фиксировать осевое положение вала, однако из-за малой осевой жесткости точность такой фиксации невелика. Сравнительно мала их жесткость и в радиальном направлении.
Все это предопределило основное применение радиальных однорядных шарикоподшипников в опорных узлах валов маломощных быстроходных редукторов с цилиндрическими зубчатыми колесами.
Радиальные сферические (самоустанавливающиеся) подшипники (рис.3.2) воспринимают в основном радиальные нагрузки, но могут воспринимать и ограниченные осевые нагрузки любого направления. При значительных осевых нагрузках ресурс рассматриваемых подшипников резко снижается вследствие того, что в этом случае будет нагружен только один ряд их тел качения.
Эти подшипники способны ограничивать осевое перемещение вала в обоих направлениях в пределах собственной "осевой игры" и допускают перекосы осей колец до 2…3º.
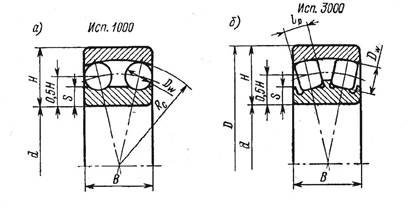
Ориентировочные соотношения, рекомендуемые при вычерчивании подшипников: шариковые – Dw=0,5H; S=0,35H; H=0,5(D - d); Rc=0,45D; роликовые – Dw=0,5H; S=0,3H; H=0,5(D-d); Rc=0,45D; lp=0,36B
Рис. 3.2. Разновидности радиальных сферических
подшипников
Сферические радиальные подшипники применяют только в тех случаях, когда не могут быть обеспечены требуемые обычными радиальными шарикоподшипниками жесткость валов и соосность посадочных отверстий в корпусе редуктора.
Сферические роликовые подшипники отличаются от шариковых значительно большими грузоподъемностью, жесткостью и стоимостью, а также несколько меньшими значениями предельной частоты вращения. В связи с этим, их целесообразно использовать только в тихоходных мощных редукторах.
Шарикоподшипники радиальные двухрядные сферические самоустанавливающиеся, тип 1000 (рис. 3.6, б), предназначены для восприятия радиальных и ограниченных осевых сил. Препятствуют осевым перемещениям вала в обоих направлениях. Допускают перекос колец до 4 градусов, поэтому их применяют в узлах с нежёсткими валами, а также в тех случаях, когда не может быть обеспечена необходимая соосность отверстий под опоры вала.
Шарикоподшипники упорные, тип 8000 (рис. 3.6, е), воспринимают только осевые нагрузки в одном (односторонние) или в обоих (двойные) направлениях при небольших частотах вращения. Крайне чувствительны к перекосам осей колец – допустимый угол перекоса одна минуты, что очень трудно обеспечить конструктивно. Современная тенденция в машиностроении – замена упорных на упорно-радиальные (рис. 3.6, д; рис. 3.7, д).
Радиально-упорные роликовые однорядные подшипники (рис. 3.3) предназначены для восприятия комбинированной (радиальной и односторонней осевой) нагрузки. В связи с этим, радиально-упорные подшипники монтируют на валах с соблюдением принципа зеркальной симметрии (см. рис. подраздела 12), а их работа только при радиальных нагрузках (без внешних или монтажных осевых сил) не допускается.
Данные подшипники имеют разъемную конструкцию, причем внутреннее кольцо, сепаратор и конические ролики взаимно связаны, а наружное кольцо свободно от них отделяется.
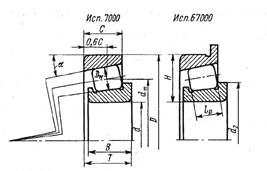
Ориентировочные соотношения, рекомендуемые при вычерчивании подшипников: Dw=0,5H; lp=0,8C; H=0,5(D-d); dm=0,5(D+d); d2=0,48(D+d)
Рис. 3.3. Разновидности радиально-упорных
роликовых однорядных подшипников
Разъемность конструкции рассматриваемых подшипников облегчает монтаж и демонтаж деталей подшипниковых узлов, однако, требует обеспечения возможности регулирования (при монтаже) величины зазоров в подшипниках.
Целью такой регулировки является создание (см. раздел 12) в подшипниках зазоров такой величины, которая одновременно была бы достаточной и для предотвращения защемления тел качения между кольцами подшипников при температурных деформациях, и для обеспечения приемлемого радиального биения поверхности вала.
Более широкое распространение получили подшипники исполнения 7000 (рис.3.3). Исполнение 67000 иногда применяют для сокращения длины и упрощения обработки посадочного отверстия в корпусе (не ступенчатая, а сквозная его расточка), повышения точности базирования подшипника (рис. 4.11, е).
Рассматриваемые подшипники отличаются от радиально-упорных шарикоподшипников (рис.3.4) большими грузоподъемностью и жесткостью, меньшими быстроходностью и точностью вращения. Стоимость их ниже.
Основное применение радиально-упорные роликоподшипники получили в опорных узлах валов конических и червячных редукторов. Целесообразно их применение и в тяжело нагруженных сравнительно тихоходных (с окружной скоростью на цапфах валов V<10 м/с) редукторах с цилиндрическими косозубыми колесами.
Радиально-упорные шариковые однорядные подшипники (рис. 3.4) также как и роликовые, предназначены для восприятия комбинированной нагрузки. Их выпускают в модификациях, отличающихся величиной расчетного угла контакта α и возможностью разборки.
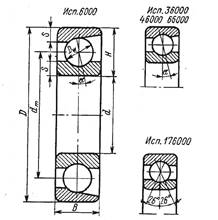
Ориентировочные соотношения, рекомендуемые при вычерчивании подшипников: Dw=0,6H; S=0,3H; H=0,5(D-d)
Рис. 3.4. Основные разновидности
радиально-упорных шариковых однорядных подшипников
Расчетный угол контакта у подшипников типа 6000 и 36000 равен 12˚, а у подшипников 46000 и 66000 – соответственно, 26 и 36˚. С увеличением угла контакта α возрастают осевые нагрузочная способность и жесткость подшипника, а радиальные – уменьшаются.
Подшипники с большими углами контакта имеют меньшую быстроходность из-за отрицательного влияния на их ресурс повышенного скольжения, вызываемого гироскопическим эффектом.
У подшипников исполнения 6000 наружное и внутреннее кольца можно монтировать и демонтировать отдельно друг от друга. Это обусловлено тем, что (в отличие от других исполнений) у них один из бортов наружного кольца (правый на рис. 3.4) срезан таким образом, чтобы обеспечивалась разъемность конструкции подшипника.
Радиально-упорные шариковые однорядные подшипники монтируют на валах аналогично роликовым. Они также требуют регулировки зазоров, имеют меньшие грузоподъемность и жесткость, большие габариты и стоимость, но более быстроходные и обеспечивают большую точность вращения валов.
В связи с указанными особенностями, радиально-упорные шариковые подшипники целесообразно применять в быстроходных конических и червячных редукторах при повышенных требованиях к точности вращения их валов.
Однако не все типы шариковых радиально-упорных подшипников требуют регулировки при монтаже. Шариковый радиально-упорный однорядный подшипник с разъемным внутренним (исполнение 116000) или наружным (исполнение 176000) кольцами и контактом в трех или четырёх точках предназначен для работы при радиальных двусторонних осевых нагрузках в условиях стеснённых габаритов по оси. Радиальная грузоподъёмность при четырёхточечном контакте и повышенном числе шариков выше грузоподъёмности однорядных радиальных. Эти подшипники уже на заводе-изготовителе собраны с «нулевым» зазором. Стоимость таких подшипников больше радиальных шариковых в 1,7÷2 раза и радиально-упорных роликовых – в 1,4 раза.
Радиальные подшипники с короткими цилиндрическими роликами (рис. 3.5) предназначены в основном для восприятия радиальных нагрузок. Их применяют в так называемых «плавающих» опорах. Выполненные с бортами (92000) или дополнительными упорными кольцами (62000), роликоподшипники обеспечивают фиксацию вала в обоих направлениях. Эти подшипники применяют в качестве опор жёстких коротких валов, где имеют возможность обеспечить высокую соосность мест, например, в редукторах с шевронными колесами. Однако подшипники исполнений 12000 и 42000 могут воспринимать и умеренную одностороннюю, а подшипники 62000 и 92000 – двухстороннюю осевую нагрузку.
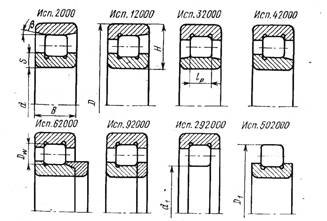
Ориентировочные соотношения, рекомендуемые при вычерчивании подшипников: Dw=lp=0,5H; для широких серий lp=1,5Dw; S=0,35H; H=0,5(D-d); b=10°
Рис. 3.5. Разновидности радиальных
роликоподшипников
Подшипники исполнений 292000 и 502000, не имеющие, соответственно, внутреннего и наружного кольца, используют в узлах при весьма жестких ограничениях их диаметральных габаритов.
При повышенном требовании к жёсткости опор или при наличии закалённых зубчатых колес целесообразно применять конические роликовые подшипники, тип 7000 (рис. 3.7, г), даже при малых значениях осевой силы. Если необходимо воспринимать значительные осевые силы, то следует применять роликоподшипники с большими углами контакта. Так, при угле контакта α= 12°, отношение допустимых величин осевой составляющей реакции в опоре к радиальной Fа /Fr = 1, а при α= (26…36)° – Fа /Fr = 2…6. Потери на трение у этого типа подшипников 3…4 раза выше, чем у радиальных шарикоподшипников.
Роликоподшипники радиальные двухрядные сферические самоустанавливающиеся, тип 3000 (рис. 3.7, б), обладают повышенной жёсткостью и наибольшей грузоподъёмностью по сравнению с другими типами подшипников. Допускают перекос осей до 3 градусов. Их стоимость больше стоимости сферических двухрядных шариковых в 2,6 раза.
Роликоподшипники радиальные с витыми роликами, тип 5000 (рис. 3.7, е), применяют при больших радиальных силах, малых угловых скоростях и ярко выраженной ударной нагрузке в узлах с ограниченными радиальными габаритами. Допускаемый перекос осей колец до 30 минут. Эти подшипники не воспринимают осевую нагрузку и не фиксируют осевое положение вала.
Игольчатые подшипники, тип 4000 (рис. 3.7, в), благодаря большому количеству игл воспринимают значительную радиальную нагрузку. Применяют в узлах с ограниченными диаметральными размерами, работающих при колебательном движении. Осевые нагрузки не воспринимают и осевое положение вала не фиксируют.
Рис.3.6. Шарикоподшипники

Рис.3.7. Роликоподшипники
Грузоподъемность и стоимость рассматриваемых подшипников примерно в 1,5 раза выше, чем у радиальных шарикоподшипников. Они предъявляют более высокие требования к жесткости вала и соосности своих посадочных мест, так как перекосы подшипниковых колец приводят к резкому понижению ресурса подшипников из-за концентрации нагрузки в зоне контакта роликов с беговыми дорожками колец. Помимо этого, радиальные роликоподшипники менее быстроходные и выпускаются в значительно меньшем количестве. Все это ограничивает область их применения в редукторостроении.
Так, например, подшипники исполнений 92000 и 2000 применяют только в тяжелонагруженных "плавающих" опорах валов конических шестерен (рис. 12.6) и в опорах "плавающих" валов редукторов с цилиндрическими шевронными колесами (рис. 4.7) или имеющих раздвоенную ступень с цилиндрическими косозубыми колесами (рис. 12.2). Это позволяет исключить изнашивание посадочных отверстий корпуса (особенно интенсивное в корпусах из легких сплавов), неизбежное при использовании в "плавающих" опорах радиальных шарикоподшипников.
С увеличением диаметра подшипника, а также при переходе от лёгких серий к более тяжёлым, нагрузочная способность возрастает, а предельная частота вращения снижается. Роликоподшипники по сравнению с шариковыми обладают меньшей быстроходностью, бóльшими грузоподъёмностью и жёсткостью, но более чувствительны к перекосам осей колец подшипника. Например, увеличение угла перекоса от нуля до 45 минут приводит к росту момента трения в подшипнике более чем в 15 раз. Поэтому применение роликоподшипников сопровождается повышенными требованиями к точности посадочных поверхностей под наружные кольца, жёсткости элементов конструкции (в первую очередь валов) и точности фиксирования колец.
При выборе подшипников необходимо принимать во внимание не только конструктивные, но и экономические соображения. Замена шарикоподшипников более дорогими роликоподшипниками часто позволяет существенно снизить размеры и массу опорного узла или увеличить промежуток времени между заменой подшипников.
4. Выбор схемы установки подшипников
Узел подшипника включает в себя корпус, детали для фиксирования колец, а также устройство для смазывания. Узел должен обеспечивать восприятие радиальных и осевых сил, исключать осевое смещение вала, нарушающее работу сопряженных деталей (зубчатых и червячных колес, червяков, уплотнений и др.). Это достигается за счет крепления подшипников на валах и фиксирования их в корпусе.
При установке вала с подшипниками и комплектом других насаженных на него деталей в корпус редуктора базирование этого вала относительно корпуса происходит по цилиндру, диаметр которого D равен наружному диаметру подшипников, а длина H – расстоянию между внешними торцами колец подшипников. Так как H/D>>0,8, то вал лишается четырех степеней свободы. Сохраняются лишь свобода его вращения вокруг своей продольной оси и перемещение вдоль этой оси.
Существуют так называемые "плавающие" валы (рис. 4.6), которые должны обладать этими двумя степенями свободы. Однако на большинство редукторных валов, помимо радиальных, действуют еще и осевые нагрузки, в связи с чем они должны быть зафиксированы в осевом направлении.
При осевом фиксировании валов всегда надо стремиться к тому, чтобы вал с его опорами представляли собой статически определимую систему. Это обусловлено тем, что в статически неопределимых системах возможна значительная перегрузка опор силами, величины которых зависят от точности изготовления и монтажа деталей, температурных деформаций и не зависят от внешних условий нагружения. Указанные силы весьма трудно оценить, хотя по величине они могут во много раз превосходить внешнюю нагрузку.
Для создания статической определимости одна из опор вала должна быть фиксированной, воспринимающей осевую нагрузку, а другая – "плавающей", свободной от осевой нагрузки.
У большинства редукторных валов подшипниковые опоры нагружены неравномерно. Для выравнивания их нагруженности, при действии на вал комбинированной (радиальной и осевой) внешней нагрузки, "плавающей" делают опору, наиболее нагруженную в радиальном направлении. Тогда менее нагруженная фиксированная опора будет догружаться осевой нагрузкой.
Однако в этом случае, при температурных деформациях вала, "плавающий" подшипник, перемещаясь под нагрузкой на величину температурного удлинения (укорочения) вала, быстро изнашивает посадочную поверхность отверстия подшипникового гнезда корпуса. Поэтому при отсутствии внешних осевых сил (редукторы с цилиндрическими прямозубыми или шевронными колесами) или при их сравнительно малой величине (редукторы с цилиндрическими косозубыми колесами) рекомендуется в качестве "плавающей" выбирать менее нагруженную опору (рис. 5.2, а).
Таким образом, валы можно разделить на две группы: фиксированные и плавающие.
Рассмотрим последовательно схемы установки подшипников в опорах валов этих групп.
4.1.
Опоры фиксированных валов
По способу осуществления осевого фиксирования валы можно классифицировать следующим образом:
1 – валы с осевой фиксацией в одной опоре при помощи:
- одного подшипника (схема фиксации 1.1),
- двух одинарных подшипников или одного сдвоенного (схема 1.2);
2 – с осевой фиксацией в двух опорах:
- по схеме "враспор" (схема 2.1),
- по схеме "врастяжку" (схема 2.2).
Рассмотрим сущность, достоинства и недостатки осевого фиксирования валов по этим четырем схемам, показанным на рис. 4.1.
Схема 1.1. Внутренние кольца обоих подшипников закреплены на валу (способы их крепления рассмотрены в подразделе 4.3 данного раздела). Наружное кольцо подшипника одной опоры (левое на рис. 4.1) закреплено в отверстии корпуса (способы крепления см. п. 4.3), наружное кольцо подшипника другой опоры в отверстии корпуса не закрепляется и поэтому имеет свободное осевое перемещение. В этом случае левая опора вала будет фиксирующей, а правая – плавающей. Фиксирующая опора ограничивает перемещение вала в одном или в обоих направлениях и воспринимает радиальную и осевую силы. «Плавающая» опора не ограничивает осевых перемещений вала и может воспринимать только радиальную нагрузку. Поэтому в «плавающей» опоре применяют только радиальный подшипник (шариковый и роликовый). Подшипники обеих опор должны быть нагружены по возможности равномерно. Такой способ установки подшипников применяют в конструкциях с длинными валами lв = (10…12)d, а также при установке валов на опорах, размещённых в разных корпусах; он широко применяется для установки валов цилиндрических зубчатых передач, приводных валов конвейеров и др. Основной недостаток способа – малая жёсткость вала. Жёсткость вала может быть увеличена при установке в фиксирующей опоре двух подшипников (рис. 4, б), за счет регулировки которых сводят к минимуму осевые и радиальные смещения вала. В таком исполнении способ используют для установки валов конических или червячных передач, требующих точной осевой фиксации.
Пример одного из вариантов конструктивного оформления опор вала, зафиксированного по схеме 1.1, показан на рис. 4.2.
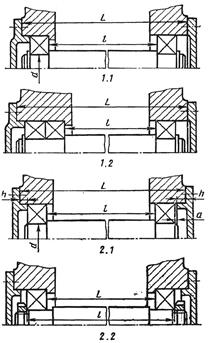
Рис. 4.1. Схемы осевого фиксирования
редукторных валов
Осевое фиксирование валов по схеме 1.1 имеет следующие достоинства:
- температурные удлинения (укорочения) вала не вызывают защемления тел качения подшипников;
- возможность установки опор на любом расстоянии друг от друга;
- на размеры корпуса L и вала l (рис. 4.1) можно назначать весьма широкие допуски, так как даже грубые ошибки при их исполнении не влияют на точность сборки и работоспособность узла.
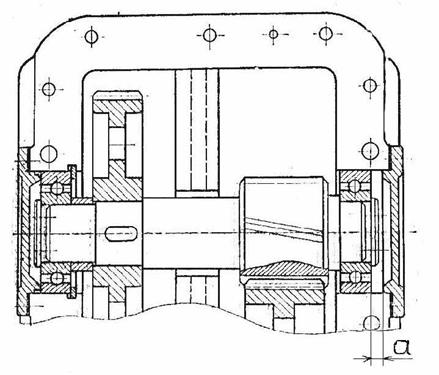
Рис. 4.2. Пример конструктивного оформления
опор вала, зафиксированного по схеме 1.1 рис. 4.1
Недостатками схемы 1.1 являются:
- малые радиальная, осевая и угловая жесткости опор (что обусловлено зазорами между кольцами и телами качения подшипников), увеличивающие прогибы валов и повышающие искажения положений размещаемых на них деталей;
- относительно сложное конструктивное и технологическое исполнение фиксированной поры.
Схема 1.2. При этой схеме осевого фиксирования валов в фиксирующей опоре (в отличие от схемы 1.1), для повышения ее жесткости и снижения величины прогибов вала, устанавливают два одинарных радиально-упорных подшипника или один сдвоенный (рис. 4.1). Жесткость такой фиксирующей опоры увеличивают сведением к минимуму (табл. 4.1), соответствующей регулировкой (подраздел 12), имеющиеся в ней первоначальные зазоры.
Таблица 4.1. Рекомендуемая "осевая игра" Sи, мкм, радиально-упорных подшипников,
используемых в фиксирующих опорах валов (схема 1.2 на рис. 4.1)
|
Внутренний диаметр подшипника d, мм |
Угол α |
|||
|
12° |
26-36° |
10-16° |
25-39° |
|
|
Шариковые подшипники |
Роликовые подшипники |
|||
|
До 30 Св.30 до 50 Св.50 до 80 Св.80 до 120 |
20-40 30-50 40-70 50-100 |
10-20 15-30 20-40 30-50 |
20-40 40-70 50-100 80-150 |
- 20-40 30-50 40-70 |
Пример одного из вариантов конструктивного оформления опор червяка, зафиксированного по схеме 1.2, показан на рис. 12.7.
Рассматриваемая конструктивная схема обладает теми же достоинствами, что и схема 1.1.
К ее недостаткам относят малую жесткость плавающей опоры и еще большее усложнение конструктивного и технологического исполнения фиксированной опоры, которое, однако, окупается повышением ее жесткости.
Схема 2.1. Эту схему называют осевой фиксацией вала "враспор". В рассматриваемой конструктивной схеме каждая из опор ограничивает осевое перемещение вала только в одном направлении. Для этого торцы внутренних колец обоих подшипников упирают в торцы буртиков вала (или в торцы других деталей, расположенных на валу). Внешние торцы наружных колец подшипников упирают в торцы подшипниковых крышек (или в торцы других деталей, установленных в посадочном отверстии подшипникового гнезда корпуса).
Основными достоинствами осевой фиксации валов по схеме "враспор" являются
- возможность регулировки величины зазоров в двух опорах;
- простота конструкции и большая технологичность опор (для их конструктивного воплощения требуется меньшее количество деталей, а обработка посадочных отверстий подшипниковых гнезд может выполняться простейшим сквозным способом).
Недостатки ее следующие:
- более жесткие (по сравнению со схемами 1.1 и 1.2) допуски на размеры l, L и h (рис. 4.1), так как погрешности этих размеров приводят к изменению величины "а" осевого зазора в опоре;
- возможность защемления вала в опорах, вследствие температурных деформаций подшипников, вала и корпуса редуктора;
- ограниченность расстояний между подшипниками и температурного интервала эксплуатации.
Чтобы избежать защемления вала в опорах, необходимо при сборке подшипниковых узлов редуктора обеспечивать условие а>δт , где δт – изменение осевых зазоров в опорах от температурных деформаций обоих подшипников, вала и корпуса редуктора.
Обычно определить расчетным путем величину δт весьма затруднительно, поэтому необходимую величину зазора "а" назначают на основании опыта эксплуатации аналогичных конструкций подшипниковых узлов.
Если допустимые осевые погрешности установки валов достигают 1…2 мм, а осевые рабочие нагрузки на опоры отсутствуют (в редукторах с цилиндрическими прямозубыми или шевронными колесами) или незначительны по величине (в редукторах с цилиндрическими косозубыми колесами), то в этом случае в опорах обычно применяют радиальные подшипники (рис. 4.3).
Регулировку собственной "осевой игры" радиальных подшипников не выполняют, а необходимую величину осевого зазора "а" рекомендуется (по опыту эксплуатации) назначать в следующих пределах:
а = 0,2…0,5 мм – при использовании радиальных шарикоподшипников;
а = 0,5…1,0 мм – роликоподшипников.
Указанные величины осевых зазоров обеспечивают назначением соответствующих допусков на размеры l, L и h (рис. 4.1).
Если получение необходимой точности изготовления деталей затруднено (при l>300 мм) или экономически нецелесообразно, то для снижения требований к точности исполнения указанных размеров применяют компенсаторы, например, компенсаторные кольца (рис. 4.3, а) или наборы регулировочных прокладок (рис. 4.3, б). Таким образом, конструктивная схема "враспор" (схема 2.1 на рис. 4.1) с использованием радиальных подшипников может применяться без ограничений расстояния между опорами вала.
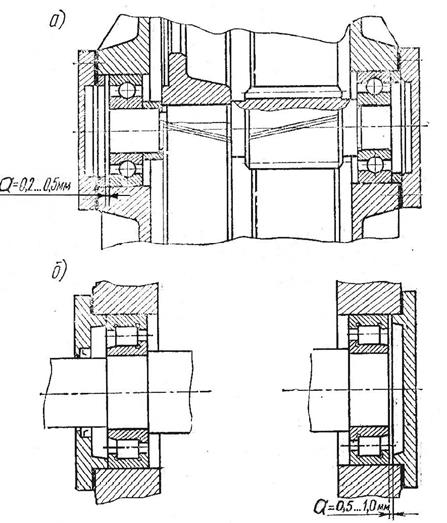
Рис. 4.3. Примеры использования в
конструктивной схеме "враспор" радиальных подшипников
При действии значительных рабочих осевых нагрузок и повышенных требованиях к осевой погрешности установки валов (червячные и конические редукторы) в рассматриваемой схеме осевого фиксирования применяют радиально-упорные подшипники, к точности регулирования осевого зазора которых предъявляют довольно высокие требования (табл. 4.2).
Таблица 4.2. Рекомендуемые "осевая игра" Sи радиально-упорных подшипников и расстояние l (рис. 4.1)
между опорами вала в конструктивной схеме "враспор"
|
Внутренний диаметр подшипника d, мм |
Шариковые подшипники (угол контакта α=12°) |
Роликовые подшипники (угол конусности α=10÷16°) |
||
|
SН, мкм |
l, мм, менее |
SН, мкм |
l, мм, менее |
|
|
До 30 Св.30 до 50 Св.50 до 80 Св.80 до 120 |
30-50 40-70 50-100 60-150 |
8d 7d 6d 5d |
40-70 50-100 80-150 120-200 |
14d 12d 11d 10d |
|
Примечания: 1. Разность температур вала и корпуса не более 20℃. 2. Осевую игру радиально-упорных подшипников в конструктивной схеме 2.2 (рис.4.1) можно принять в соответствии с приведенными в данной таблице значениями, а расстояние L между опорами может быть увеличено на 25% по сравнению с табл. значением l. |
||||
Из схемы, показанной на рис. 4.4, видно, что сближение ∆ ролика и рабочей поверхности отверстия наружного кольца радиально-упорного подшипника составляет
∆=S∙sinα,
где S – осевой зазор в подшипнике, зависящий от расстояния l между опорами вала и величины разности ∆t между стационарной температурой подшипникового узла t1 и температурой помещения t2 ; α – угол контакта.
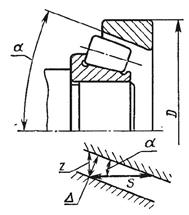
Рис. 4.4. Схема к определению сближения ∆
ролика с рабочей поверхностью отверстия наружного кольца радиально-упорного
подшипника
Очевидно, что чем больше угол контакта α и расстояние l, тем труднее точно отрегулировать зазор в подшипниках и тем больше вероятность защемления вала в его опорах. Поэтому радиально-упорные подшипники с углом контакта α³26˚ в опорах валов, фиксированных по схеме "враспор", не применяют, а максимальное значение расстояния l между опорами ограничивают величиной, назначаемой по табл. 4.2 в зависимости от вида тел качения подшипника и величины его внутреннего диаметра.
Минимальное значение расстояния l между подшипниками составляет
lmin=0,75D,
где D – наружный диаметр подшипника.
При меньших значениях l резко падает угловая жесткость опор, возрастают прогибы вала и искажения положений размещенных на нем деталей.
Примеры конструктивного оформления опор валов, зафиксированных по конструктивной схеме "враспор", показаны на рисунках раздела 12 данной работы.
При необходимости размещения опор вала на больших (по сравнению с указанными в табл. 4.2) расстояниях, а также в случае их значительного нагрева (∆t = t1-t2>20°) в процессе эксплуатации редуктора, нужно рассмотреть возможность перехода на фиксирование вала по схеме 2.2 (рис. 4.1).
Схема 2.2. При этой схеме осевого фиксирования валов (рис. 4.1), называемой осевой фиксацией "врастяжку", в опорах вала применяют только радиально-упорные подшипники с обязательной регулировкой их "осевой игры", допускаемые пределы которой указаны в табл. 4.2.
Фиксирование валов "врастяжку" (по сравнению с фиксированием "враспор") имеет следующие достоинства:
- весьма малая вероятность защемления вала в его опорах при их температурных деформациях;
- более высокая радиальная и угловая жесткость опор и вала при одинаковом расстоянии между опорами;
- меньшие радиальные нагрузки на опоры при одинаковом внешнем нагружении вала.
Нагрев радиально-упорных подшипников, установленных "врастяжку", вызывает уменьшение зазоров в подшипниках, а нагрев вала – их увеличение. При малом расстоянии l между подшипниками (l≤5D, где D – наружный диаметр подшипника) уменьшение зазоров в подшипниках от температурной деформации их деталей превышает увеличение зазоров от температурного удлинения короткого вала. Только в этом случае возможно защемление вала в его опорах. При больших расстояниях между подшипниками температурное защемление вала в опорах невозможно, так как увеличение зазора от температурного расширения длинного вала всегда превышает его уменьшение от температурных деформаций деталей подшипников.
Однако, при расстояниях между опорами, превышающих значения, указанные в примечании 2 табл. 4.2, в подшипниках появляются зазоры такой величины, что резко возрастают неравномерность распределения нагрузки между телами качения и вибрации, снижаются жесткость опор, точность вращения и ресурс подшипников.
Установка радиально-упорных подшипников "врастяжку" имеет следующие недостатки:
- возможность образования при некоторых условиях (рассмотренных выше) подшипниковых зазоров нежелательной величины;
- необходимость (для предупреждения возможности появления и развития фреттинг-коррозии) закалки поверхности цапф вала;
- высокие требования к точности изготовления резьб вала и регулировочной гайки, а также торцов этой гайки, так как при низкой точности этих элементов понижается точность базирования колец подшипников;
- некоторое усложнение изготовления опор из-за наличия упорных бортов в отверстиях подшипниковых гнезд корпуса, точных регулировочных гаек и точных резьбовых участков вала.
Пример одного из вариантов конструктивного оформления опор вала конической шестерни, зафиксированного по конструктивной схеме "врастяжку", показан на рис. 12.4.
При необходимости расположения опор вала на расстояниях, превышающих указанные в табл. 4.2, а также при значительном (Δt > 20˚) нагреве подшипниковых узлов, нужно переходить на фиксацию вала по схеме 1.2 (рис. 4.1).
4.2.
Опоры плавающих валов
В шевронных (рис. 4.5, а) и косозубых (рис. 4.5, б) цилиндрических передачах, представляющих собой разделенный шеврон, момент с одного вала на другой передается по двум параллельным потокам (зубьями 1 и 2, имеющими противоположный наклон).
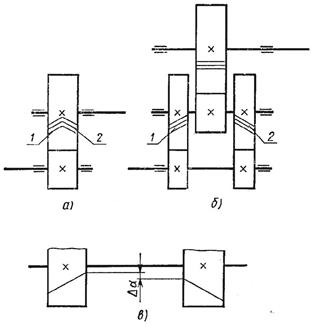
Рис. 4.5. Кинематические схемы передач с
"плавающими" валами
Однако, при изготовлении колес неизбежна погрешность ∆α углового расположения зуба одного полушеврона относительно зуба другого (рис. 4.5, в). Из-за этой погрешности при сборке передачи в зацепление могут входить зубья только одного полушеврона. Возникающая в этом полушевроне при работе передачи осевая составляющая усилия зацепления стремится сместить колесо вместе с валом вдоль его продольной оси. Чтобы такое смещение могло осуществиться, один из валов передачи делают "плавающим". Тогда эта осевая составляющая усилия зацепления переместит вал в такое положение, при котором в зацепление войдут зубья обоих полушевронов, а осевые силы, возникающие в них, уравновесятся.
Наиболее распространенные конструктивные схемы исполнения опор "плавающих" валов показаны на рис. 4.6, а пример их возможной реализации для опор быстроходного вала шевронной передачи – на рис. 4.7.
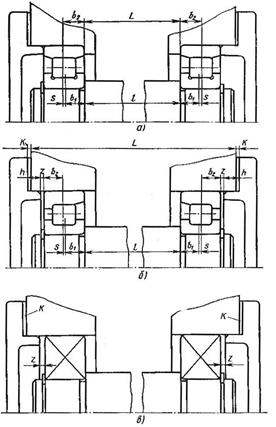
Рис. 4.6. Конструктивные схемы исполнения
опор "плавающих" валов
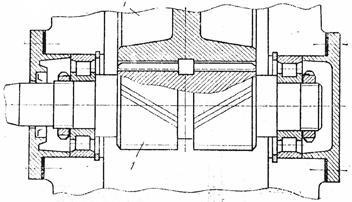
Рис. 4.7. Пример конструктивного исполнения
"плавающего" вала шевронной передачи
Рассмотрим сущность, достоинства и недостатки предложенных конструктивных схем исполнения опор "плавающих" валов.
Схема по рис. 4.6, а. Внутренние кольца роликовых подшипников исполнения 2000 закреплены на валу, а внешние ─ в отверстиях подшипниковых гнезд корпуса редуктора. Осевое плавание вала обеспечивается тем, что внутренние кольца этих подшипников с комплектом роликов могут смещаться в осевом направлении относительно неподвижных наружных колец.
Основные достоинства этой схемы:
- незначительная величина осевого усилия, необходимого для осуществления "плавания" вала, так как его осевое перемещение происходит при скольжении вращающихся частей подшипников (внутреннего кольца и комплекта роликов);
- отсутствие изнашивания посадочных поверхностей отверстий подшипниковых гнезд корпуса редуктора.
Основные недостатки рассматриваемой схемы:
- необходимость применения очень жестких валов и обеспечения высокой степени соосности цапф вала и посадочных отверстий подшипниковых гнезд, вследствие значительной чувствительности роликоподшипников к перекосам их колец;
- возможность появления значительного, ничем в дальнейшем не компенсируемого, начального (после сборки) осевого смещения S колец подшипников (рис. 4.6), обусловленного неизбежными погрешностями размеров L, l, b1 и b2 , а также тем, что осевое положение "плавающего" вала определяется осевым положением зацепляющихся колес (рис. 4.7), которое случайно и имеет большой разброс по величине;
- необходимость сравнительно точного изготовления деталей по размерам L и l, так как погрешности этих размеров в значительной степени влияют на величину осевого смещения S колец подшипников, допускаемые значения которого составляют 1…2 мм;
- необходимость создания упорных бортов в посадочных отверстиях корпуса, что несколько усложняет их обработку.
Схема по рис. 4.6, б. Внутренние кольца роликовых подшипников исполнения 12000 закреплены на валу, наружные кольца имеют некоторую свободу перемещения вдоль отверстий корпуса. Перемещение внутрь корпуса ограничивается бортами наружных колец обоих подшипников, а в противоположную – зазором Z.
В начальный момент осевого "плавания " вала ролики смещают (в направлении одной из подшипниковых крышек в пределах зазора Z) наружные кольца подшипников на некоторую величину, самоустанавливая, таким образом, вал в наиболее благоприятное для него положение.
Достоинства этой схемы:
- возможность сведения начальной величины S смещения колец до минимума путем подбора необходимой толщины K комплектов компенсаторных прокладок, устанавливаемых под фланцы обеих подшипниковых крышек;
- возможность назначения на размеры L, l и h свободных допусков (14 квалитет точности), так как возможные накопленные погрешности устраняются компенсаторными прокладками К;
- отсутствие в отверстиях подшипниковых гнезд корпуса упоров для наружных колец подшипников, что облегчает их обработку.
Основными недостатками рассматриваемой схемы являются:
- ее применимость только при жестких валах и высокой степени соосности цапф вала и посадочных отверстий подшипниковых гнезд корпуса;
- локальный износ поверхностей посадочных отверстий подшипниковых гнезд корпуса, обусловленный скольжением невращающихся наружных колец подшипников, происходящим при осевом "плавании" вала;
- значительно большая (по сравнению со схемой, показанной на рис. 4.6, а) величина осевого усилия, необходимого для осуществления "плавания" вала, так как его осевое перемещение происходит при скольжении невращающихся наружных колец подшипников.
Схема по рис. 4.6, в. Отличие этой схемы от схемы, показанной на рис. 4.6, б, состоит только в том, что в ее опорах применяют шариковые радиальные подшипники (исп. 0000), а также шариковые или роликовые сферические подшипники (исп. 1000 или 3000). Это отличие дает возможность применения рассматриваемой схемы при нежестких валах и невысокой соосности цапф вала и посадочных отверстий корпуса редуктора.
Выбор того или иного исполнения подшипников определяется их потребной грузоподъемностью и быстроходностью, а также наличной жесткостью вала.
Опоры "плавающих" валов не воспринимают осевые нагрузки. Поэтому на валах подшипниковые кольца закрепляют простейшими способами (рис. 4.8, д; ж). Наиболее распространено крепление пружинным стопорным кольцом (рис. 4.8, д).
При выполнении опор "плавающего" вала по схеме, показанной на рис. 4.6, а, наружные кольца подшипников необходимо закреплять в отверстиях подшипниковых гнезд корпуса. Наиболее часто их фиксируют подшипниковой крышкой и стопорным пружинным кольцом (рис. 4.7).
4.3.
Разновидности осевого фиксирования колец подшипников
Крепление подшипников скольжения
В зависимости от конструктивных особенностей подшипники скольжения делятся на цельные (втулки) и разъёмные (вкладыши). К основным операциям технологического процесса монтажа цельных подшипников относятся сопряжение втулки с корпусом, закрепление её от проворачивания и пригонка отверстия к валу.
Первую операцию можно выполнять на прессах, нагревом корпуса или охлаждения втулки.
Цельные подшипники закрепляют от проворачивания стопорными винтами или шпонками.
Отверстия пригоняют к валу следующим образом. Вал покрывают краской, вводят во втулку и несколько раз проворачивают. Пятна краски, появляющиеся при этом на поверхности втулки шабрят. Пригонку заканчивают, когда общая площадь таких пятен составляет не менее 80% контактной поверхности и на 1 см2 будет 1÷5 пятен. Затем измеряют действительные зазоры в подшипнике, щупом проверяют прилегание к корпусу и щупом — буртика к торцу корпуса.
Разъёмные подшипники монтируют в два этапа: на первом вкладыши пригоняют к корпусам, а на втором — к шейкам валов.
После пригонки вкладышей боковые зазоры измеряют щупами в плоскости разъёма при снятой крышке, а верхние с помощью узких свинцовых пластин, свитых в трубку. Радиусы закругления (очень большое значение имеют зазоры на гантелях, т.к. они образуя полость, из которой смазка поступает на торцевые контактные поверхности подшипника) проверяют шаблонами rвала= rвклад+(1+3), мм.
Заключительная операция монтажа вкладышей — выполнение канавок и полостей, через которые подводится смазка. Смазочные канавки и полости необходимо выполнять так, чтобы они не соединяли области различных гидродинамических давлений и не выходили к торцам подшипников, т.к. это снижает несущую способность масляной прослойки, качество монтажа проверяется во время обкатки при температуре нагрева (260…270)°С.
Крепление подшипников качения
В связи с малым отношением ширины колец подшипника к их диаметрам, его самоустановка без перекоса на валу или в отверстии корпуса затруднена. Для исключения перекоса подшипника необходимо обеспечить надежное базирование каждого из его колец.
Помимо базирования, нужно (для восприятия осевых сил, действующих на подшипники, и удержания их колец от самопроизвольного осевого смещения) обеспечивать и осевое фиксирование подшипников. Функции базирования и фиксирования часто совмещают в одном и том же элементе.
Базирование и осевое фиксирование внутреннего кольца подшипника на валу осуществляют его упором в бурт вала (или в торец детали, установленной на валу) с фиксацией такого расположения подшипника гайками, концевыми шайбами, пружинными стопорными кольцами, посадочным натягом (рис. 4.8). Для обеспечения надежного базирования заплечик упорного бурта вала должен иметь высоту h=(1,4…1,5)r, где r – размер скругления или фаски в отверстии внутреннего кольца подшипника.
Простейшим видом осевой фиксации внутренних колец подшипников является их посадка с натягом до упора в бурт вала (рис. 4.8, ж). Однако, применяемые для соединения "вал-кольцо подшипника" переходные посадки к6, m5, n6 имеют сравнительно малые посадочные натяги. Поэтому рассматриваемый вид осевой фиксации подшипников имеет крайне ограниченное применение (при отсутствии внешних осевых нагрузок; при односторонней осевой нагрузке, направленной в сторону упорного бурта вала).
Наибольшую надежность базирования и фиксации (не только осевой, но и от проворота) обеспечивает крепление при помощи стандартной (ГОСТ 11871-80 и приложение 2) круглой шлицевой гайки (рис. 4.8, а). От самоотвинчивания гайка стопорится многолапчатой шайбой (ГОСТ 11872-80 и приложение 3). Для внутреннего уса этой шайбы в валу фрезеруют паз, при получении которого дисковой фрезой допускается частично прорезать посадочную поверхность вала.
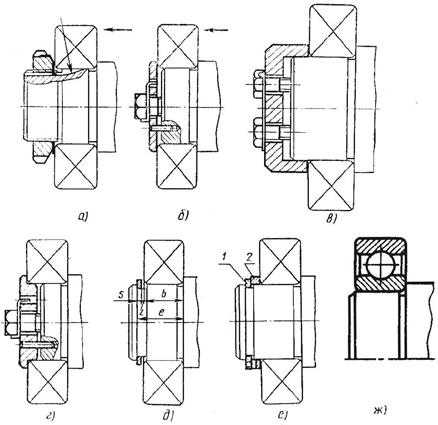
Рис. 4.8. Виды осевого фиксирования
внутренних колец подшипников
Однако, из-за относительно высокой стоимости применение данного способа крепления целесообразно только в том случае, когда на подшипник действует значительная осевая сила, причем в направлении, указанном стрелкой на рис. 4.8, а.
Крепление при помощи стандартной (ГОСТ 14734-69 и приложение 4) торцовой шайбы (рис. 4.8, б) – достаточно надежный и недорогой способ фиксации. Его целесообразно применять в том случае, когда на подшипник осевая сила воздействует в направлении, указанном стрелкой на рис. 4.8, б.
Между торцами шайбы и вала (для гарантированного упора шайбы в торец внутреннего кольца подшипника) предусматривают зазор 1…2 мм. От проворота шайба фиксируется штифтом (приложение 4). Винты, которыми шайба крепится к торцу вала (приложение 4), стопорят от самоотвинчивания пружинными (табл. П 10.5) или отгибными шайбами (рис. 4.8, б), а также обвязкой мягкой проволокой.
Для быстро вращающихся валов (окружная скорость цапф V>15 м/с) применяют нестандартные торцовые шайбы с центрирующими поясками (рис. 4.8, в; г), снижающими дисбаланс собранного вала.
Фиксирование пружинным эксцентрическим (ГОСТ 13942-80 и приложение 5) или концентрическим (ГОСТ 13940-80 и приложение 6) стопорным кольцом (рис. 4.8, д) – очень простой, но не вполне надежный способ фиксации и базирования подшипников, что обусловлено нижеприведенными причинами.
Ширина колец подшипников качения имеет довольно большие отклонения. Так, при диаметрах посадочного отверстия свыше 30 до 50 мм, допуск на ширину b колец (рис. 4.8, д) составляет 0,12 мм, а при диаметрах свыше 50 до 80 мм – 0,15 мм. Размер e вала и толщину S пружинного стопорного кольца (рис. 4.8, д) выполняют примерно с такой же точностью. Неизбежные погрешности указанных размеров приводят к возникновению между стопорным кольцом и подшипником зазора Z, определяемого по следующей очевидной (рис. 4.8, д) зависимости:
Z=e-S-b.
Так, например, величина этого зазора для подшипников с диаметром посадочного отверстия от 50 до 80 мм может колебаться в пределах 0…0,3 мм.
При действии на подшипник осевой силы, направленной в сторону стопорного кольца, возможен перекос внутреннего кольца подшипника относительно вала. Это обусловлено тем, что стопорные пружинные кольца незначительно выступают над поверхностью вала и перекрывают фаску отверстия подшипника лишь по узкой поверхности (на рис. 4.9, а она зачерчена). Так, например, для подшипников легкой и средней серий с посадочным диаметром отверстия d = 35..80 мм значение перекрытия t (рис. 4.9, б) колеблется в пределах 0,7…2,0 мм.
Для повышения точности базирования подшипников и устранения зазоров Z между подшипником и стопорным кольцом 1 устанавливают компенсаторное кольцо 2 (рис. 4.8, е). Эти кольца выполняют с незакругленными кромками и подгоняют по месту подшлифовкой их торцов на плоскошлифовальном станке.
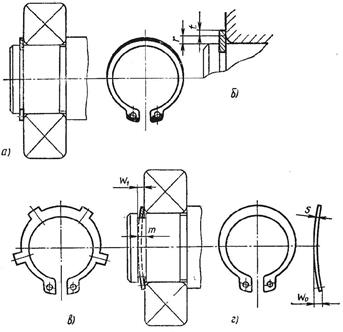
Рис. 4.9. Основные виды наружных пружинных
стопорных колец
Монтаж и демонтаж пружинных стопорных колец осуществляют специальными щипцами, разжимающими эти кольца. Толщина пружинных колец небольшая. Поэтому стержни монтажных щипцов при наличии компенсаторного кольца входят в отверстия стопорного кольца неглубоко и часто срываются. Во избежание этого, на торце кольца 2 на некоторую глубину выфрезеровывают поперечный паз (рис. 4.8, е), позволяющий глубже вставлять щипцы в отверстия стопорного кольца.
Фирма "SEEGER" (Германия) применяет (рис.4.9,в) лапчатые (с увеличенной площадью контактной поверхности) и изогнутые (рис.4.9,г) пружинные стопорные кольца, исключающие необходимость использования компенсаторных колец.
Стопорные пружинные кольца обладают сравнительно низкой несущей способностью, поэтому их применение особенно эффективно в том случае, когда на подшипник действует осевая сила, направленная в сторону упорного бурта вала.
Несущую способность (допускаемую осевую нагрузку [Fa]) концентрических стопорных колец устанавливают по справочным данным (приложение 6), а эксцентрических – определяют расчетом по элементарной (без учета наличия в них прорези и эксцентричности) схеме, исходя из того, что кольцо подвергается срезу, а стенки канавки под него – смятию (рис. 4.10).
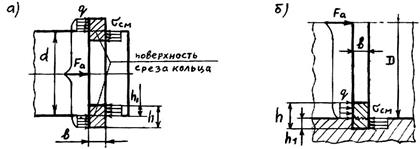
Рис. 4.10. Прочностная расчетная схема
стопорного кольца: а – наружного; б – внутреннего
Условием прочности стопорного кольца на срез при действии пиковой нагрузки служит выполнение следующего неравенства:
где τсрmax – напряжения среза, возникающие в стопорном кольце при пиковом нагружении;
Кпик=Тпик/Тном – кратность пикового вращающего момента Тпик номинальному вращающему моменту Тном (подраздел 7);
Fa – равнодействующая внешней распределенной нагрузки q (рис. 4.10), которой подшипник воздействует на стопорное кольцо при номинальном нагружении;
Kσs – коэффициент, учитывающий динамичность приложения к стопорному кольцу внешней нагрузки, возникающей при пуске редуктора (подраздел 7);
Aср – площадь поверхности среза стопорного кольца;
[τср] – допускаемые напряжения, гарантирующие отсутствие среза стопорного кольца.
Площадь поверхности среза наружного стопорного кольца
![]()
где d – диаметр вала в месте установки кольца;
b – ширина стопорного кольца.
Тогда допускаемая (по условию отсутствия среза при пиковом нагружении) осевая нагрузка [Fa]ср на наружное стопорное кольцо составит
![]()
Принимая в среднем b = 0,03d, получим
Условие прочности на смятие стенки канавки под стопорное кольцо при пиковом нагружении имеет вид
![]()
где σсмmax – напряжения смятия стенки канавки под стопорное кольцо, возникающие при пиковом нагружении;
Aсм – площадь смятия стенки канавки;
[σсм] – допускаемые напряжения, гарантирующие отсутствие смятия стенки канавки.
Площадь поверхности смятия стенки канавки в вале
![]()
где h1 – глубина канавки в вале.
Из условия прочности на смятие стенок канавки в вале имеем
![]()
При средних значениях h1 = 0,3h и h = 0,1d имеем h1 = 0,03d. Тогда допускаемая (по условию отсутствия смятия) осевая нагрузка [Fa]см на наружное стопорное кольцо составит
Из сопоставления полученных расчетных формул видно, что при [τср]≈[σсм] (стальные кольца в стальных валах) расчеты на срез и смятие дают примерно одинаковые значения допускаемой осевой нагрузки [Fa] .
Как показали экспериментальные исследования, стопорные кольца работают вполне надежно (без признаков их выворачивания из канавки даже при наличии в ней зазора), если напряжения среза не превышают 20 МПа.
Тогда, с достаточной для практических расчетов точностью, можно принимать, что допускаемая осевая нагрузка [Fa], H, на эксцентрическое наружное стопорное кольцо составляет

где d – диаметр вала в месте установки стопорного кольца, мм.
Базирование и осевое фиксирование в отверстии корпуса наружных колец подшипников имеет две разновидности: одностороннее и двухстороннее (рис. 4.11).
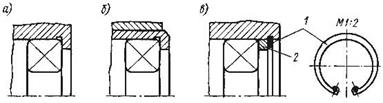
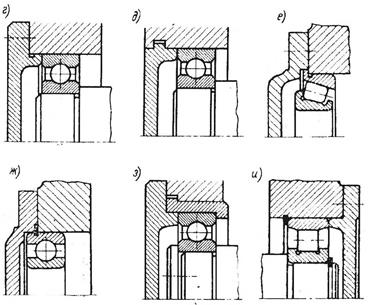
Рис. 4.11. Виды осевого фиксирования
наружных колец подшипников
Одностороннее закрепление в отверстии подшипникового гнезда корпуса наружного кольца подшипника редукторного вала обычно обеспечивают следующими элементами: заплечиками, стопорными пружинными кольцами, крышками.
Упорный борт (заплечик) в отверстиях корпуса (рис. 4.11, а) затрудняет их обработку, вследствие чего применяется сравнительно редко. Чаще борт изготавливают в отверстии стаканов (рис. 4.11, б), необходимость которых может быть обусловлена, например, желанием выделить редукторный вал с его подшипниками в самостоятельную сборочную единицу (рис. 12.5).
![]() Применение упорных бортов целесообразно только при
недостаточной несущей способности пружинных стопорных колец 1 (рис. 4.11, в),
закладываемых в кольцевую канавку, при этом желательна установка промежуточного
кольца 2, способствующего более точному базированию наружного кольца
подшипника.
Применение упорных бортов целесообразно только при
недостаточной несущей способности пружинных стопорных колец 1 (рис. 4.11, в),
закладываемых в кольцевую канавку, при этом желательна установка промежуточного
кольца 2, способствующего более точному базированию наружного кольца
подшипника.
Несущую
способность (допускаемую осевую нагрузку [Fa],
Н) внутренних стопорных колец
определяют так же, как и наружных: концентрических – по справочным данным
(табл. П 6.2); эксцентрических – расчетом по следующей
зависимости:

где D – диаметр посадочного отверстия, в котором установлено стопорное кольцо, мм.
Вывод этой зависимости основан на расчетной схеме, показанной на рис. 4.10, б, и аналогичен выводу, рассмотренному выше применительно к наружным кольцам.
Необходимо также отметить, что при установке стопорных колец в отверстия корпусов, выполненных из легких сплавов (силумина АЛ 4 и др.) надо, учитывая пониженную прочность этих сплавов на смятие, снижать в 3…4 раза полученную расчетную величину [Fa] .
С целью снижения трудоемкости обработки посадочных отверстий, для осевой фиксации наружных колец подшипников применяют подшипниковые крышки (рис. 4.11, г; д), подшипники с упорными бортами (рис. 4.11, е) или с канавкой на наружном кольце (рис. 4.11, ж). Однако необходимо иметь в виду, что применение закладных крышек (рис. 4.11, д) возможно только в разъемных корпусах редукторов.
Двухстороннее закрепление в отверстии корпуса наружных колец подшипников обеспечивают сочетанием подшипниковых крышек с бортом отверстия стакана (рис. 4.11, з) или корпуса, а также со стопорным кольцом (рис. 4.11, и).
4.4.
Посадки подшипников качения
При проектировании подшипниковых узлов принципиальное значение имеет сопряжение (посадка) внутренних колец с валом и наружных с корпусом. Поскольку подшипники являются стандартными узлами, то валы и корпуса следует приспосабливать к ним. Внутренние кольца сажают на вал по системе отверстия, а наружные в корпус по системе вала. При том, что поле допусков внутреннего кольца направлено не в тело, а к центру, посадки на вал получаются более плотными, чем обычно в системе отверстия. На рис. 4.12 в качестве примера приведены схемы расположения полей допусков отверстий корпусов и диаметров валов.
Различают три вида нагружения колец:
- кольцо вращается относительно радиальной
нагрузки– циркуляционное
нагружение;
- кольцо неподвижно относительно радиальной нагрузки – местное нагружение;
- кольцо нагружено равнодействующей радиальной нагрузкой, которая не совершает полного оборота – колебательное нагружение.
При выборе посадки необходимо обеспечить
неподвижное соединение того кольца подшипника, которое сопрягается с
вращающейся частью машины, передающей внешнее усилие на подшипник. В противном случае
оно будет обкатываться и проскальзывать по посадочному месту, что приведет к
его износу и выходу из строя подшипника. В то же время посадка должна быть с
минимальным натягом, чтобы зазоры между кольцами и телами качения не
претерпевали значительных изменений. Второе кольцо подшипника, сопрягающееся с
неподвижной частью машины, устанавливают с небольшим зазором или с очень
небольшим натягом для облегчения осевых перемещений кольца при монтаже,
температурных деформациях вала и при регулировке зазоров в подшипниках. Кроме
того, такой вид сопряжения позволяет кольцу под действием толчков и вибраций
периодически поворачиваться вокруг оси подшипника, вследствие чего в работе
участвует не ограниченный участок кольца, а вся дорожка качения.
В зависимости от режима работы машины, чем больше нагрузка и сильнее толчки, тем более плотными должны быть посадки. Чем быстроходнее машина (меньше нагрузки, выше температуры), тем посадки должны быть свободнее.
Посадки роликоподшипников требуются более плотные в связи с большими нагрузками. Посадки радиально-упорных подшипников плотнее, чем у радиальных, у которых посадочные натяги искажают зазоры. Посадки крупных подшипников из-за больших сил назначают плотнее, чем у средних и мелких.

Рис.4.12. Расположения полей допусков колец
подшипника, диаметра вала и корпусного отверстия
Выбор полей допусков диаметра вала и отверстия корпуса для случая применения
подшипников класса точности «0» можно проводить на основе рекомендаций,
приведенных в таблицах 4.3 и 4.4. Лёгкий режим работы соответствует расчётной
долговечности более 10000 часов; нормальный − 5000÷10000 часов; тяжёлый – 2500÷5000 часов.
Таблица 4.3.
Поля допусков отверстий корпусов
|
Вид нагружения наружного кольца |
Режим работы подшипника |
Поле допуска отверстия |
|
|
Местное |
Наружное кольцо не перемещается в осевом направлении |
Лёгкий или нормальный 0,07 C < P ≤ 0,15 C |
P7 |
|
Наружное кольцо может перемещаться в осевом направлении |
Нормальный или лёгкий 0,07 С < P ≤ 0,15 С |
H7, H8 |
|
|
Тяжёлый или нормальный P > 0,15 C |
JS7 |
||
|
Циркуляционное |
Наружное кольцо не перемещается в осевом направлении |
Нормальный, нагрузка переменная P ≤ 0,15 C |
M7 |
|
Нормальный или тяжёлый 0,07 C < P ≤ 0,15 C |
N7 |
||
|
Колебательное |
Наружное кольцо не перемещается в осевом направлении |
Нормальный или тяжёлый 0,07 C < P ≤ 0,15 C |
K7 |
|
Наружное кольцо легко перемещается в осевом направлении |
Лёгкий, нагрузка переменного направления, высокая точность хода P ≤ 0,07 C |
H7 |
|
Таблица 4.4. Поля допусков диаметров валов
|
Вид нагружения внутреннего кольца |
Режим работы подшипника |
Поле допуска вала |
|
Местное |
Лёгкий и нормальный, требуется перемещение внутреннего кольца на валу P ≤ 0,07 C |
g6 |
|
Тяжёлый и нормальный, не требуется перемещение кольца на валу 0,07 C < P ≤ 0,15С |
h6 |
|
|
Циркуляционное |
Лёгкий и нормальный 0,07 С < P ≤ 0,15 C |
k6 |
|
Циркуляционное или колебательное |
Нормальный или тяжёлый (подшипники роликовые) 0,07 С < P ≤ 0,15 C |
m6 |
|
Тяжёлый с ударными нагрузками P > 0,15 C |
n6 |
4.5. Зазоры в
подшипниках
Одним
из важных условий нормальной работы подшипников является выдерживание в них
оптимальных зазоров.
Увеличенные
против оптимальных зазоры понижают точность вращения, увеличивают неравномерность распределения сил
между телами качения, усиливают вибрации. Уменьшение зазоров ухудшает
способность воспринимать осевую нагрузку, приводит к повышению температуры. В общем случае величина
оптимального зазора зависит от условий работы подшипников.
Различают
начальный геометрический зазор в подшипнике, обеспечиваемый заводом-изготовителем.
Посадочный зазор в подшипнике смонтированном в узле
машины. Этот зазор меньше начального на
величину
(0,55…0,75)δB+(0,5…0,6)δK,
где δВ
и δК – натяги посадки подшипника на вал и в корпус.
Уменьшение
при этом геометрического зазора связано с контактными деформациями в местах посадки, с радиальными деформациями
колец, вала и корпуса.
Рабочий зазор (зазор в
подшипнике, работающем под нагрузкой) равняется посадочному зазору минус
температурное изменение зазора плюс контактные деформации тел качения и колец
от радиальной нагрузки. Температурные изменения зазора связаны еще и тем, что
внутреннее кольцо нагревается на 5…10 ºС больше
наружного из-за худших условий теплоотдачи.
4.6.
Монтаж и демонтаж подшипников
Это чрезвычайно деликатные технологические операции. Нередко наблюдаются случаи, когда повреждения подшипников вызваны небрежным, безграмотным монтажом и демонтажом.
Подшипники со значительным натягом на валу следует монтировать нагретыми в масле или охлаждать вал сухим льдом. В остальных случаях подшипники можно напрессовывать на вал с помощью пресса.
Монтаж подшипника (рис. 4.13, а) ударами молотка через оправку из мягкого металла допустим только при малых натягах для мелких и средних подшипников. Демонтаж (рис. 4.13, б) допускается только с помощью специальных съёмников.
Общий принцип: усилие прикладывается только к тому кольцу, которое установлено с натягом и не должно передаваться на тела качения.
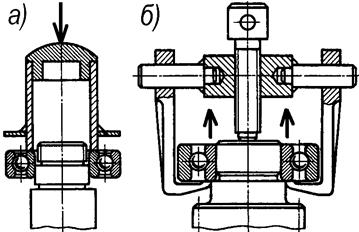
Рис. 4.13. Монтаж и демонтаж подшипников
4.7.
Осевое регулирование радиально-упорных подшипников
При использовании радиально-упорных подшипников применяют осевое регулирование с учетом размеров деталей, режима работы, температуры и требований к жесткости опор. Излишний осевой зазор, как и излишний натяг, ухудшают условия работы и снижают долговечность подшипника. Таким образом, при регулировке узлов с радиально-упорными подшипниками рекомендуют подбирать такие минимальные значения осевых зазоров, при которых в подшипнике при рабочих нагрузке и температуре зазор будет равен нулю.
В зависимости от конструкции узла регулировку осевых зазоров осуществляют смещением наружного или внутреннего колец подшипника. Регулировка смещением наружного кольца наиболее распространена и может быть выполнена несколькими способами (рис. 4.14).
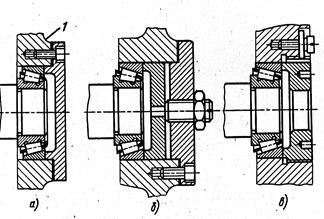
Рис.4.14.
Осевое регулирование наружных колец
1. Регулировка с помощью набора прокладок 1, устанавливаемых между корпусом и крышкой (рис. 4.14, а). Регулировочные прокладки 1 изготовляют путем штамповки из стали или латуни. Суммарный набор прокладок принимают таким, чтобы в процессе регулировки не требовалось дополнительно обрабатывать детали. Применяют набор прокладок общей толщиной 1..2 мм. В комплект входят прокладки толщиной 0,15; 0,2; 0,3 и 0,5 мм. При таких толщинах возможно выполнить регулировку с точностью до 0,05 мм. Правильность регулировки проверяют по свободе вращения вала и величине осевого зазора, измеряемого индикатором.
2. Регулировка с помощью резьбовых деталей (рис. 4.14, б, в). Этот способ проще, так как отпадает необходимость снимать крышку для смены прокладок, однако конструкция узла при этом усложняется. В процессе регулировки установочный винт (рис. 4.14, б) или гайку (рис. 4.14, в) затягивают до появления заметного сопротивления вращению вала, затем винт или гайку отворачивают на некоторый угол для получения рекомендуемого зазора.
3. Регулировку комплекта однорядных конических подшипников с помощью дистанционных колец 1 и 2 (рис. 4.15) выполняют заранее путем подбора высот дистанционных колец, устанавливаемых между торцами наружных (или наружных и внутренних) колец подшипника. Отрегулированный комплект вставляют вместе с валом в корпус и затягивают между заплечиком стакана (или корпуса) и крышкой без дополнительных регулировок.

Рис.4.15. Осевая регулировка комплекта однорядных
конических подшипников
4.8.
Жёсткость подшипников и их предварительный натяг
Деформации подшипников качения примерно равны деформациям валов. Поддержание высокой жёсткости подшипниковых узлов обеспечивает точность вращения системы. Максимальную жёсткость имеют точные роликоподшипники.
Жёсткость увеличивается предварительным натягом (рис. 4.16), суть которого в выборке зазоров и начальном сжатии тел качения. Это достигается взаимным осевым смещением колец посредством:
- затяжки резьбы (а);
- пружинами (б);
- установкой втулок (в);
- шлифовкой торцов колец (г).
Излишний преднатяг приводит к усилению износа сепаратора из-за набегания на него части тел качения и отставания другой
части в связи с разными их диаметрами.

Рис. 4.16. Способы предварительного натяга
подшипников
5. Определение нагрузок, действующих на подшипники валов редуктора
Как уже указывалось в предисловии, подбор подшипников
для опорных узлов валов редуктора начинают производить только после определения
модуля и направления опорных реакций и разработки конфигурации редукторных
валов.
В свою очередь, разработка конфигурации валов может
производиться либо по результатам их проектировочного расчета на изгиб, либо
без него, конструктивно (исходя из удобства изготовления и сборки вала). В
связи с этим, возможны два варианта начала определения нагрузок, действующих на
подшипники.
Вариант I. В определении опорных реакций вала нет необходимости.
Этот вариант начала определения нагрузок, действующих на подшипники, применяют в том случае, когда конфигурацию валов разрабатывают по результатам их проектировочного расчета, при котором и определяют опорные реакции. К таким валам относятся промежуточные валы многоступенчатых редукторов и валы, на консолях которых располагаются нестандартизированные детали передач (шкивы, звездочки и т.п.).
Вариант II. Необходимо определить опорные реакции вала.
Такой вариант начала расчета нагрузок на подшипники применяют для валов, конфигурацию которых разрабатывают конструктивно. К ним относятся редукторные валы, на консолях которых устанавливают стандартизованные изделия, например, соединительные муфты.
Рекомендуется следующая последовательность определения
опорных реакций валов редукторов:
- разработать, в соответствии с силовой схемой валов проектируемого редуктора (рис. 5.1) и рекомендациями раздела 4 по назначению "плавающей" опоры, расчетную схему рассматриваемого вала (рис. 5.2, а);
- определить из уравнений статического равновесия вала, например:
![]()
где k, n – количество учитываемых внешних нагрузок, действующих на вал, соответственно, в горизонтальной и вертикальной плоскостях;
mia , mib – моменты i-й из k учитываемых внешних сил, действующих на вал в горизонтальной плоскости, относительно его опор A и B (рис. 5.2, б);
mja , mjb – моменты j-й из n учитываемых внешних сил, действующих на вал в вертикальной плоскости, относительно его опор A и B (рис.5.2, б), составляющие X и Y (рис. 5.2, б) его радиальных опорных реакций, возникающих от внешних номинальных нагрузок, но без учета влияния усилия Frм , передающегося на вал от соединительной муфты;
- проверить найденные значения составляющих X и Y по независимым (от предыдущих) условиям статического равновесия вала, например:
![]()
где Xi – проекция на ось Х i-й из k учитываемых внешних сил, действующих на вал в горизонтальной плоскости при его номинальном нагружении;
Yj – проекция на ось Y j-й из n учитываемых внешних сил, действующих на вал в вертикальной плоскости при его номинальном нагружении;
-
определить из уравнений статического равновесия вала (например, ![]() )его
радиальные опорные реакции Rм (рис. 5.2, в), вызываемые только усилием от
муфты Frм,
возникающим при номинальном нагружении вала;
)его
радиальные опорные реакции Rм (рис. 5.2, в), вызываемые только усилием от
муфты Frм,
возникающим при номинальном нагружении вала;
- определить (для каждой из опор вала) величину суммарной радиальной номинальной реакции R, H, (рис. 5.2, г) по следующей зависимости:
![]()
где Rм – радиальная номинальная реакция рассматриваемой опоры вала, возникающая только от усилия муфты, H;
X, Y – составляющие (по соответствующим осям координат) радиальной реакции рассматриваемой опоры вала, возникающей от воздействия всех остальных номинальных внешних нагрузок, приложенных к валу, H;
-
определить (из условия равновесия вала ![]() )
величину Z продольной номинальной реакции фиксированной
опоры вала (Za опоры А
на рис. 5.2, б).
)
величину Z продольной номинальной реакции фиксированной
опоры вала (Za опоры А
на рис. 5.2, б).
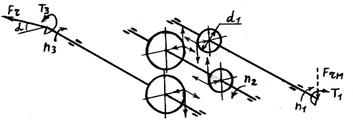
Рис. 5.1. Пример силовой схемы
валов редуктора
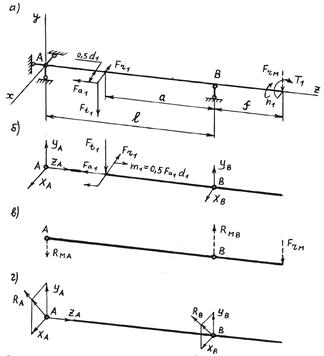
Рис. 5.2. Расчетные схемы вала для
определения его опорных реакций
При определении опорных реакций валов необходимо учитывать еще одно условие. Для реверсируемых валов или нереверсируемых, но направление вращения которых неизвестно, опорные реакции определяют при номинальном нагружении валов как при прямом, так и обратном направлении их вращения, независимо от того, есть или нет при реверсе вала его номинальное нагружение.
После
нахождения (по I или II варианту) опорных реакций вала приступают к определению
нагрузок, действующих на его подшипники. В начале определяют радиальные
нагрузки Fr , а затем – осевые Fa и эквивалентные приведенные PЕ.
5.1.
Определение радиальных нагрузок на подшипники
Значение радиальной нагрузки на подшипник Fr зависит от количества подшипников, установленных в рассматриваемой опоре вала (рис. 5.3).
При
установке в опоре одинарного
подшипника (рис. 5.3, а; б) его номинальная радиальная нагрузка Fr , кН, будет составлять Fr=R,
где R – суммарная радиальная реакция рассматриваемой опоры вала, возникающая при его номинальном нагружении, кН.
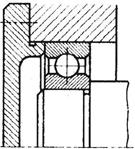
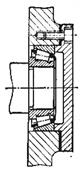
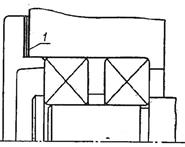
Рис. 5.3. Разновидности установки
подшипников в опоре вала
При установке в опоре вала двух одинарных подшипников (рис. 5.3, в) номинальная радиальная нагрузка на подшипник, расположенный со стороны пролета вала (правый на рис. 5.3, в), составит Fr = 2R/3, а на соседний Fr = R/3 (где R – суммарная радиальная реакция рассматриваемой опоры вала, возникающая при его номинальном нагружении, кН).
5.2.
Определение осевых нагрузок на подшипники
Значение рабочей осевой нагрузки Fa, действующей на подшипник, зависит от способа его установки в опоре вала.
Плавающий подшипник (правый на схемах 1.1 и1.2 рис. 4.1) не воспринимает осевых нагрузок. В связи с этим, для плавающих подшипников принимают Fа = 0 .
Величина рабочей осевой нагрузки Fа, воспринимаемой
подшипниками фиксированного
вала, зависит от вида подшипников и конструктивной схемы их установки в
подшипниковых гнездах корпуса редуктора.
Если радиальный подшипник (исп. 0000 или 92000) установлен в опоре вала с двухсторонним его фиксированием в отверстии подшипникового гнезда корпуса редуктора (левый на схеме 1.1 рис. 4.1), то номинальная осевая нагрузка Fa , кН, на этот подшипник составит Fа = Z (где Z – продольная номинальная реакция фиксированной опоры вала, кН). Для подшипника, установленного в противоположной опоре вала, осевая нагрузка Fа = 0.
Если радиальные подшипники (исп. 0000 или 12000) опор вала в отверстиях подшипниковых гнезд корпуса редуктора установлены с односторонней фиксацией по схеме «враспор» (схема 2.1 рис. 4.1), то внешней осевой нагрузкой будет нагружен тот из подшипников вала, в сторону которого (левый на рис. 5.4) направлена равнодействующая S всех внешних сил, действующих на вал. Номинальная осевая нагрузка на этот подшипник составит Fa = S (где S – равнодействующая всех внешних сил, действующих на вал при его номинальном нагружении). Противоположный подшипник в этом случае от осевой нагрузки свободен и для него принимают Fa = 0.
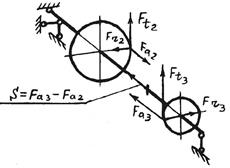
Рис. 5.4. Схема к определению осевых
нагрузок на радиальные подшипники,
установленные по конструктивной схеме
“враспор”
Однако необходимо иметь в виду, что в том случае, когда в опорах вала, зафиксированного по схеме "враспор", планируется установка радиальных роликовых подшипников исполнения 12000, воспринимающих осевую нагрузку торцами роликов в условиях трения скольжения, нужно проверить возможность их применения при найденном значении осевого усилия Fa.
Такая проверка проводится по следующему
условию: Fa<[Fa],
где Fa – номинальное значение осевой нагрузки, действующей на подшипник, кН;
[Fa] – допускаемое значение осевой нагрузки на подшипники исполнения 12000, кН.
В соответствии с данными, допускаемое значение [Fa], кН, осевой нагрузки на подшипники исполнения 12000 составляет:
- для подшипников узких и нормальных серий 100, 200, 300, 400
![]()
- для подшипников широких серий 500 и 600
![]()
где Ка – коэффициент учитывающий характер нагрузки на подшипник, температуру эксплуатации и вид смазочного материала (табл. 5.1);
Со – статическая грузоподъемность подшипника, принимаемая по каталогу, кН;
n – частота вращения кольца подшипника при номинальном нагружении вала, мин-1;
Кв – коэффициент, учитывающий серию подшипника (табл. 5.2);
D, d – соответственно, наружный и внутренний посадочные диаметры подшипника, мм.
Таблица 5.1. Значения коэффициента Ка
|
Нагрузка |
Температура |
Смазочный материал |
Ка |
|
Переменная |
Умеренная |
Пластичный |
0,2 |
|
Кратковременная |
Низкая |
Жидкий |
1,0 |
|
Случайная |
Низкая |
Пластичный |
2,0 |
Таблица 5.2. Значения коэффициента Кв
|
Серия подшипников исполнения 12000 |
Кв |
|
100, 200 и 500 |
8,5∙10-5 |
|
300, 600 |
7,0∙10-5 |
|
400 |
6,0∙10-5 |
При определении рабочих осевых нагрузок на радиально-упорные подшипники, установленные с односторонней фиксацией "враспор" (рис. 4.1, схема 2.1) или "врастяжку" (рис. 4.1, схема 2.2), необходимо учитывать осевые составляющие Sr опорных реакций Fn , возникающих при нагружении таких подшипников радиальными нагрузками Fr (рис. 5.5).
Появление осевых составляющих Sr у опорных реакций Fn радиально-упорных подшипников обусловлено тем, что в этих подшипниках (в отличии от радиальных) рабочая поверхность контакта наклонена (рис. 5.5) к оси кольца подшипника под некоторым углом a , называемым углом контакта.
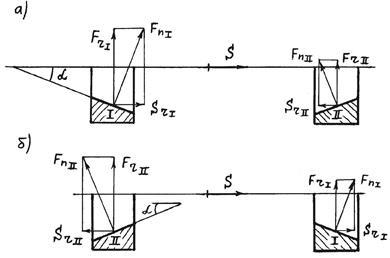
Рис. 5.5. Расчетные схемы опор вала к определению
осевых нагрузок, действующих на радиально-упорные подшипники
при их односторонней фиксации в посадочных
отверстиях подшипниковых гнезд корпуса редуктора
Осевые составляющие Sr , кН, опорных реакций Fn радиально-упорных подшипников при любом режиме нагружения вала (в том числе и номинальном) определяют по следующим зависимостям:
Sr=eFr – для шариковых (исп. 6000; 36000 и др.);
Sr=0,83eFr – для роликовых подшипников (исп. 7000 и др.),
где e – вспомогательный коэффициент осевой нагрузки на подшипник, назначаемый по табл. 8 (для шариковых) или табл.10 (для роликовых) ГОСТ 18855-82 (табл. 5.3 данного раздела) в зависимости от типа подшипника и величины угла контакта α;
Fr – радиальная нагрузка на подшипник, кН;
0,83 – коэффициент, учитывающий отличие (от шариковых) закона распределения нагрузки между телами качения в роликовых радиально-упорных подшипниках.
Таблица 5.3. Значения коэффициентов радиальной Х и осевой е и Y нагрузок
|
Тип подшипника |
Угол α,° |
e |
|
|
||
|
X |
Y |
X |
Y |
|||
|
Шариковый радиальный |
0 |
0,518(Fa/C0)0,24≥0,19 |
1 |
0 |
0,56 |
|
|
Шариковый радиально-упорный |
12 |
0,631(Fa/C0)0,175≥0,3 |
1 |
0 |
0,45 |
|
|
18-20 |
0,57 |
1 |
0 |
0,43 |
1 |
|
|
24-26 |
0,68 |
1 |
0 |
0,41 |
0,87 |
|
|
28-36 |
0,95 |
1 |
0 |
0,37 |
0,66 |
|
|
Роликовый радиально-упорный |
- |
1,5tgα |
1 |
0 |
0,40 |
0,4ctgα |
Рекомендуется (при уже известных модуле и направлении номинальных радиальных нагрузок Fr) следующий порядок определения осевых нагрузок Fa, действующих на радиально-упорные подшипники вала при его номинальном нагружении:
- определить модуль и направление равнодействующей S всех внешних осевых нагрузок, действующих на вал при его номинальном нагружении (рис. 5.4);
- определить для каждого подшипника вала модуль и направление осевой составляющей Sr его его опорной реакции Fn , возникающей от радиальной нагрузки Fr при номинальном нагружении (рис. 5.5);
- произвести индексацию подшипников, присваивая индекс I тому из подшипников вала, у которого осевая составляющая Sr по направлению совпадает с направлением действия равнодействующей S (рис. 5.5);
- определить суммарную осевую силу
SΣ = SrI - SrII + S;
- определить номинальные значения рабочих осевых нагрузок Fa , кН, действующих на подшипники I и II
при S𝚺 < 0 они составят: FaI = SrII – S; FaII = SrII ,
при S𝚺 = 0 FaI = SrI ; FaII = SrII ,
при S𝚺 > 0 FaI
= SrI ; FaII = SrI
+ S .
Для подшипников реверсируемых валов или нереверсируемых, но направление вращения которых неизвестно, рабочие осевые нагрузки на подшипники Fa (подобно радиальным Fr ) определяют при номинальном нагружении вала как при прямом, так и обратном направлении его вращения, независимо от того, действует или нет при реверсе вала номинальная внешняя нагрузка.
5.3. Определение
эквивалентной приведенной нагрузки
Приведенную радиальную нагрузку на радиальные и радиально-упорные подшипники Pr , кН, в соответствии с ГОСТ 18854-82, при любом режиме их нагружения (в том числе и номинальном) определяют по следующей формуле:
![]()
где V – кинематический коэффициент (при вращении внутреннего кольца подшипника V=1, наружного – принимают V=1,2, за исключением шариковых сферических и упорных подшипников, для которых в любом случае V=1);
X,Y – коэффициенты, учитывающие разное повреждающее воздействие на подшипник, соответственно, радиальной и осевой нагрузок (табл. 5.3);
Fr , Fa – рабочие радиальная и осевая нагрузки на подшипник, кН;
Кб - коэффициент безопасности, назначаемый в зависимости от условий нагружения подшипникового узла (табл. 5.4);
Кт – температурный коэффициент, вводимый в расчет только при использовании подшипников из обычных для них материалов (не из теплостойких сталей) при рабочей температуре подшипникового узла Θ≥105°C; в этом случае Кт=(108+0,4Θ)/150 .
Для упорных и упорно-радиальных подшипников определяют приведенную осевую нагрузку
![]()
Таблица 5.4.
Значение коэффициента безопасности Кб
|
Вид нагружения |
Kб |
Области применения |
|
Спокойная нагрузка без толчков |
1,0 |
Кинематические и ручные приводы. Ролики ленточных конвейеров. Приводы управления. Передачи трением |
|
Легкие толчки; кратковременные перегрузки до 125% номинальной нагрузки |
1,0…1,2 |
Точные зубчатые передачи. Станки с вращательным главным движением. Электродвигатели малой и средней мощности |
|
Умеренные толчки; вибрационная нагрузка; кратковременные перегрузки до 150% |
1,3…1,5 |
Зубчатые передачи. Редукторы. Коробки передач автомобилей и тракторов. Буксы рельсового подвижного состава. Механизмы кранов |
|
То же, в условиях повышенной надежности |
1,5…1,8 |
Центрифуги и сепараторы. Буксы и тяговые двигатели электровозов. Механизмы и ходовые колеса кранов и дорожных машин. Строительные и долбежные станки. Мощные электрические машины |
|
Нагрузки со значительными толчками и вибрациями, перегрузки до 200% |
1,8…2,5 |
Дробилки и копры. Кривошипно-шатунные механизмы. Валки и адьюстаж прокатных станов |
|
Нагрузки с сильными ударами, перегрузки до 300% |
2,5…3 |
Тяжелые ковочные машины. Лесопилочные рамы. Валки и роликовые конвейеры крупносортных станов, блюмингов и слябингов |
Для реверсируемых валов или нереверсируемых, но направление вращения которых неизвестно, приведенную радиальную нагрузку Рr ном (или осевую Ра ном), действующую на каждый из подшипников рассматриваемого вала редуктора, определяют при номинальном нагружении как прямого, так и обратного направления, независимо от того, действует или нет при реверсе вала номинальная внешняя нагрузка.
Эквивалентную (по усталостному повреждающему воздействию) приведенную нагрузку на подшипник РЕ, кН, (радиальную РrE – для радиальных и радиально-упорных подшипников или осевую РаЕ
– для упорных и упорно-радиальных) определяют по следующей формуле:
PE=Pном∙Zh,
где Рном – номинальная приведенная (радиальная Pr ном или осевая Ра ном) нагрузка на рассматриваемый подшипник вала, кН;
Zh – коэффициент долговечности, учитывающий переменность во времени нагрузки, действующей на подшипник, и ограниченность (необходимым сроком службы tp) ресурса подшипника Lh .
Назначение необходимого срока службы подшипника tp рассмотрено в разделе 6 данной работы.
В случае ступенчатого внешнего нагружения (рис. 1) для подшипников нереверсируемых валов коэффициент долговечности Zh определяют по следующей зависимости:

где К – число блоков (режимов) нагружения подшипника (рис. 1);
Тi , ti – параметры (вращающий момент и суммарное время его действия за весь расчетный срок службы подшипника tр) i-го блока нагружения;
ni , n – частота вращения кольца подшипника при i-м блоке нагружения и номинальной нагрузке.
Для подшипников реверсируемых валов коэффициент долговечности составляет

где К, m – число блоков
(режимов) нагружения подшипника, соответственно, при
прямом и обратном вращении вала;
Ti , ti – параметры i-го блока нагружения при прямом вращении вала;
Tj , tj – параметры j-го блока нагружения при обратном вращении вала;
Трев – наибольший из длительно действующих вращающих моментов режима нагружения вала при его реверсе;
Тном – номинальный вращающий момент внешнего нагружения вала;
ni , nj – частота вращения кольца подшипника под i-м блоком нагружения при прямом вращении вала и под j-м – при его реверсе;
nном – частота вращения кольца подшипника под номинальной нагрузкой.
При отсутствии графика изменения во времени внешней нагрузки, в запас надежности расчетов, принимают Zh=1.
Если
в проектируемом приводе (рис.1) применяется асинхронный электродвигатель, практически не меняющий под нагрузкой
частоты вращения своего ротора, то в этом случае, с достаточной для
практических расчетов точностью, можно принимать ![]() .
.
При плавном режиме внешнего нагружения коэффициент долговечности Zh принимают равным начальному моменту соответствующего порядка μн закона распределения внешней нагрузки. Порядок Н начального момента mн назначают равным показателю степени p уравнения контактной выносливости подшипников. Для шарико- и роликовых подшипников принимают pр ≈pш = 3 .
На основе статистической обработки реальных эксплуатационных режимов нагружения множества машин в качестве расчетных приняты шесть типовых режимов, имеющих законы распределения (рис. 5.6), хорошо известные в математике.
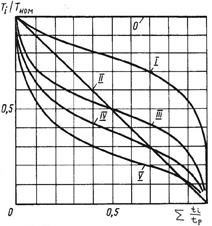
Рис. 5.6. Типовые режимы нагружения 0 – постоянный; I – тяжелый; II – средний равновероятный;
III – средний нормальный; IV – легкий; V – особо легкий
Тяжелый
режим нагружения имеет β-распределение
с параметрами ![]() ,
а=6,8, b=2,0; средний равновероятный,
,
а=6,8, b=2,0; средний равновероятный, ![]() ;
средний нормальный,
;
средний нормальный, ![]() ,
s=0,19; легкий – b-распределение,
,
s=0,19; легкий – b-распределение, ![]() ,
а=2,2, b=3,2 ; особо легкий – β-распределение,
,
а=2,2, b=3,2 ; особо легкий – β-распределение,
![]() ,
а=1,8, b=4,0.
,
а=1,8, b=4,0.
Здесь
![]() – средневзвешенное значение вращающего
момента; Тном – его номинальное значение.
– средневзвешенное значение вращающего
момента; Тном – его номинальное значение.
Значения начального момента μн=3 этих законов распределения нагрузок расчетных режимов нагружения вычислены по зависимостям, известным из теории вероятностей, и приведены в табл. 5.5.
Таблица 5.5. Начальные моменты μн=3 законов распределения
нагрузок типовых режимов нагружения
|
Типовой режим нагружения |
|||||
|
0 |
I |
II |
III |
IV |
V |
|
значение μн=3 |
|||||
|
1,0 |
0,50 |
0,25 |
0,18 |
0,125 |
0,063 |
Постоянный режим нагружения
характерен для подшипников редукторов приводов насосных станций, промышленных
вентиляторов, устройств управления; тяжелый – горных машин; средний
равновероятный – транспортных машин; средний нормальный – редукторов общего
назначения; легкий и особо легкий – универсальных и широкоуниверсальных станков
с большим диапазоном регулирования скоростей.
Эквивалентную приведенную нагрузку PE (радиальную PrE или осевую PаE) определяют для каждого подшипника рассматриваемого вала, а при наличии его реверсирования не только при прямом, но и обратном направлении вращения. В дальнейших расчетах используют максимальное (из всех найденных) значение PEmax этой нагрузки.
6. Определение прогнозируемого ресурса подшипников
Прогнозируемый ресурс Lh, ч, (до появления усталостного контактного выкрашивания поверхности хотя бы одного из колец или тел качения) выбираемого подшипника должен удовлетворять следующему очевидному условию:
Lh≥tp,
где tp – необходимый (желаемый) срок службы подшипника, ч.
Для уменьшения номенклатуры применяемых подшипников и снижения трудоемкости получения посадочных отверстий подшипниковых гнезд корпуса редуктора, в опорах вала целесообразно использовать одинаковые подшипники. В связи с этим, прогнозируемый ресурс Lh определяют для наиболее нагруженного подшипника рассматриваемого вала редуктора.
В соответствии с ГОСТ 18855-82, при частоте вращения подвижного кольца подшипника n≥10 мин-1 прогнозируемый ресурс Lh, ч, наиболее нагруженного подшипника рассматриваемого вала определяют по следующей зависимости:
![]()
где а1 – коэффициент, учитывающий необходимую вероятность безотказной работы подшипника, назначают в соответствии с ГОСТ 18855-82 (табл. 6.1 данного подраздела); в общем редукторостроении принимают вероятность безотказной работы подшипников равной 90% и тогда а1=1,0;
а2;3 – объединенный коэффициент, учитывающий условия эксплуатации подшипника и качество его материала, назначают по справочным данным (табл. 6.2);
Скат – динамическая грузоподъемность принятого подшипника, выбираемая по соответствующей таблице каталога подшипников, кН (прил. 1);
Ккач – коэффициент, учитывающий качество (точность) изготовления подшипника, выбирают по справочным данным (табл. 6.3) в зависимости от класса точности рассматриваемого подшипника;
p – показатель степени контактной выносливости подшипника (для шарикоподшипников всех типов р=3; для роликовых р=10/3);
РEmax – эквивалентная приведенная нагрузка на наиболее нагруженный подшипник рассматриваемого вала редуктора при его номинальном нагружении (подраздел 5 данной работы);
n – частота вращения подвижного кольца рассматриваемого подшипника при его номинальном нагружении, мин-1.
При частоте вращения подвижного кольца подшипника 1<n<10 мин-1 расчет прогнозируемого ресурса Lh таких подшипников ведут при n=10 мин-1.
Таблица 6.1. Значения коэффициента а1, учитывающего необходимую вероятность безотказной работы подшипника (ГОСТ 18855-82)
|
Вероятность безотказной работы, % |
80 |
85 |
90 |
95 |
96 |
97 |
98 |
99 |
|
Значения а1 |
2,0 |
1,5 |
1,0 |
0,62 |
0,53 |
0,44 |
0,33 |
0,21 |
Таблица 6.2. Значения объединенного
коэффициента а2;3, учитывающего
условия эксплуатации подшипника и качество его металла
|
Тип подшипников |
Значения коэффициента а2;3 при расчетных условиях |
||
|
1 |
2 |
3 |
|
|
Шарикоподшипники всех типов (кроме сферических) |
0,7…0,8 |
1,0 |
1,2…1,4 |
|
Роликоподшипники цилиндрические и шарикоподшипники сферические |
0,5…0,6 |
0,8 |
1,0…1,2 |
|
Роликоподшипники конические |
0,6…0,7 |
0,9 |
1,1…1,3 |
|
Роликоподшипники сферические |
0,3…0,4 |
0,6 |
0,8…1,0 |
В этой
таблице для расчетных условий приняты следующие условные обозначения:
1 - обычные условия (смазывание подшипников масляным туманом или пластичным смазочным материалом; нормальная точность монтажа; кольца и тела качения подшипников изготовлены из подшипниковых сталей, полученных обычным способом);
2 - повышенная точность монтажа и наличие масляной пленки в контакте колец и тел качения, при использовании подшипниковых сталей, полученных обычным способом;
3 - то же, но при использовании для колец и тел качения электрошлаковой или вакуумной сталей.
Таблица 6.3. Значения
коэффициента качества Ккач
|
Класс точности подшипника |
0 |
6 |
5 |
|
Значения Ккач |
1,0 |
1,05 |
1,1 |
Необходимый (желаемый) срок службы подшипников tp, ч, неремонтируемых изделий (для которых не предусмотрены плановые ремонты) назначают равным сроку службы этого изделия (редуктора) в целом, величину которого регламентирует техническое задание на проектирование (рис. 1). Для подшипников ремонтируемых изделий срок службы tp принимают равным межремонтному сроку службы таких изделий, регламентируемому техническим заданием на их проектирование.
Если в наиболее нагруженной опоре рассматриваемого вала редуктора назначенный подшипник имеет прогнозируемый ресурс Lh<tp, то в этом случае принимают подшипники более тяжелой (по сравнению с первоначально выбранной) серии и проверяют уже их прогнозируемый ресурс в этой опоре вала.
Однако необходимо иметь в виду, что габариты подшипников более грузоподъемной серии могут быть "невписывающимися" в выделенное для размещения подшипников пространство корпуса редуктора. В этом случае либо назначают более грузоподъемный тип подшипников (например, вместо шариковых принимают роликовые подшипники), либо увеличивают принятое значение dn диаметра цапф вала, назначают подшипники более легкой серии (вписывающиеся в заданные габариты) и проверяют прогнозируемый ресурс Lh вновь назначенного типоразмера подшипников в наиболее нагруженной опоре рассматриваемого вала редуктора. Итерационный процесс подбора подшипников заканчивают при выполнении условия
Lh≥tp.
Если в наиболее нагруженной опоре рассматриваемого вала редуктора назначенный типоразмер подшипников будет иметь прогнозируемый ресурс Lh>>tp (в 3 и более раз), то этом случае проверяют возможность применения подшипников более легкой (по сравнению с первоначально выбранной) серии.
7. Проверка подшипников на отсутствие бринеллирования
Подшипники, подобранные по необходимой величине прогнозируемого ресурса Lh, подвергают проверке на отсутствие их бринеллирования (остаточных деформаций колец и тел качения) при действии пиковых нагрузок. Условием отсутствия бринеллирования подшипников при действии пиковых нагрузок служит выполнение следующего неравенства:
![]()
где P0max – приведенная нагрузка на наиболее нагруженный подшипник вала, возникающая при его пиковом нагружении, кН;
Сокат – статическая грузоподъемность выбранного подшипника, назначаемая по соответствующей таблице каталога подшипников, кН (приложение 1).
Приведенная нагрузка P0max, кН, возникающая при пиковом нагружении, для радиальных и радиально-упорных подшипников определяется как максимальная из двух своих значений Ро, найденных по следующим зависимостям:
![]()
![]()
где Кпик = Тпик/Тном – кратность пикового вращающего момента Тпик номинальному вращающему моменту Тном;
Кточ = 1,5…2,0 – коэффициент, вводимый в расчет только при повышенных требованиях к точности и плавности вращения вала (в общем редукторостроении принимают Кточ = 1,0);
Xo , Yo – коэффициенты, учитывающие различное повреждающее воздействие на подшипник, соответственно, радиальной и осевой нагрузок (табл. 7.1);
Fr , Fa – номинальное значение радиальной и осевой нагрузок, действующих на наиболее нагруженный подшипник вала, кН (подраздел 5);
KбS – коэффициент динамичности приложения нагрузки к подшипнику, возникающей при пуске редуктора, назначаемый в зависимости от типа двигателя, от которого получает вращение входной вал редуктора, в следующих пределах:
- для турбин, электродвигателей постоянного или переменного тока с фазным ротором при использовании пусковой аппаратуры, двигателей внутреннего сгорания с гидропередачей KбS=1,2…1,5;
- для асинхронных электродвигателей, включаемых в электросеть без пусковой аппаратуры, и 4-тактных двигателей внутреннего сгорания – 1,5…2,0;
- для 2-тактных двигателей внутреннего сгорания без гидропередачи – 2,0…2,5.
Выбранное из указанных диапазонов конкретное значение KбS должно удовлетворять еще и следующему условию:
KбS>Kб,
где Kб – коэффициент динамичности (безопасности) при установившемся движении валов редуктора (табл. 5.4).
Таблица 7.1.
Коэффициенты радиальной Хо и осевой Y0 статических нагрузок
|
Тип подшипников |
Х0 |
Y0 |
|
шариковые радиальные |
0,6 |
0,5 |
|
шариковые радиально-упорные с углом контакта α, град 12 26 36 |
0,6 0,5 0,5 |
0,50 0,37 0,28 |
|
роликовые радиально-упорные |
0,5 |
0,22ctg a |
Под
пиковым вращающим моментом Тпик обычно понимают максимальный вращающий
момент ![]() , возникающий
при пуске редуктора под номинальной нагрузкой. Это обусловлено тем, что от
остальных видов перегрузок редукторы надежно защищают специальными
предохранительными устройствами (например, муфтами предельного момента).
, возникающий
при пуске редуктора под номинальной нагрузкой. Это обусловлено тем, что от
остальных видов перегрузок редукторы надежно защищают специальными
предохранительными устройствами (например, муфтами предельного момента).
Необходимо
отметить также, что для электродвигателей кратность максимального пускового
момента ![]() является их паспортной характеристикой,
указываемой в каталоге.
является их паспортной характеристикой,
указываемой в каталоге.
Если условие Роmax £Coкат не выполняется, то в этом случае назначают подшипники с необходимым (для его выполнения) значением статической грузоподъемности Coкат.
8. Выбор смазки подшипников
Смазка подшипников качения необходима для:
- снижения сил трения, возникающих между их телами качения, кольцами и сепаратором;
- усиления местного теплоотвода от рабочих поверхностей и общего теплоотвода от подшипника в целом;
- снижения динамичности приложения нагрузки к деталям подшипника и уровня его шума;
- предотвращения коррозии элементов подшипника.
Для смазывания подшипников качения применяют жидкие масла, пластичные и
твердые (при рабочих температурах свыше 200°C) смазочные материалы.
Наиболее благоприятные условия для работы подшипников обеспечивают жидкие масла. Их применяют при больших частотах вращения подшипника в условиях высоких и низких температур. В качестве жидкой смазки применяют минеральные масла.
Они обладают следующими преимуществами:
- возможность централизованного смазывания с автоматизацией процесса подачи смазочного материала;
- имеют высокую стабильность адгезионной способности;
- лучше проникают к поверхностям трения и поэтому обеспечивают более надежное смазывание, чем пластичные смазочные материалы;
- оказывают меньшее сопротивление вращению;
- в большей степени повышают амортизирующую способность подшипника;
- обеспечивают больший теплоотвод;
- лучше очищают подшипники от продуктов износа;
- не требуют при своей замене (в процессе эксплуатации) разборки подшипникового узла.
Применение жидкого смазочного материала допускает полную
его смену без разборки узла, хорошо отводит тепло. Периодичность замены масла
— 3-6 месяцев, пополнение — 1-2 раза в
месяц.
К недостаткам масел относят их меньшую экономичность и необходимость применения более сложных уплотнений подшипниковых узлов.
Вязкость жидкой смазки выбирают:
– тем выше, тем больше t° среды, для предупреждения ее чрезмерного разжижения;
– тем выше, чем больше нагрузки, т.к. прочность пленки расчет с
увеличением вязкости;
– тем ниже, чем выше частота вращения (во избежание повышения потерь на
трение).
Индустриальные жидкие масла
И-Л-А7 – маловязкие;
И-Л-А27 – маловязкие;
И-Г-А-32 – средневязкие.
При выборе марки масла, предназначаемого для смазывания подшипников редукторов, отдают предпочтение маслу, используемому для смазывания передач, составляющих проектируемый редуктор. Применение для смазывания подшипников других смазочных материалов должно быть технически обоснованным.
Если в редукторе применяют циркуляционное смазывание зубчатых (червячных) колес, то и к его подшипникам масло подается принудительно по отдельным трубкам (обычно полихлорвиниловым).
Один конец такой трубки через распределитель (рис. 8.1) присоединяют к нагнетательному трубопроводу системы смазки зубчатых (червячных) колес редуктора, а другой – при помощи штуцера – к гнезду подшипника, причем таким образом, чтобы масло стекало во внутреннюю полость корпуса редуктора через подшипник (рис. 8.2). В промежутке трубки крепят к внутренней поверхности стенок корпуса редуктора специальными скобками (рис. 8.3). Если применение насоса нежелательно, то применяют пластичные смазочные материалы, для подачи которого применяются пресс-масленки. Смазочный материал подается специальным шприцом.
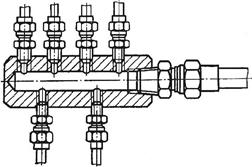
Рис. 8.1. Пример конструкции маслораспределителя
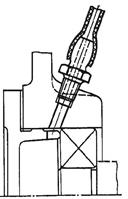
Рис. 8.2. Пример подвода масла к подшипнику
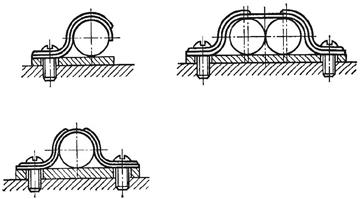
Рис. 8.3. Примеры конструкций
промежуточного крепления
к стенкам корпуса маслоподводящих
трубок
При картерном (наиболее часто применяемом в редукторостроении) способе смазывания зубчатых (червячных) колес (окунанием их в масляную ванну, располагаемую в нижней части корпуса редуктора, называемой картером) вид смазочного материала и способ его подачи в подшипники редукторных валов выбирают в зависимости от:
- величины окружной скорости V зубчатых колес (червяка) редуктора;
- расположения валов (горизонтальное, вертикальное или один над другим);
- степени удаленности подшипников от зубчатых колес (червяка);
- соотношения наружных диаметров зубчатых колес (червяка) и подшипников.
При
окружных скоростях зубчатых колес V≥3
м/с подшипники горизонтально
расположенных валов смазываются из масляной ванны картера в результате
разбрызгивания масла зубчатыми колесами, образования устойчивого масляного
тумана и стекания его конденсата по валам и стенкам корпуса редуктора в полость
гнезда подшипника. Для свободного проникания масла в подшипник эта полость
должна быть открыта внутрь корпуса редуктора, а для улучшения циркуляции масла
желательно еще иметь в ней дренажную канавку (рис. 8.4). Однако проектировщику
не следует надеяться на то, что разбрызгиванием будут достаточно смазаны
подшипники, находящиеся выше уровня
масляной ванны. Смазка масляным
туманом рекомендуется при n > 45000 об/мин.
Она обеспечивает хорошее охлаждение и защиту подшипника. Недостаток –
загрязнение воздуха парами масла. Для
смазки нужен сжатый воздух фильтр-осушитель воздуха, регулятор давления и распылитель масла.
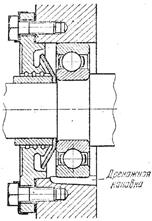
Рис. 8.4.
Расположение дренажной канавки в полости гнезда подшипника
Капельная смазка осуществляется индивидуальными дозирующими аппаратами с
индивидуальной регулировкой расхода.
Применяется для мелких подшипников, быстроходных валов (n > 10000 об/мин).
Однако возможны обстоятельства, когда полость подшипникового гнезда необходимо защищать от излишнего количества масла. Потребность в подобной защите возникает в том случае, когда рядом с подшипником располагается косозубое колесо, наружный диаметр которого меньше наружного диаметра подшипника, благодаря чему выжимаемое из зацепления масло вместе с продуктами износа зубьев обильным потоком устремляется в подшипник, заливая его.
Для исключения попадания в подшипник продуктов износа зубьев зубчатых колес, а также излишнего полива его маслом, вызывающего повышение сопротивления вращению и температуры подшипникового узла, применяют внутреннее уплотнение полости подшипникового гнезда в виде маслосбрасывающих колец (рис. 8.5).
Конструкции маслосбрасывающих колец, показанные на рис. 8.5, препятствуя прямому попаданию в полость гнезда подшипника потока масла, выжимаемого из зубчатого зацепления, позволяют конденсату масляного тумана, образующемуся на наружных конических поверхностях колец и на стенках корпуса редуктора, свободно поступать в подшипник.
Конфигурация маслосбрасывающих колец зависит от способа их изготовления.
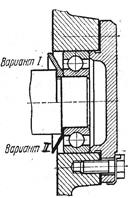
Рис.
8.5. Варианты конфигурации маслосбрасывающих колец,
предназначенных для
внутреннего уплотнения полости гнезда подшипника
Кольца, имеющие конфигурацию по варианту I (рис. 8.5) получают точением, а по варианту II – штамповкой. В связи с этим, кольца исполнения I (точеные) применяют в условиях единичного и мелкосерийного производства, а исполнения II (штампованные) – при более масштабных выпусках редукторов.
Если доступ конденсата масляного тумана к подшипникам затруднен (левый подшипник на рис. 8.6, а) то в этом случае, а также в тихоходных (окружная скорость зубчатых колес V<3 м/с) горизонтальных редукторах, подшипники смазывают индивидуально пластичным смазочным материалом.
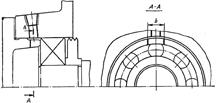
Рис. 8.6. Пример подшипников,
смазываемых пластичным смазочным
материалом
Пластичные (мазеобразные) смазочные материалы представляют собой загущенные специальными загустителями жидкие масла с включением различных присадок. Обычно используют минеральные масла И-Г-А32, И-Г-А68, составляющие 75…90% общего объема. В качестве загустителей применяют кальциевые, натриевые и литиевые мыла, а также углеводороды (парафин, церезин). В качестве присадок обычно используют дисульфид молибдена, графит.
Основными пластичными смазочными материалами, применяемыми в подшипниковых узлах редукторов общего назначения, в настоящее время являются Литол–24 ТУ 21150-75 (для работы в температурном интервале – 40…+130°С) и ЦИАТИМ–201 ГОСТ 6267-74 (–60…+90°С).
Для смазывания подшипников тихоходных редукторов, работающих на открытом воздухе, применяют солидолы: синтетический марки С ГОСТ 4366-76 (–20…+65°С) и жировой УС-2 ГОСТ 1033–79 (–25…+65°С), обладающие хорошей водостойкостью.
Пластичные смазки герметизируют уплотнения подшипников:
ЦИАТИМ-201 – до 90ºС,
Литол-24 – до 100ºС,
ЦИАТИМ-221 – до 150ºС.
Однако сейчас все больше применение находят
герметизированные подшипники с одноразовой смазкой.
Пластичные смазочные материалы по сравнению с жидкими имеют следующие преимущества: не вытекают из узлов при нормальных условиях работы; лучше защищают подшипники от коррозии; могут работать в узле без пополнения в течение продолжительного времени (до одного года) и без особого надзора; требуют менее сложных конструкций уплотнительных устройств.
При использовании пластичного смазочного материала полость гнезда подшипника отделяют от внутренней полости корпуса редуктора специальными уплотнениями: мазеудерживающими шайбами, имеющими на наружной поверхности своего диска кольцевые проточки (рис.8.6 и рис.8.7, а) или фасонной металлической упругой шайбой 1 (рис. 8.7, б). Втулка 2 центрирует и защищает шайбу 1 от возможных ее повреждений при демонтаже подшипника.
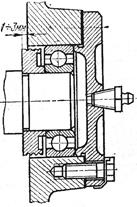
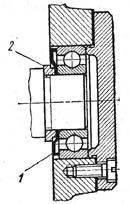
Рис. 8.7. Примеры конструкций внутренних мазеудерживающих
уплотнений подшипниковых гнезд
Уплотнение мазеудерживающей шайбой относится к комбинированным, так как является центробежным и щелевым одновременно. Выступающий на 1…3 мм за пределы стакана (рис. 8.6, а) или стенки корпуса (рис. 8.6, б; рис. 8.7, а) участок шайбы отбрасывает (как центробежное уплотнение) жидкое масло, препятствуя вымыванию им пластичного смазочного материала. Остальная цилиндрическая поверхность с кольцевыми проточками (как щелевое уплотнение) удерживает пластичную смазку от ее вытекания из полости подшипникового гнезда во внутреннюю полость корпуса редуктора.
Однако мазеудерживающие шайбы эффективны только при весьма ограниченных окружных скоростях (V≤5 м/c).
Уплотнение фасонной металлической упругой шайбой (рис. 8.7, б) относится к типу контактных торцовых и весьма эффективно предохраняет подшипник от вытекания пластичного смазочного материала и попадания посторонних примесей (жидкости, продуктов износа и т.п.). Однако, в связи с тем, что фасонные шайбы изготавливают штамповкой, этот вид уплотнений подшипниковых гнезд целесообразно применять в редукторах серийного и массового выпусков.
Внутренняя полость подшипникового гнезда для размещения необходимого количества пластичного смазочного материала должна иметь свою протяженность с каждой стороны подшипника примерно в 1/4 его ширины. Это пространство первоначально (при сборке редуктора) заполняют смазкой на 2/3 его свободного объема при частоте вращения вала n≤1500 мин-1 и на 1/3…1/2 – при n>1500 мин-1. В дальнейшем, обычно через каждые 3 месяца эксплуатации, добавляют свежий смазочный материал, а через год его полностью меняют с предварительной разборкой и промывкой подшипникового узла.
Дозаправку подшипников пластичным
смазочным материалом производят (при техническом обслуживании редуктора) либо
непосредственным его вводом в полость подшипника при снятой подшипниковой
крышке (рис. 8.7, б), либо под давлением через специально предусмотренные
отверстия в крышке (рис. 8.7, а), корпусе (рис. 8.6, б) или стакане (рис. 8.6,
а) при помощи специальных устройств (рис. 8.8).
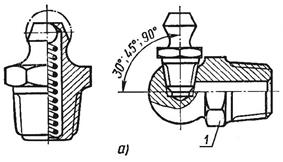
Рис. 8.8. Заправочные устройства
подшипниковых узлов
Для непрерывной индивидуальной дозаправки подшипникового узла пластичным смазочным материалом применяют автоматические масленки (рис. 8.8, б), у которых поршень, находясь под воздействием пружины, автоматически подает (под давлением до 0,25 МПа) смазочный материал из полости масленки в полость подшипникового гнезда.
Периодическую индивидуальную заправку подшипникового узла пластичным смазочным материалом производят ручным шприцем или механизированным подающим устройством через стандартизованные (ГОСТ 19853-74) пресс-масленки (рис. 8.7, а; рис. 8.8, а; приложение 7) под давлением до 35 МПа. В некоторых случаях, для удобства подвода к масленке шприца, применяют переходный штуцер 1 (рис. 8.8, а).
Диаметр отверстия в корпусе, крышке или стакане, предназначенного для подвода смазочного материала в полость подшипникового гнезда, обычно принимают равным внутреннему диаметру резьбы масленки. В крышках подшипников для подвода смазки еще выполняют кольцевую канавку, а на торце делают один – два паза шириной b (рис. 8.6, б). В стаканах также делают кольцевую канавку и сверлят одно – два поперечных отверстия диаметром d . Размеры b и d принимают равными диаметру отверстия под резьбу для масленки.
Для упрощения конструкции подшипниковых узлов, снижения трудоемкости обслуживания и эксплуатационных расходов в подшипниковых узлах редукторов с цилиндрическими тихоходными (V<3 м/с) зубчатыми колесами применяют радиальные шарикоподшипники исполнения 180000 со встроенными уплотнениями (рис. 3.1). Эти подшипники выпускают уже заправленными пластичным смазочным материалом, причем завод-изготовитель гарантирует, что срок службы этой смазки будет не меньше срока службы подшипника.
Смазывание подшипников валов, расположенных друг над другом, в большинстве случаев осуществляют аналогично подшипникам вышерассмотренных горизонтально расположенных валов. Однако возможны и некоторые отличия.
1) При нижнем расположении шестерни и червяка, имеющих наружный диаметр зубьев (витков), не превышающий наружный диаметр подшипников их вала (рис. 8.9), подшипники рассматриваемых редукторных валов смазываются не конденсатом масляного тумана, а окунанием их тел качения в масляную ванну редуктора. В этом случае уровень масла в ванне устанавливают по центру нижнего тела качения этих подшипников, так как излишнее количество масла только ухудшает работу, препятствуя их свободному вращению, вследствие чего возрастают гидравлические потери и нагрев подшипников. Если такой уровень масла в ванне редуктора не обеспечивает достаточной смазки зацепления, то применяют разбрызгиватели, забрасывающие масло на колесо (рис. 8.9).
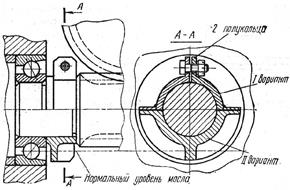
Рис. 8.9. Смазывание подшипников
окунанием
в масляную ванну редуктора
Подшипники остальных валов редуктора в рассматриваемом случае смазываются либо конденсатом масляного тумана (при окружной скорости колес V>3 м/с), либо пластичным смазочным материалом (V£3 м/с).
2) При близком расположении подшипников рассматриваемых валов от шестерни или червяка, во избежание избыточного поступления в подшипник масла, вытесняемого из зоны зубчатого (червячного) зацепления, применяют защитные кольца, но не маслосбрасывающие (рис. 8.5), а маслоотбойные (рис. 8.10; 12.8).
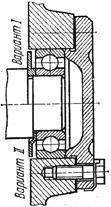
Рис. 8.10. Варианты конфигурации маслоотбойных колец, предназначенных для внутреннего уплотнения
полости гнезда подшипника:
I – получаемая точением (характерная при единичном и
мелкосерийном производстве редукторов);
II – получаемая штамповкой (применяемая при среднесерийном и
более крупном масштабе производства)
3) При верхнем расположении червяка и картерном смазывании червячного зацепления подшипники червяка, при окружной скорости червячного колеса V2³3 м/с и в случае значительного (св. 300 мм) расстояния между ними, смазываются (как и подшипники вала червячного колеса) маслом из картера редуктора, только масло поступает в эти подшипники при помощи специально предусмотренных для этого элементов корпуса редуктора (рис. 8.11).
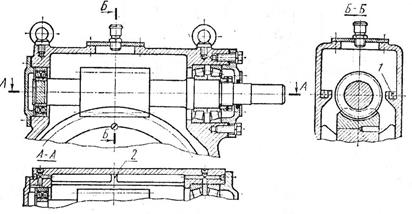
Рис. 8.11. Пример конструктивного
оформления элементов корпуса редуктора,
обеспечивающих
поступление масла с витков червяка в его подшипники
В конструкции редуктора, показанной на рис. 8.11, масло, попадая на витки червяка с зубьев колеса, отбрасывается центробежными силами на внутренние поверхности вертикальных стенок его корпуса, стекает по ним в желоба (лотки) 1, специально для этого отлитые заодно с корпусом, а затем через сверленные отверстия поступает в полости гнезд подшипников червяка. Для равномерного распределения масла между опорами, желоба 1 разделены ребрами 2. Подшипники вала колеса в этом случае смазываются конденсатом масляного тумана, стекающим по поверхностям этого вала и стенок корпуса редуктора в полости подшипниковых гнезд.
Если окружная скорость червячного колеса V2<3 м/с, то в этом случае подшипники червяка (как и вала червячного колеса) смазывают пластичным смазочным материалом (рис. 10.8).
4) Подшипники валов редукторов, предназначенных для эксплуатации при кратковременно-повторном режиме нагружения, в случае верхнего расположения шестерни или червяка и при окружных скоростях колес V2>3 м/с, целесообразно смазывать окунанием в индивидуальную масляную ванну, получаемую при помощи специального "порога" (рис. 8.12). Размеры этого порога выбирают такими, чтобы уровень создаваемой им ванны не превышал центра нижнего тела качения подшипника.
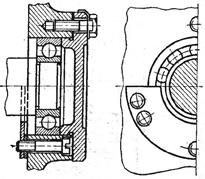
Рис. 8.12. Пример конструкции
порога, создающего
в гнезде подшипника индивидуальную
масляную ванну
При остановке
редуктора созданный порог сохраняет в подшипнике запас масла, необходимый для
его надежного смазывания в период пуска. В противном случае пуск редуктора
происходил бы при недостаточной смазке подшипников.
В тихоходных редукторах (V2≤3 м/с) подшипники (в рассматриваемом случае эксплуатации) смазывают консистентным смазочным материалом.
Подшипники вертикальных редукторных валов (при картерной смазке зубчатых или червячных колес) смазывают индивидуально пластичным смазочным материалом. Вытекание смазки из верхних подшипниковых узлов в этом случае предотвращают установкой в нижней части их подшипниковых гнезд фасонной упругой металлический шайбы (рис. 8.7, б) или манжетного уплотнения (рис. 8.13 и подраздел 9 данного раздела).
Применение для уплотнений подшипников вертикальных валов мазеудерживающих шайб (рис. 8.7, а) неэффективно.
Нижний подшипник вертикального редукторного вала изолируют (различными способами) от масляной ванны, находящейся в картере редуктора.
Так, например, нижний подшипниковый узел вала червячного колеса редуктора, показанного на рис. 12.8, от масляной ванны картера изолирован следующим образом:
- прилив корпуса образует с поверхностью глубокой кольцевой проточки, выполненной в червячном колесе, лабиринтное уплотнение (подраздел 9);
- верхний торец этого прилива расположен выше уровня масляной ванны, созданной для смазывания червячного зацепления и подшипников вала-червяка, достигающего в рассматриваемом случае поверхности впадин витков червяка.

Рис. 8.13. Конструкции смазочных устройств
а
– трубки и ниппеля; б – маслёнки; в – пресс-маслёнки
Чтобы проверять уровень масла в корпусе устанавливают пробки с конической резьбой и маслоуказатели (крановые, круглые и др.). Круглые маслоуказатели используются если корпус расположен высоко над полом (рис. 35).

Рис. 8.14. Конструкции маслоуказателей
а
– жезловые; б – стеклянные; в – крановый
Смазочное устройство имеет свойство старения в связи с загрязнением масла. Признаками являются: увеличенное содержание воды, механических примесей, увеличенное кислотное число. Приходится менять масло. Для этого в корпусе делают сливные отверстия, которые закрываются пробкой. Если пробка имеет коническую резьбу (применяемую чаще), то она создает герметичное соединение. Если же цилиндрическую, то требуется устанавливать уплотняющие прокладки, кольца из резины. Давление в корпусе может повышаться из-за повышения температуры. Тогда масло может просочиться через уплотнения. Чтобы этого не произошло устанавливают отдушины.
9. Выбор уплотнений подшипниковых узлов редукторов
Уплотняющие устройства необходимы для предохранения подшипниковых узлов
от вытекания из них смазочного материала, а также для их защиты от попадания в
подшипники пыли, грязи, продуктов износа и влаги. В предыдущем разделе были
рассмотрены "внутренние" уплотняющие устройства подшипниковых гнезд
редукторов. В данном разделе рассматриваются устройства, предотвращающие вынос
смазочного материала из корпуса редуктора наружу и препятствующие попаданию в
него извне пыли, грязи и влаги.
По принципу действия уплотняющие устройства разделяют на контактные, обеспечивающие защиту, благодаря плотному контакту деталей в таких устройствах, и бесконтактные, основанные на создании условий, обеспечивающих потерю потоком смазочного материала своей кинетической энергии (лабиринтные, щелевые), или на действии центробежных сил (центробежные уплотнения).
В свою очередь, контактные уплотнения по направлению уплотняющего воздействия разделяют на радиальные и осевые (торцовые).
При выборе типа уплотнения необходимо учитывать:
- рабочую температуру подшипникового узла;
- вид смазочного материала подшипника;
- окружную скорость участка вала, предназначенного под уплотнение;
- характер внешней среды, в которой предполагается эксплуатация проектируемого редуктора.
Ниже рассмотрены уплотнения, наиболее распространенные в подшипниковых узлах редукторов общего назначения.
9.1.
Манжетные уплотнения
Этот вид уплотнений валов, относящийся к контактным уплотнениям радиального воздействия, является самым распространенным в редукторостроении и осуществляется при помощи резиновой самоподжимающейся манжеты (рис. 9.1).
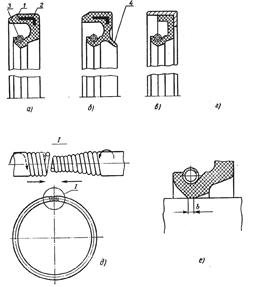
Рис. 9.1. Разновидности манжет,
предназначенных для уплотнения валов редукторов
Манжета (рис. 9.1, а) состоит из корпуса 1, изготовленного из маслобензостойкой резины; каркаса 2, представляющего собой стальное кольцо Г-образного сечения, расположенное внутри резинового корпуса, и браслетной пружины 3, стягивающей уплотняющую часть манжеты. Каркас придает корпусу манжеты необходимую жесткость, а благодаря воздействию браслетной пружины образуется рабочая кромка манжеты шириной b=(0,4…0,8) мм (рис. 9.1, е), плотно охватывающая поверхность вала. На рис. 9.1, д отдельно показана браслетная пружина и способ соединения ее концов.
В
настоящее время в редукторах все больше стали применять манжеты с каркасом, привулканизированным к внешней поверхности ее корпуса (рис.
9.1, в; г). Наружная поверхность каркаса шлифована с предельными отклонениями
размера диаметра ![]() мм, что при изготовлении отверстия в
подшипниковой крышке по допуску Н8 обеспечивает точное центрирование манжеты и
надежную герметичность ее соединения с крышкой.
мм, что при изготовлении отверстия в
подшипниковой крышке по допуску Н8 обеспечивает точное центрирование манжеты и
надежную герметичность ее соединения с крышкой.
Для работы в запыленных условиях применяют манжеты с дополнительной рабочей кромкой 4 (рис. 9.1,б), называемой "пыльником", или дубль-манжеты (рис. 9.1, г).
Широкое применение манжетных уплотнений обусловлено их способностью надежно работать в среде минеральных масел, пластичного смазочного материала, воды при окружной скорости вала до 20 м/с и температуре Θ= -60…+170 °С, а также их стандартизацией (ГОСТ 8752-79) и централизованным изготовлением в условиях массового производства на специализированных заводах.
В соответствии с ГОСТ 8752-79 (приложение 8), манжеты изготавливают двух типов в двух исполнениях из резины шести групп (табл. 9.1). Тип I – однокромочные манжеты (рис. 9.1, а), тип II – однокромочные с пыльником (рис. 9.1, б). Исполнение 1 – с механически обработанной кромкой, исполнение 2 – с формованной кромкой, применяемое только по согласованию с потребителем.
Таблица 9.1.
Группы резины, применяемые для изготовления манжет (ГОСТ 8752-79)
|
Группа резины |
1 |
2 |
3 |
4 |
5 |
6 |
|
Тип эластомера |
Бутадиен-нитрильный каучук |
Фторкаучук |
Силиконовый каучук |
|||
Выбор группы резины, необходимой для изготовления манжет, производят по номограмме приложения 1 ГОСТ 8752-79 в зависимости от величины d, мм, диаметра вала в месте установки манжеты и частоты его вращения n , мин-1.
Манжету обычно устанавливают в крышке подшипника рабочей кромкой внутрь корпуса редуктора (рис. 9.3, а). При таком положении манжеты к ее рабочей кромке обеспечен доступ смазочного материала, имеющегося в полости гнезда подшипника, вследствие чего снижается интенсивность изнашивания резины и повышается ресурс манжеты.
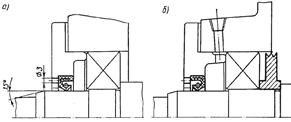
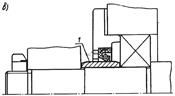
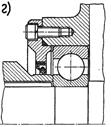
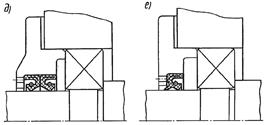
Рис. 9.3. Виды установки манжет
Однако при прессовании пластичного смазочного материала давление внутри подшипникового гнезда может быть сравнительно высоким (до 35 МПа). В этом случае, чтобы не повредить манжету, ее необходимо устанавливать рабочей кромкой наружу (рис. 9.3, б). Тогда при повышении давления смазочный материал отогнет кромку манжеты и его избыток вытечет из корпуса редуктора через кольцевой зазор крышки подшипника.
Для облегчения монтажа манжеты на конце посадочного участка вала делают скос под углом 15°, а для выталкивания изношенной манжеты в подшипниковой крышке предусматривают 2–3 отверстия диаметром 3–4 мм (рис. 9.3, а).
С целью достижения приемлемого ресурса уплотнения (не менее 3000 ч), поверхность вала в месте установки манжеты должна быть закаленной до твердости не ниже 40 HRC, шлифованной и полированной (с параметром шероховатости Ra≤0,63 мкм), а ее радиальное биение не должно превышать 25…60 мкм.
Однако необходимо отметить, что в условиях единичного и мелкосерийного производства редукторов обычно отсутствует технологическое оборудование, необходимое для проведения поверхностной закалки валов. В этом случае манжету устанавливают не на вал, а на дистанционную втулку 1 (рис. 9.3, в), подвергаемую объемной закалке, доступной в рассматриваемых условиях производства редукторов.
При необходимости сокращения длины участка вала, выступающего наружу из корпуса редуктора, манжету устанавливают на деталь (полумуфту, шкив и т. п.), насаженную на этот участок вала (рис. 9.3, г).
В редукторах, предназначенных для эксплуатации в запыленной окружающей среде (например, на землеприготовительном участке литейного цеха), устанавливают либо две рядом стоящие манжеты типа I (рис. 9.3, д), либо одну – типа II (рис. 9.3, е) или дубль-манжету (рис. 9.1, г). В этом случае свободное пространство между кромками манжет (рис. 9.3, д; рис. 9.1, г) или между основной и дополнительной кромками манжеты типа II (рис. 9.3, е) при общей сборке редуктора заполняют, в соответствии с требованиями ГОСТ 8752-79, пластичным смазочным материалом (ЦИАТИМ-221 – при установке манжет, изготовленных из резины 4 или 5 группы, и жировой смазкой 1-13 – в остальных случаях).
9.2.
Торцовые уплотнения
Рассматриваемый вид уплотнений подшипниковых гнезд (а не валов, как в предыдущем случае) корпусов редукторов, относящийся к контактным уплотнениям осевого воздействия, в настоящее время осуществляют преимущественно при помощи упругих (стальных штампованных) торцовых уплотняющих шайб (рис. 9.4).
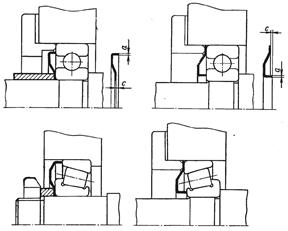
Рис. 9.4. Примеры конструкции и установки
упругих торцовых уплотняющих шайб
Толщина рассматриваемых шайб, в зависимости от их размера, составляет а=(0,3…0,6) мм. Торцовая рабочая грань шайбы выступает за нерабочую на величину с=(0,5…0,6) мм. Это создает после закрепления шайбы (крышкой подшипника или дистанционной втулкой) некоторую силу прижатия ее рабочей грани к торцу соответствующего кольца подшипника (рис. 9.4), вызывающую на уплотняемых поверхностях давление в пределах 0,05…0,15 МПа.
Уплотнение подшипниковых узлов редукторов упругими торцовыми шайбами применяют при любой смазке подшипников, но только при скоростях скольжения трущихся поверхностей до 6 м/с. Такое ограничение скорости обусловлено тем, что при больших скоростях скольжения резко возрастает интенсивность износа трущихся поверхностей и их нагрев, вследствие чего значительно снижается ресурс рассматриваемых шайб.
Применение торцовых упругих шайб позволяет резко снизить (по сравнению с манжетами) уровень требований к качеству поверхности вала в месте их установки. Однако необходимо отметить, что отсутствие стандартизации и централизованного изготовления уплотняющих шайб на специализированных заводах, в значительной мере мешают им более успешно конкурировать с манжетными уплотнениями.
9.3.
Лабиринтные уплотнения
Данный вид уплотнений редукторных валов является бесконтактным, где уплотняющий эффект создается чередованием весьма малых радиальных и осевых зазоров. Эти зазоры образуют длинную узкую извилистую щель, в которой поток смазочного материала теряет свою кинетическую энергию (рис. 9.5).
Лабиринтные уплотнения работоспособны при любых видах смазки подшипников и в широком диапазоне скоростей. Однако они наиболее конкурентноспособны только в случае необходимости работы на высоких скоростях (V>15 м/с).
При окружной скорости вала до 30 м/с лабиринт уплотнения заполняют (в процессе сборки узла) солидолом марки С или ЦИАТИМ-201. Пластичный смазочный материал, заложенный в лабиринт, в процессе эксплуатации редуктора постепенно расходуется. Поэтому необходимо предусматривать возможность его периодического (один раз в 2–3 месяца) восполнения (рис. 9.5, а).
Если подшипник смазывается жидким смазочным материалом (маслом), то в подшипниковом гнезде необходимо предусматривать дренажные отверстия, через которые просочившееся масло будет возвращаться во внутреннюю полость корпуса редуктора (рис. 9.5, в).
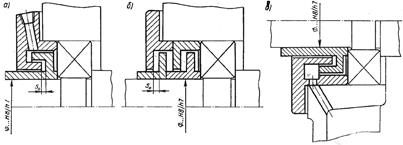
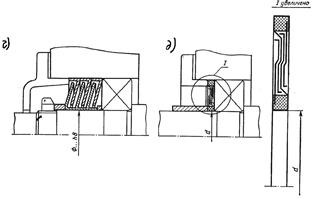
Рис. 9.5. Разновидности конструкций
лабиринтных уплотнений валов
Радиальный зазор в лабиринте получают при изготовлении сопрягаемых поверхностей его деталей по допускам Н11 и d11.
Точный осевой зазор S0 (рис. 9.5, а; б) получить труднее. Величина его изменяется в относительно широких пределах, вследствие неизбежных колебаний монтажной ширины подшипников, осевой "игры" вала, толщины регулировочных прокладок и осевых размеров деталей лабиринта. Поэтому рекомендуется принимать S0≈5Sm , где Sm – средний радиальный зазор посадки сопрягаемых деталей лабиринта.
Средний радиальный зазор посадки Sm определяют по формуле
![]()
где ES – верхнее предельное отклонение диаметра отверстия в лабиринте, выполненного с допуском по Н11;
es, ei – верхнее и нижнее предельные отклонения (взятые со своими знаками) диаметра наружной поверхности сопрягаемой детали лабиринта, выполненного с допуском по d11.
В условиях серийного и массового производства редукторов целесообразно применение лабиринтных уплотнений, выполненных в виде комплекта чередующихся штампованных стальных колец (рис. 9.5, г).
При жестких требованиях к осевым габаритам подшипниковых узлов применяют лабиринтные уплотнения в виде комплекта из четырех фасонных (штампованных) стальных колец (рис. 9.5, д). Одна половина этих колец заформована в два пластмассовых диска, а другая – к ним приклеивается. Толщина такого комплекта для валов с посадочным диаметром d=(20…80) мм составляет всего 4 мм.
9.4.
Центробежные уплотнения
Этот вид уплотнений валов является бесконтактным, основанным на действии центробежных сил. В связи с этим, центробежные уплотнения работоспособны при окружных скоростях валов V > 8 м/с и предназначаются для удержания только жидкого смазочного материала. Их применяют в тех редукторах, которые будут эксплуатироваться в сухой и чистой окружающей среде. Это обусловлено тем, что центробежные уплотнения плохо защищают подшипники от попадания в них из внешней среды пыли, грязи и влаги.
Масло, поступившее на разбрызгивающую шайбу (рис. 8.4) или в кольцевые канавки вала (рис. 9.6), отбрасывается центробежными силами на внутреннюю поверхность полости гнезда подшипника или подшипниковой крышки и по дренажным канавке или отверстию стекает во внутрь корпуса редуктора или в полость подшипника.
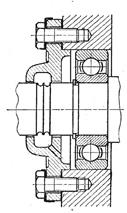
Рис. 9.6. Пример конструкции центробежного
уплотнения вала
В связи с тем, что центробежные уплотнения плохо защищают подшипники от воздействия внешней среды, их обычно дополняют уплотнениями других типов, например щелевыми (рис. 8.4).
9.5.
Щелевые уплотнения
Рассматриваемый вид уплотнений валов выполняют преимущественно в виде кольцевых канавок, заполняемых при сборке подшипникового узла пластичным смазочным материалом (обычно солидолом марки С или ЦИАТИМ-201), который защищает подшипник от попадания в него извне пыли и влаги.
Формы канавок, образующих щелевые уплотнения, показаны на рис. 9.7.
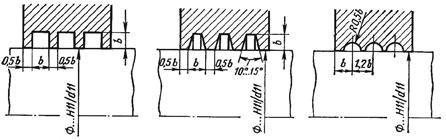
Рис. 9.7. Разновидности формы канавок, образующих щелевое уплотнение вала
Эффект щелевого уплотнения максимален при отношении b/Sm≈10, где b – ширина канавки; Sm – средний радиальный зазор посадки H11/d11.
Размеры канавок, с учетом данной рекомендации, приведены в табл. 9.2.
Таблица. 9.2. Рекомендуемые размеры канавок, образующих щелевое уплотнение вала
|
Диаметр вала d, мм |
20…50 |
50…80 |
80…120 |
|
Размер канавки b, мм |
2,0 |
3,0 |
4,0 |
Защитное действие щелевых уплотнений незначительно, поэтому их применяют
только как дополнительные к другим видам уплотнений, например, к центробежным (рис. 8.4) или лабиринтным (рис. 9.8).
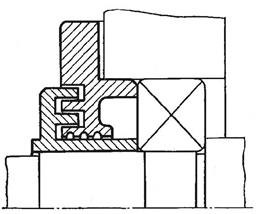
Рис.
9.8. Пример комбинированного уплотнения вала
9.6.
Уплотнение неподвижных стыков деталей подшипниковых узлов редукторов
При смазывании подшипников окунанием в масляную ванну (рис. 8.9) возникает необходимость в уплотнении не только валов, но и подшипниковых крышек или стаканов. Для предотвращения вытекания масла из корпуса редуктора наружу через его стыки с указанными деталями применяют уплотнение в виде резинового кольца с круглым поперечным сечением (ГОСТ 9833-73), устанавливаемого в кольцевую канавку крышки подшипника или стакана (рис. 9.9), а также уплотняющие пасты, например: "Герметик ВГК-18 №2 МРТУ 07-6012-63", наносимые (при окончательной сборке редуктора) тонким слоем на стыкующиеся с корпусом редуктора поверхности подшипниковых крышек.
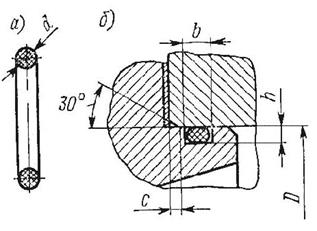
Рис. 9.9. Уплотнение стыка
подшипниковых крышек и стаканов с
корпусом редуктора:
а – уплотняющее кольцо (ГОСТ
9833-73); б – размещение уплотняющего
кольца в стыке деталей
Размеры сечений уплотняющих колец и их установочных мест приведены в табл. 9.3.
Таблица 9.3.
Размеры установочных мест (рис. 9.9) под резиновые уплотняющие кольца
|
Установочные размеры, мм |
Диаметр поперечного сечения уплотняющего кольца d , мм |
|||
|
2,5 |
3,0 |
3,6 |
4,6 |
|
|
D |
24…54 |
25…100 |
28…205 |
36…260 |
|
b |
3,6 |
4,0 |
4,7 |
5,6 |
|
h |
1,85 |
2,35 |
2,8 |
3,7 |
|
c |
2,0 |
2,0 |
2,5 |
2,5 |
10. Выбор подшипниковых крышек. Стаканы подшипников
Подшипниковые крышки необходимы для герметизации подшипниковых узлов, осевой фиксации подшипников, восприятия от подшипников осевых нагрузок и передачи этих нагрузок корпусу редуктора.
В зависимости от способа установки различают накладные, или привертные (рис. 10.1; рис. 9.3), и закладные (врезные) подшипниковые крышки (рис. 10.2).
В зависимости от наличия или отсутствия в крышке отверстия, необходимого для прохода вала, подшипниковые крышки бывают сквозные, конструктивные формы которых зависят от принятого способа уплотнения вала (см. рисунки в разделе 9 и рис. 10.2, б), и "глухие", конфигурация которых зависит от метода их изготовления и способа закрепления подшипника на валу (рис. 10.1 и рис. 10.2, а; в).
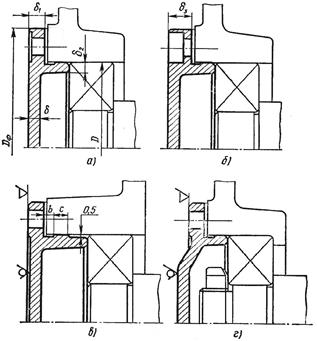
Рис. 10.1. Виды накладных глухих
подшипниковых крышек
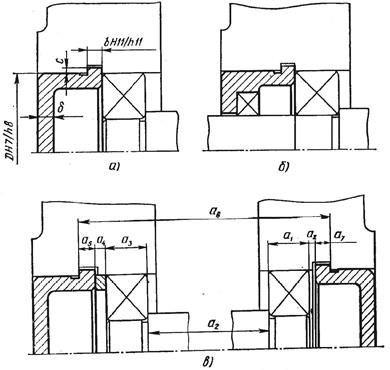
Рис. 10.2. Закладные подшипниковые крышки
10.1.
Крышки закладные
Закладные подшипниковые крышки (в отличие от некоторых разновидностей накладных) не стандартизованы. В связи с этим, ниже приведены рекомендации по их конструированию.
Типовые конструкции закладных крышек изображены на рис. 10.2. Их изготавливают, как правило, из чугуна марки СЧ15 ГОСТ 1412-85. Наружный диаметр крышек для удерживания смазки выполняют с допуском по h8. Сопряжение кольцевого выступа крышки (по ширине b) с канавкой в отверстии корпуса редуктора должно соответствовать посадке H11/h11. Ширину b выступа принимают в пределах b=(0,9…1,0)δ с последующим округлением по ряду R40 предпочтительных чисел. Толщину стенки крышки δ назначают по табл. 10.1. Высота выступа С должна быть небольшой. Обычно принимают С»0,5d.
Таблица 10.1. Толщина стенки закладных подшипниковых крышек
|
Посадочный диаметр крышки D, мм |
до 52 |
52…80 |
80…120 |
120…170 |
|
Толщина стенки δ, мм |
4…5 |
6…8 |
8…10 |
10…12,5 |
Чтобы торцовые поверхности выступа подшипниковой крышки и кольцевой канавки в отверстии корпуса редуктора сопрягались по плоскости, на наружной посадочной поверхности крышек предусматривают кольцевые канавки. Профиль и размеры этих канавок (ГОСТ 8820-69) приведены на рис. 10.3 и в табл. 10.2.
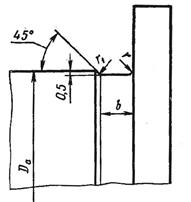
Рис. 10.3. Профиль кольцевой канавки
(ГОСТ 8820-69) на наружной поверхности подшипниковой крышки
Таблица 10.2.
Размеры элементов, мм, (рис. 10.3) кольцевой канавки
(ГОСТ 8820-69)
|
Da |
b |
r |
r1 |
|
50…100 |
5 |
1,6 |
0,5 |
|
св. 100 |
8 |
2,0 |
1,0 |
Закладные подшипниковые крышки обеспечивают лучший внешний вид редуктора, наиболее полно отвечают требованиям техники безопасности и не требуют (в отличии от накладных) специального крепления к корпусу редуктора. В связи с этим, отпадает надобность в крепежных отверстиях в крышках, в резьбовых отверстиях в корпусе редуктора, а также в крепежных винтах и стопорных шайбах.
Однако закладные крышки имеют ряд недостатков, существенно сужающих область их применения:
- использование этих крышек возможно только в корпусах, имеющих разъем, плоскость которого проходит по осям их подшипниковых гнезд;
- усложняется (из-за наличия довольно точно размещаемых канавок) обработка посадочных отверстий в корпусе редуктора;
- на размеры деталей а2, а4, а5, а6, а7 (рис. 10.2, в) должны назначаться довольно жесткие допуски (определяемые в результате расчета соответствующей размерной цепи), что повышает стоимость их изготовления;
- для обеспечения необходимой величины аå осевого зазора в подшипниках (рис.10.2, в) приходится в подшипниковые узлы валов редуктора вводить компенсирующие кольца, толщину которых а4 получают шлифованием их в свой конкретный размер, каждый раз вновь определяемый для всех валов непосредственно при общей сборке следующего редук-тора, что удлиняет процесс сборки и повышает ее стоимость;
- низкая степень герметизации подшипниковых гнезд, для повышения которой наружные поверхности врезных крышек покрывают (при окончательной сборке редуктора) тонким слоем уплотняющей пасты, например, герметиком ВГК-18 № 2 МРТУ 07-6012-63.
В связи с вышеизложенным, врезные крышки используют весьма ограниченно (в редукторах с цилиндрическими зубчатыми колесами при их индивидуальном или мелкосерийном производстве), а основное применение в редукторостроении получили накладные подшипниковые крышки.
10.2.
Крышки накладные
В большинстве случаев накладные подшипниковые крышки (в отличие от закладных) не конструируют, а выбирают по таблице соответствующего ГОСТ (см. приложение 9 данного раздела).
Форму и размеры глухих накладных крышек регламентируют ГОСТ 13219.1-81 – ГОСТ 13219.4-81 (табл. П 9.3), а сквозных: с манжетным уплотнением типа I (рис. 9.1, а) – ГОСТ 13219.5-81 – ГОСТ 13129.10-81 (табл. П 9.1 и П 9.2) и с щелевым уплотнением – ГОСТ 13219.11-81 – ГОСТ 13219.16-81.
Материал, точность изготовления и другие технические требования к накладным подшипниковым крышкам регламентирует ГОСТ 13219.17-81.
Однако возможны такие условия, при которых стандартные крышки подобрать невозможно:
- необходимости применения уплотнений, отличающихся от манжетных типа I или щелевых (см. рисунки подраздела 9);
- установке крышки в отверстие стакана, а не корпуса редуктора (рис. 8.6, а);
- малых межосевых расстояниях подшипниковых гнезд (рис. 10.4);
- необходимости уплотнения наружной поверхности крышки (рис. 9.9, б).
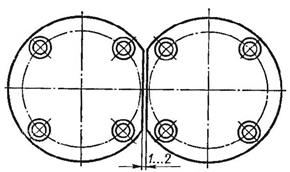
Рис. 10.4. Вид фланцев у накладных крышек подшипников
при малых межосевых расстояниях подшипниковых гнезд
В рассмотренных обстоятельствах крышки не подбирают, а конструируют, в соответствии с нижеприведенными рекомендациями.
Наиболее просто разрабатывается конструкция крышек при малых межосевых расстояниях подшипниковых гнезд (когда фланцы стандартных крышек будут перекрывать друг друга) и при необходимости уплотнения наружной поверхности подшипниковой крышки. В этих случаях обычно нет необходимости в разработке оригинальной конструкции крышек. Так, в первом случае, достаточно просто "обрезать" соответствующие стандартные крышки, оставляя между срезами зазор (1…2) мм (рис. 10.4), а во втором – предусмотреть в стандартизованной конструкции крышки канавку (рис. 9.9, б и табл. 9.3), изменяя при этом только величину протяженности центровочного цилиндрического пояска крышки (увеличивая по сравнению с ее стандартным значением h).
Конструктивное оформление внутренних полостей нестандартных крышек зависит от принятого типа уплотнения вала (см. рисунки подраздела 9).
Типовые формы фланцев нестандартизованных накладных крышек показаны на рис. 10.5. Крышки с такими формами фланцев изготавливают литыми из чугуна марки СЧ15 ГОСТ1412-85 (реже – из СЧ21).
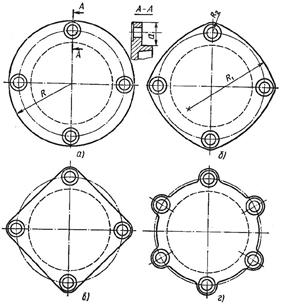
Рис. 10.5. Формы фланцев,
рекомендуемые для нестандартизованных
накладных крышек подшипниковых
гнезд редукторов
Круговая форма фланца (рис. 10.5, а), как наиболее простая в изготовлении, типична для крышек индивидуального и мелкосерийного производства. Однако на осуществление такой формы требуется повышенный (по сравнению с другими) расход металла.
В условиях среднесерийного и при более крупных масштабах выпуска подшипниковых крышек для снижения расхода металла (что является весьма актуальным в этих условиях производства) фланцы накладных крышек необходимо конструировать по формам, показанным на рис. 10.5, б – г.
Выбор для фланцев крышек именно таких конфигураций обусловлено тем, что они сравнительно простые, вследствие чего легко осуществляются (в рассматриваемых условиях производства) литьем в кокиль или оболочковые формы, позволяющим исключить механическую обработку большинства поверхностей крышки.
Размеры фланцев (их толщину и наружный диаметр) определяют форма и размеры отверстий, предназначенных для размещения винтов или шпилек, которыми крышка крепится к корпусу редуктора. В свою очередь, форму и размеры этих отверстий определяют вид головки крепежных винтов и величина наружного диаметра их резьбы (или резьбы шпильки).
Для крепления подшипниковых крышек к корпусу редуктора обычно применяют винты с шестигранной головкой (ГОСТ 7808-70 и табл. П 10.1). Однако возможно применение винтов с цилиндрической головкой, имеющей шестигранное углубление "под ключ" (ГОСТ 11738-84 и табл. П 10.2), или шпилек (ГОСТ 22034-76 и табл. П 10.3).
Конструкция фланцев с использованием винтов с цилиндрической головкой, устанавливаемых "впотай" (рис. 10.1, б), более эстетична и в наибольшей степени отвечает требованиям техники безопасности. Однако применение таких винтов возможно лишь в том случае, когда осуществление необходимой (для обеспечения герметичности стыка фланца крышки с корпусом редуктора) величины усилия их затяжки не будет вызывать смятие граней углубления, имеющегося в головках винтов.
Помимо этого, для установки винтов "впотай" необходимо увеличивать толщину фланца крышки, что повышает расход металла, а довольно значительная глубина отверстия под головку винта (табл. 10.3) усложняет его получение, вследствие чего возрастают время и стоимость обработки таких ступенчатых отверстий.
В связи с этим, в общем редукторостроении для подшипниковых крышек установка винтов "впотай" применяется крайне редко (в цилиндрических маломощных редукторах при их индивидуальном или мелкосерийном выпуске).
Применение шпилек (вместо крепежных винтов) для крепления подшипниковых крышек к корпусу редуктора целесообразно только в том случае, когда для винтов будет неизбежным их частое завинчивание и отвинчивание, вызывающее повышенный (особенно в корпусах из легких сплавов) износ витков резьбы крепежных отверстий подшипниковых гнезд корпуса редуктора.
В свою
очередь, изношенные витки резьбы значительно легче разрушить (смять, срезать).
В связи с этим, резко возрастает вероятность появления при эксплуатации
редуктора вырывания винтов подшипниковых редукторных крышек из своих,
ослабленных таким образом, крепежных резьбовых отверстий.
Подобный случай наиболее характерен для крепежных
винтов крышки узла шестерни конической передачи, являющегося самостоятельным
сборочным подузлом редуктора (рис. 8.6, а), так как в
процессах регулировки зазоров в подшипниках и осевого положения конической
шестерни, осуществляемых при общей сборке редуктора, их будут многократно
отвинчивать и снова завинчивать.
Если при изготовлении подшипниковых крышек не применялось литье в кокиль или оболочковые формы, то в этом случае необходима механическая обработка поверхностей крышки, на которые будут опираться стопорные шайбы (табл. П 10.4), предотвращающие самоотвинчивание винтов (гаек шпилек).
Практика показала, что токарная обработка наружного узкого кольцевого опорного участка крышки (рис. 10.1, в; г) производится быстрее и точнее, чем обработка ее внутренних опорных поверхностей цековкой или фрезой (рис. 10.1, а; б).
Заходный цилиндрический поясок подшипниковой крышки обеспечивает довольно точное ее центрирование в посадочном отверстии гнезда подшипника. В связи с этим, диаметр d0 крепежных отверстий во фланце нестандартной крышки, в соответствии с ГОСТ 11284-75, можно назначать всего на (1…2) мм больше наружного диаметра d резьбы винтов или шпилек (табл. 10.3).
Таблица 10.3. Размеры крепежных отверстий во фланце нестандартных крышек
подшипников
|
|
||||||||
|
Диаметр резьбы d, мм |
6 |
8 |
10 |
12 |
16 |
20 |
24 |
|
|
Диаметр отверстий, мм |
d0 |
7 |
9 |
11 |
14 |
18 |
22 |
26 |
|
D1 |
– |
18 |
20 |
24 |
30 |
36 |
40 |
|
|
D2 |
11 |
15 |
18 |
20 |
26 |
34 |
40 |
|
|
Глубина отверстия, мм |
t2 |
8 |
11 |
13 |
16 |
21 |
26 |
31 |
|
t1 |
Этот размер конструктор устанавливает в пределах 1,5…3,0 мм |
|||||||
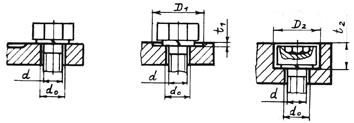
Наружный диаметр резьбы d и количество Z винтов (шпилек), которыми нестандартные подшипниковые крышки будут крепиться к корпусу редуктора, рекомендуется назначать по табл. 10.4.
Таблица 10.4. Наружный диаметр резьбы d и количество Z винтов (шпилек)
крепления нестандартных подшипниковых крышек к корпусу редуктора
|
Установочный диаметр Dу, мм |
40…65 |
65…80 |
80…100 |
100…150 |
150…220 |
|
d, мм |
6 |
8 |
8 |
10 |
12 |
|
Z |
4 |
6 |
|||
|
Примечание. Под установочным диаметром Dу понимают наружные посадочные диаметры: крышки – при ее установке в отверстие корпуса редуктора; стакана – при установки крышки в его отверстие. |
|||||
Необходимый класс прочности винтов (шпилек) выбирают по ГОСТ 1759-70 (табл.10.5). Этот выбор производят в зависимости от требуемого (по условию обеспечения статической прочности стержня винта или шпильки при действии пиковой нагрузки) значения предела текучести σт материала винтов (шпилек), определение которого рассмотрено в подразделе 11.
Таблица 10.5. Классы прочности болтов, винтов, шпилек и их характеристика
(ГОСТ 1759-70)
|
Классы прочности болтов, винтов, шпилек |
Предел прочности σв, МПа |
Предел текучести σт, МПа |
Марка стали |
|
|
min |
max |
|||
|
3.6 4.6 5.6 6.6 |
300 400 500 600 |
490 550 700 800 |
180 240 300 360 |
Ст 3; 10 20 30; 35 35; 45; 40Г |
Требуемую длину винтов l’ (рис. 10.6) определяют по очевидной формуле
l’=S+δΣ+hН,
где S – толщина стопорной шайбы (табл. П 10.5);
δΣ – суммарная толщина фланца крышки и набора прокладок;
hн – необходимая глубина завинчивания винта в корпус редуктора.
Необходимую глубину hн завинчивания винтов (рис. 10.6) назначают по справочным данным (табл. 10.6) в зависимости от требуемой (выбранным классом прочности винта) величины предела прочности σв их материала и вида материала корпуса редуктора (обычно чугунного).
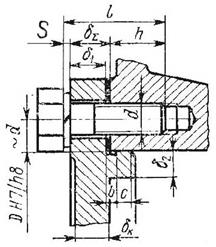
Рис. 10.6. Параметры крепления
подшипниковой крышки к корпусу редуктора
Таблица 10.6. Отношение необходимой глубины завинчивания hн к наружному диаметру
резьбы d винтов (шпилек) крепления
подшипниковых крышек к корпусу редуктора
|
Предел прочности материала винта (шпильки) σв, Мпа |
Материал корпуса редуктора |
||
|
Чугун |
Сталь |
Силумин |
|
|
Значения hн/d |
|||
|
400…500 |
1,3…1,4 |
0,8…0,9 |
1,4…1,8 |
|
900…1000 |
2,0…2,5 |
1,6…2,0 |
2,0…2,5 |
|
Примечание. При промежуточных значениях σв (от 500 до 900 МПа) отношение hн/d определяют линейной интерполяцией. |
|||
Полученную величину l’ требуемой длины винта округляют до ее ближайшего стандартного значения l (табл. П 10.1).
Необходимую глубину hн завинчивания шпильки в корпус редуктора также (аналогично винтам) назначают по табл. 10.6. Выбранное значение hн округляют до ближайшей стандартной величины l1 длины ее резьбового конца, завинчиваемого в корпус (табл. П 10.3).
Требуемую длину шпилек l’, мм, определяют по формуле
l’=Hг+S+δΣ+(3…5),
где Нг – высота гайки, мм (табл. П 10.4);
S – толщина стопорной шайбы, мм (табл. П 10.5);
δΣ – суммарная толщина фланца крышки и набора прокладок, мм.
Полученную величину l’ требуемой длины шпильки округляют до ее ближайшего стандартного значения l (табл. П 10.3).
Проверку достаточности фактической глубины завинчивания в корпус шпилек l1 и винтов h=l-δΣ производят по условию отсутствия смятия и среза витков резьбы в отверстиях корпуса редуктора при действии пиковых нагрузок (см. подраздел 11).
Толщину фланцев подшипниковых крышек назначают в зависимости от вида головки крепежных винтов:
- при креплении винтами с шестигранной головкой (рис. 10.1 а; в; г)
δ1≈1,2δ;
- при установке винтов «впотай»
(рис. 10.1, б)
δ3≈H+0,8δ,
где δ – толщина дна подшипниковой крышки, мм (табл. 10.7);
Н – высота головки винта, мм (табл. П 10.2).
Полученное значение толщины фланца крышки согласовывают с рядом R40 ГОСТ 6636-69 "Нормальные линейные размеры" (приложение 11).
Таблица 10.7.
Толщина δ дна литых подшипниковых крышек
|
Установочный диаметр Dу, мм |
40…65 |
65…100 |
100…150 |
150…220 |
|
δ, мм |
5 |
6 |
7 |
8 |
|
Примечание. Под установочным диаметром Dу понимают наружные посадочные диаметры: крышки – при ее установке в отверстие корпуса редуктора; стакана – при установке крышки в его отверстие. |
||||
Наружный диаметр фланца нестандартных подшипниковых крышек Dфл рекомендуется определять по следующей зависимости:
Dфл=Dy+(4,0…4,4)d,
где Dy – установочный диаметр (см. примечание к табл. 10.7);
d – наружный диаметр резьбы винта (табл. 10.4).
Полученное значение Dфл согласовывают с R40 ГОСТ 6636-69 (приложение 11).
Диаметр D0 окружности, на которой располагают центры крепежных отверстий фланца подшипниковых крышек, вычисляют по формуле
D0≈Dy+2,2d.
Накладные подшипниковые крышки устанавливают в предназначенное для них отверстие корпуса редуктора по посадке H7/h8, а номинальное значение Da наружного диаметра их заходного пояска назначают равным номинальному значению наружного диаметра выбранного подшипника, за исключением крышек-стаканов (рис. 10.8).
Наибольший диаметр внутренней полости подшипниковых крышек определяют по формуле
DВН=Da-2δ2,
где Da – наружный диаметр заходного пояска крышки;
δ2 – толщина стенки заходного пояска.
Толщину δ2 стенки заходного цилиндрического пояска подшипниковой крышки (рис. 10.6) вычисляют по следующей формуле:
δ2≈(0,9…1,0)δ,
где δ – толщина дна крышки (табл.10.7).
Полученное значение Dвн согласовывают с рядом R40 ГОСТ 6636-69 (приложение 11).
Чтобы торцовые поверхности фланца подшипниковой крышки и корпуса редуктора сопрягались по плоскости, на наружной поверхности заходного пояска крышки предусматривают кольцевую канавку (рис. 10.6 и рис. 10.1), форму и размеры которой регламентирует ГОСТ 8820-69 (рис. 10.3 и табл. 10.2).
Основной базовой поверхностью накладной крышки является торцовая поверхность ее фланца. В связи с этим, длину С заходного пояска крышки (рис. 10.6) назначают небольшой, чтобы он не мешал установке крышки по торцу корпуса редуктора (или стакана). Обычно принимают
C=(1,2…1,5)b,
где b – ширина кольцевой канавки (табл. 10.2).
Однако в некоторых обстоятельствах, например, при создании требуемого (для размещения необходимого количества пластичного смазочного материала) объема внутренней полости подшипникового гнезда, такой протяженности заходного пояска подшипниковой крышки может быть недостаточно. В этом случае между подшипником и его крышкой устанавливают дистанционное кольцо соответствующей толщины (на рис. 8.6, а оно зачернено) или поясок подшипниковой крышки конструируют по форме, показанной на рис. 10.1, в.
10.3.
Стаканы подшипников
Подшипники устанавливают в стаканы при необходимости:
- создания самостоятельного сборочного подузла из комплекта вала с его опорами (рис. 10.7);
- ввода вала с насаженными на него деталями в корпус редуктора через отверстия для его подшипников, не имеющих разъема по своей оси, и величина диаметра которых не удовлетворяет условию его свободного прохода через эти отверстия (рис. 12.7).
Наиболее часто стаканы используют в конических передачах, где требуется точная установка относительного положения зубчатых колес (рис. 12.5).
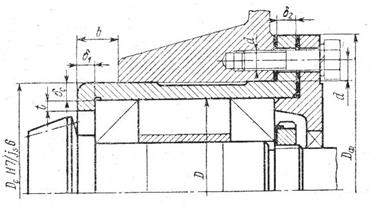
Рис. 10.7. Схема к определению размеров стакана подшипников конической шестерни
Стаканы обычно выполняют литыми из чугуна СЧ15 ГОСТ 1412-85. Наружный диаметр стакана DC=D-2δС (где D – диаметр посадочного отверстия в стакане, равный наружному диаметру подшипников; δC– толщина стенки стакана) округляют до ближайшего стандартного числа по ряду R40 ГОСТ 6636-69 (приложение 11). Толщину стенки стакана δc назначают по справочным данным (табл. 10.8) в зависимости от величины D диаметра посадочного отверстия в стакане.
Таблица 10.8. Толщина δC стенки литых стаканов подшипников
|
Диаметр посадочного отверстия в стакане D, мм |
до 52 |
52 … 80 |
80 … 120 |
120 … 170 |
|
Толщина стенки δC , мм |
4 … 5 |
6 … 8 |
8 … 10 |
10 …12,5 |
Толщину δ1 упорного борта и толщину δ2 фланца стакана принимают равными толщине δC его стенки (рис. 10.7). Высоту t упорного борта стакана назначают по справочным данным (табл. 10.9) в зависимости от размера r фаски на наружном кольце подшипников (приложение 1), устанавливаемых в стакан.
Таблица 10.9.
Высота t упорного
борта в отверстии стакана подшипников
|
r, мм |
0,5 |
1,0 |
1,5 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
|
t, мм |
1,0 |
1,8 |
2,5 |
3,0 |
4,0 |
4,8 |
5,5 |
6,5 |
Диаметр резьбы d, количество шпилек (винтов) Z крепления стакана к корпусу редуктора, диаметр фланца стакана Dфл и диаметр D0 окружности, на которой располагаются центры его крепежных отверстий, принимают равными значениям этих же параметров подшипниковой крышки (см. подраздел 10.2).
Для выхода режущего инструмента в посадочном отверстии стакана предусматривают кольцевую канавку (табл. 10.10).
Таблица
10.10. Форма и размеры канавки в отверстии, предназначенной для выхода режущего
инструмента
|
|
D |
b1 |
D1 |
R |
r |
|
до 50 |
3 |
D + 0,5 |
1,0 |
0,5 |
|
|
50…100 |
5 |
D + 1,0 |
1,6 |
0,5 |
|
|
св. 100 |
|
2,0 |
1,0 |
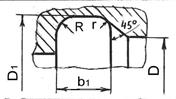
Если осевая нагрузка направлена в сторону, противоположную упорному борту, или не превышает несущей способности стопорного пружинного кольца (подраздел 4), то в этом случае целесообразно использовать более технологичную конструкцию стакана, в которой упорный борт в отверстии заменяют стопорным кольцом (рис. 4.11, в).
Чтобы торцовые поверхности фланца стакана и корпуса редуктора сопрягались по плоскости, на наружной поверхности стакана предусматривают кольцевую канавку (рис. 10.3 и табл. 10.2), форму и размеры которой регламентирует ГОСТ 8820-69.
У торцов наружной цилиндрической поверхности и отверстия стакана выполняют фаски 2,5×45°, необходимые для облегчения его установки в корпус и монтажа подшипников.
Для снижения массы корпуса допускается свисание стакана (рис. 10.7)
b≈(1,5…2,0)δC.
Проточка глубиной 0,5 мм, выполняемая на наружной поверхности стакана, облегчает сборку и сокращает длину этой точно обрабатываемой (обычно шлифуемой) поверхности. Длину точных участков рассматриваемой поверхности стакана, находящихся в контакте с поверхностью отверстия корпуса, принимают равной ширине наружного кольца подшипников, устанавливаемых в стакан. Подобную проточку в отверстии стакана не делают, поскольку в отверстии ее выполнять сложнее, чем на наружной поверхности. Кроме того, такая проточка затрудняет установку подшипников.
В связи с тем, что в процессе сборки редуктора требуется осевое перемещение стакана, в отверстие корпуса стакан устанавливают по посадке H7/js6 или H7/h6.
Ввод вала с комплектом расположенных на нем деталей в корпус редуктора через неразъемные отверстия его подшипниковых гнезд типичен для вертикальных цилиндрических, а также червячных редукторов. Если наружный диаметр подшипников D меньше наружного диаметра dа1 зубьев шестерни или витков червяка, то в этом случае подшипники устанавливают в стакан, имеющий наружный посадочный диаметр Dc не менее чем на 2 мм больше dа1. При этом толщина стенки δC=(DC-D)/2 не должна быть меньше ее значения, определяемого по табл. 10.8. В противном случае толщину стенки принимают равной табличному значению δс, а посадочный диаметр Dc определяют по формуле Dc=D+2δc и согласовывают с числовым рядом R40 ГОСТ 6636-69 (приложение 11).
При фиксировании подшипников рассматриваемых валов по конструктивной схеме 1.2 (рис. 4.1) в процессе сборки редуктора нет необходимости в осевом перемещении стакана подшипников. В связи с этим, стакан в отверстии корпуса редуктора устанавливают по посадке H7/k6 , что позволяет отказаться от применения крепежных винтов и заменить фланец с отверстиями под винты упорным буртом (рис. 12.7). Размеры этого упорного бурта назначают так же, как и размеры кольцевого выступа врезных подшипниковых крышек (см. подраздел 10.1). В остальном конструирование такого стакана ничем не отличается от вышерассмотренного случая конструирования стаканов подшипников.
При фиксировании подшипников по конструктивной схеме "враспор" (схема 2.1 на рис. 4.1) основной установочной базой стакана является опорный торец его фланца. Поэтому цилиндрическая заходная поверхность стакана может быть значительно сокращена. В связи с этим, в рассматриваемом случае целесообразно применение подшипниковых крышек-стаканов (рис. 10.8), устанавливаемых в отверстии корпуса редуктора по посадке H7/js6 или H7/h6.
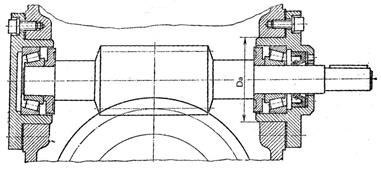
Рис. 10.8. Пример конструктивного
оформления подшипниковых крышек-стаканов
Наружный диаметр Dа заходной цилиндрической поверхности крышки-стакана назначают не менее чем на 2 мм больше наружного диаметра dа1 вершин зубьев шестерни или витков червяка и согласовывают с числовым рядом R40 ГОСТ 6636-69 (прил. 11). При этом толщина стенки заходной цилиндрической части крышки-стакана δC=(Da-D)/2 (где D – наружный диаметр подшипника, устанавливаемого в крышку-стакан) не должна быть меньше 0,9δ (где δ – толщина дна крышки-стакана, назначаемая по табл. 10.7). В противном случае принимают δ2 = (0,9…1,0)δ, а посадочный диаметр Dа определяют по формуле Dа=D+2δ2 и согласовывают с числовым рядом R40 ГОСТ 6636-69.
Размеры упорного борта и кольцевой проточки в посадочном отверстии крышки-стакана назначают так же, как и в вышерассмотренном случае конструирования стаканов подшипников.
В остальном конструирование крышки-стакана ничем не отличается от конструирования накладных подшипниковых крышек (см. подраздел 10.2).
11. Прочностные расчеты элементов крепления накладных крышек подшипников
Целью прочностных расчетов рассматриваемых элементов являются:
- определение необходимого значения σТ предела текучести материала крепежных винтов или шпилек;
- проверка прочности витков резьбы крепежных отверстий подшипниковых гнезд корпуса редуктора.
Необходимость этих прочностных расчетов обусловлена тем, что количество крепежных винтов (шпилек) Z, наружный диаметр резьбы d и глубину h (l1) их завинчивания в корпус редуктора назначают (а не определяют по результатам прочностных расчетов) при выборе подшипниковых крышек (подраздел 10).
Требуемое значение σТ, МПа, предела текучести материала винтов (шпилек) крепления подшипниковых крышек к корпусу редуктора определяют, исходя из условия статической прочности тела их резьбовых участков при действии пиковых нагрузок, по следующей зависимости:
![]()
где Fa max – осевое усилие, передающееся от наиболее нагруженного (в осевом направлении) подшипника рассматриваемого вала редуктора на его крышку при пиковом нагружении редуктора, Н;
[ST] – необходимое значение коэффициента запаса по текучести материала крепежных винтов (шпилек);
Кзат – коэффициент запаса усилия затяжки винтов (шпилек);
χ – коэффициент внешней нагрузки на винт;
z – принятое количество винтов (шпилек) для крепления подшипниковой крышки к корпусу редуктора;
d1 – внутренний диаметр резьбы принятых винтов (шпилек), определяемый по ГОСТ 9150-81 (табл. 11.1).
Таблица 11.1. Основные размеры, мм, метрической резьбы
|
d |
d2 |
d1 |
P |
|
M6 M8 M10 M12 M14 M16 M18 M20 M22 M24 M27 M30 |
5,350 7,188 9,026 10,863 12,701 14,701 16,376 18,376 20,376 22,051 25,051 27,727 |
4,918 6,647 8,376 10,106 11,835 13,835 15,294 17,294 19,294 20,752 23,752 26,211 |
1,0 1,25 1,5 1,75 2,0 2,0 2,5 2,5 2,5 3,0 3,0 3,5 |
Осевое усилие Fa max, Н, действующее на крышку наиболее нагруженного (в осевом направлении) подшипника рассматриваемого вала редуктора при его пиковом нагружении, определяют по следующей формуле:
Famax=Kпик∙Faном∙KδS,
где Kпик = Тпик/Тном – кратность пикового вращающего момента Тпик номинальному вращающему моменту Тном (подраздел 7);
Fa ном – осевое усилие, действующее на рассматриваемую подшипниковую крышку при номинальном режиме нагружения редуктора;
KδS – коэффициент динамичности приложения нагрузки к рассматриваемой подшипниковой крышке, возникающей при пуске редуктора (подраздел 7).
Необходимую величину [ST] коэффициента запаса по текучести материала крепежных винтов (шпилек) назначают в зависимости от наличия (или отсутствия) контроля (при исходной сборке и техническом обслуживании в процессе эксплуатации) уровня затяжки резьбовых соединений деталей.
При контролируемой затяжке резьбовых соединений [ST] = 1,2…1,5.
Если уровень затяжки не контролируют, то в этом случае величину [ST] назначают по справочным данным (табл. 11.2) в зависимости от материала и резьбы винта (шпильки).
Обычно при техническом обслуживании (проводимом в процессе эксплуатации) редукторов общего назначения контроль уровня затяжки резьбовых соединений их деталей – отсутствует. В связи с этим, значения коэффициента запаса [ST] для крепежных винтов (шпилек) подшипниковых крышек таких редукторов необходимо назначать по табл. 11.2.
Таблица 11.2. Значения коэффициента запаса по
текучести [ST]
при неконтролируемой затяжке резьбовых
соединений деталей
|
Материал винта (шпильки) |
Резьба винта (шпильки) |
|
|
М6…М16 |
М16…М30 |
|
|
Значения [ST] |
||
|
Углеродистая сталь |
5,0…4,0 |
4,0…2,5 |
|
Легированная сталь |
6,5…5,0 |
5,0…3,5 |
Величину Kзат коэффициента запаса усилия затяжки крепежных винтов (шпилек) выбирают в зависимости от критерия работоспособности стыка соединяемых деталей, вида прокладок в этом стыке и типа нагрузки на стык.
Затяжка винтов (шпилек) крепления подшипниковых крышек к корпусу редуктора должна обеспечивать герметичность стыка торцовых поверхностей их фланцев с торцовыми поверхностями подшипниковых гнезд корпуса редуктора при наличии в стыке плоских металлических прокладок и в условиях нестационарности его нагружения. В этом случае принимают Кзат = 3…5 (меньшие значения – при использовании для смазывания подшипников пластичного смазочного материала). Если подшипниковая крышка уплотнена резиновым кольцом (рис. 9.9) или пастой "Герметик", то в этом случае Кзат = 2,0…2,5.
В связи с наличием в стыке рассматриваемых деталей плоских металлических прокладок, значение χ коэффициента внешней нагрузки, действующей на винт (шпильку) их крепления, можно назначить в пределах χ= 0,2…0,3.
В соответствии с найденной величиной σТ предела текучести материала крепежных винтов или шпилек (необходимой для обеспечения статической прочности их резьбовых участков), по ГОСТ 1759-70 (табл. 10.5) назначают (при подборе редукторных подшипниковых крышек) класс прочности этих элементов крепления подшипниковых крышек к корпусу редуктора.
Достаточность принятой (см. подраздел 10) глубины завинчивания в корпус редуктора винтов (шпилек) крепления его подшипниковых крышек проверяют по условиям отсутствия смятия и среза витков резьбы крепежных отверстий подшипниковых гнезд корпуса при действии пиковых нагрузок.
Условием отсутствия смятия и среза витков резьбы в крепежных отверстиях наиболее нагруженного (в осевом направлении) подшипникового гнезда рассматриваемого вала редуктора при действии пиковых нагрузок служит одновременное выполнение следующих неравенств:
![]()
![]()
где
![]() ,
, ![]() – соответственно, напряжения смятия и среза,
возникающие в витке резьбы рассматриваемых отверстий при пиковом нагружении редуктора, МПа;
– соответственно, напряжения смятия и среза,
возникающие в витке резьбы рассматриваемых отверстий при пиковом нагружении редуктора, МПа;
Fa max – осевое усилие, передающееся на крышку рассматриваемого подшипникового гнезда при пиковом нагружении редуктора, Н;
Kβ – коэффициент, учитывающий неравномерность распределения нагрузки между витками резьбы;
Кзат – коэффициент запаса усилия затяжки винтов или шпилек;
χ= 0,2…0,3 – коэффициент внешней нагрузки, действующей на винт (шпильку);
Z0 – количество крепежных отверстий в рассматриваемом подшипниковом гнезде;
ZP – расчетное число витков резьбы на глубине h (l1) завинчивания винтов (шпилек) в рассматриваемое отверстие;
Р – шаг резьбы в рассматриваемых отверстиях, мм, назначаемый по ГОСТ 8724-81 (табл. 11.1);
Кn – коэффициент полноты резьбы в отверстии (для метрических резьб Кn = 0,88);
d, d1 – соответственно, наружный и внутренний диаметры резьбы в рассматриваемых отверстиях, мм;
[σcм], [τср] – допускаемые напряжения, гарантирующие отсутствие, соответственно, смятия и среза витков резьбы рассматриваемых отверстий, МПа.
Величину коэффициента Кβ выбирают в зависимости от отношения пределов прочности при растяжении материалов винта (шпильки) σвр в (табл. 10.5) и корпуса σвр к (табл. 11.3): Кβ = 1,3…1,5 при σвр в /σвр к > 1,3, и Кβ = 1,65…1,8 при σвр в /σвр к ≤1,3.
Таблица 11.3. Механические характеристики некоторых материалов, применяемых для изготовления корпусов редукторов
|
Механические характеристики материалов при растяжении |
Материал корпуса редуктора |
||||||||
|
Чугун |
Сталь |
Легкий сплав |
|||||||
|
СЧ15 |
СЧ20 |
СЧ25 |
ВЧ35 |
Ст 3 |
Ст 5 |
20Л |
АЛ4 |
МЛ5 |
|
|
Физический предел текучести σт р, МПа |
– |
– |
– |
(220) |
220 |
275 |
220 |
200 |
120 |
|
Предел прочности σв р, МПа |
150 |
200 |
250 |
350 |
420 |
570 |
420 |
260 |
250 |
|
Примечание. В скобках указано значение σо,2 р условного предела текучести материала при растяжении. |
|||||||||
Расчетное число витков резьбы Zр на проверяемой глубине h завинчивания винтов в рассматриваемые отверстия определяют из условия
![]()
где Р – шаг резьбы, мм.
Для шпилек расчетное число витков резьбы Zр на проверяемой глубине завинчивания l1 определяют из аналогичного условия:
![]()
Если число витков резьбы Zр>6, то в уравнение прочности подставляют Zр = 6. Это обусловлено тем, что следующие (за 6-м) витки резьбы практически не воспринимают внешнюю осевую нагрузку (например, 8-й виток воспринимает только 2% нагрузки, а 10-й – всего 0,89%).
Допускаемые напряжения смятия [σcм] и среза [τср] для витков резьбы рассматриваемых отверстий назначают в долях от допускаемого напряжения растяжения [σр] материала корпуса редуктора. Величина этой доли зависит от вида крепежных деталей (винты или шпильки) завинчиваемых в отверстия рассматриваемого подшипникового гнезда редуктора.
При использовании винтов [σсм]=0,5…0,6[σp]; [τср]=0,25…0,35[σp];
При использовании шпилек [σсм]=[σp]; [τср]=0,5…0,7[σp].
Допускаемые напряжения при растяжении [σp], МПа, для материала корпуса редуктора определяют по следующей формуле:
![]()
где σпред – предельное (для материала корпуса) напряжение растяжения, МПа;
[S] – необходимое значение коэффициента запаса соответствующей прочности.
Для корпусов редукторов, изготовленных из серого чугуна, под sпред понимают предел прочности чугуна при растяжении σв р (табл. 11.3), а коэффициент запаса прочности (по неразрушению) [Sв] в этом случае назначают в пределах [Sв] = 3,0…3,5;
высокопрочного чугуна – его условный предел текучести при растяжении σ0,2 р (табл. 11.3) и коэффициент запаса по текучести [Sт] = 2,0…2,5;
низкоуглеродистой стали или легкого сплава – их физический предел текучести σт (табл. 11.3) и коэффициент [Sт] = 1,3…1,5.
12. Примеры конструктивного оформления подшипниковых узлов редукторов
В этом подразделе рассматриваются только несколько наиболее типичных примеров возможного конструктивного оформления именно схем установки (см. подраздел 4) подшипников редукторных валов (а не редуктора в целом) применительно к подшипниковым узлам конкретных конструкций редукторов основных типов: цилиндрических, конических и червячных.
12.1.
Цилиндрические редукторы
Пример 1. Конструкция горизонтального косозубого двухступенчатого редуктора серийного производства, выполненного по наиболее распространенной в редукторостроении простой развернутой схеме, показана на рис. 12.1.
Зубья колес обеих ступеней рассматриваемого в этом примере редуктора цементованы, имеют окружные скорости V>3 м/с и небольшой (до 18°) делительный угол наклона β. Смазывание зубчатых зацеплений осуществляется погружением зубчатых колес редуктора в масляную ванну картера его корпуса, уровень которой достигает поверхности впадин зубьев колеса быстроходной ступени.
Все валы этого редуктора являются фиксированными в осевом направлении. Осевая фиксация валов осуществлена установкой их подшипников по конструктивной схеме "враспор" (схема 2.1 на рис. 4.1). Достоинства и недостатки этой схемы установки подшипников рассмотрены в подразделе 4 данного раздела.
Применение такой схемы установки подшипников обусловлено (см. подраздел 4.1) сравнительно небольшими расстояниями между опорами валов и малой теплонапряженностью цилиндрических редукторов.
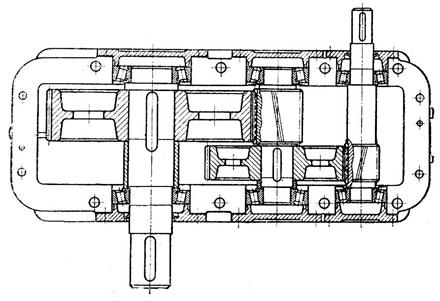
Рис. 12.1. Редуктор цилиндрический
горизонтальный двухступенчатый, выполненный по простой развернутой схеме
Цементация зубьев редукторных колес позволила получить компактный редуктор, с небольшими межосевыми расстояниями валов. Однако в полученные межосевые расстояния "не вписываются" радиальные шариковые подшипники необходимой грузоподъемности. В связи с этим, в опорах валов использованы более грузоподъемные и компактные радиально-упорные роликовые подшипники.
Величина окружной скорости зубчатых колес рассматриваемого редуктора (V>3 м/с) позволяет надежно смазывать его подшипники конденсатом масляного тумана, образующегося при разбрызгивании масла из масляной ванны картера, погруженными в нее зубчатыми колесами. Ближние (к зоне зубчатых зацеплений) подшипники валов-шестерен защищены от избыточного поступления в них масла, вытесняемого из косозубых зацеплений, штампованными маслосбрасывающими кольцами (рис. 8.5).
Снаружи подшипниковые гнезда закрыты стандартными накладными крышками, а выходные концы валов уплотнены при помощи стандартных (ГОСТ 8752-79) самоподжимных резиновых манжет исполнения I (приложение 8 и подраздел 9.1). Герметичность стыков подшипниковых крышек обеспечивают соответствующей затяжкой их крепежных винтов.
Для регулировки "осевой игры" подшипников в рассматриваемом редукторе между фланцами подшипниковых крышек и торцами подшипниковых гнезд его корпуса установлены наборы мерных регулировочных прокладок, изготовленных штамповкой из мягкой жести или латуни, с отверстиями под винты, имеющими диаметры, не менее чем на 2 мм превышающие диаметры крепежных винтов. Наружный контур этих прокладок повторяет контур фланца подшипниковых крышек и не выступает за его габариты.
Обычно в опоре применяют набор прокладок разной толщины, составляющих комплект с общей толщиной 1–2 мм. В комплект входят прокладки толщиной 0,15; 0,2; 0,3 и 0,5 мм, что позволяет выполнять регулировку осевого зазора в подшипниках с точностью до 0,05 мм.
Регулировку подшипников выполняют в следующем порядке. Валы с закрепленными на них деталями и подшипниками устанавливают в корпус редуктора. Затем, последовательно для каждого вала редуктора, одну из его подшипниковых крышек с полным комплектом ее регулировочных прокладок затягивают винтами "до отказа". Вторую (целесообразнее "глухую", чтобы не повредить манжетное уплотнение) устанавливают в отверстие корпуса без регулировочных прокладок. Крепежные винты этой крышки равномерно затягивают, не допуская перекоса крышки. Для правильной ориентации тел качения подшипников относительно беговых дорожек подшипниковых колец вал в процессе затяжки винтов непрерывно проворачивают вручную. Затяжку винтов прекращают после появления заметного сопротивления вращению вала.
Величину зазора, оставшегося между фланцем крышки и торцовой поверхностью подшипникового гнезда, замеряют щупом. Замеры выполняют в 3 – 4 местах по окружности. За расчетный зазор Z принимают среднее арифметическое значение всех произведенных замеров. Необходимую величину К толщины комплекта регулировочных прокладок для рассматриваемой крышки определяют по формуле:
K=Z+Su,
где Z – рабочий зазор;
Sи – рекомендуемое значение "осевой игры" подшипников (табл. 4.2).
Комплект прокладок толщиной К набирают с точностью до 0,05 мм, затем устанавливают на место и подшипниковую крышку затягивают винтами "до отказа".
Правильность проведенной регулировки подшипников проверяют по свободе вращения вала и величине его осевого перемещения, которую измеряют индикатором (обычно часового типа). Индикатор устанавливают неподвижно, так чтобы его измерительный наконечник упирался в торец выходного конца вала (или какую-либо деталь, закрепленную на валу). Прикладывая к валу (обычно при помощи рычага) небольшое усилие, перемещают его в обоих направлениях вдоль оси. Разница в показаниях индикатора выражает величину зазора, имеющегося в подшипниках. Если осевой зазор недостаточен или велик, то вводится соответствующая поправка в толщину комплекта регулировочных прокладок.
Если межосевое расстояние валов редуктора позволяет применить радиальные шарикоподшипники, то в этом случае конструкция подшипниковых узлов редуктора ничем (кроме типа подшипников) не будет отличаться от конструкции, показанной на рис. 12.1. Однако необходимо отметить, что в условиях индивидуального и мелкосерийного выпуска редукторов применяют не штампованные, а точеные маслосбрасывающие кольца (рис. 8.5).
В том случае, когда величина окружной скорости зубчаты колес (V≤3 м/с) не позволяет надежно смазывать подшипники редуктора конденсатом масляного тумана, их смазывают пластичным смазочным материалом (раздел 8), а в конструкцию подшипниковых узлов редуктора, показанную на рис. 12.1, вносят следующие изменения:
- все подшипники от внутренней полости корпуса редуктора отделяют торцовыми упругими шайбами (рис. 8.7, б) – при среднесерийном и более крупных масштабах выпуска редукторов;
- мазеудерживающими шайбами (рис. 8.7, а) – при индивидуальном и мелкосерийном производстве.
При возможности применения радиальных шарикоподшипников целесообразна (в любых условиях производства редукторов) установка подшипников исполнения 180000 (рис.3.1). В этом случае конструкция подшипниковых узлов редуктора ничем (кроме типа подшипников и отсутствием маслосбрасывающих колец) не будет отличаться от конструкции, показанной на рис. 12.1.
Пример 2. Конструкция мощного (Р > 30 кВт) горизонтального двухступенчатого косозубого редуктора серийного выпуска с раздвоенной быстроходной ступенью показана на рис. 12.2.
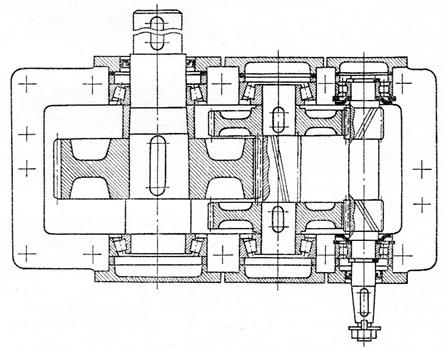
Рис. 12.2. Редуктор цилиндрический
горизонтальный двухступенчатый с раздвоенной быстроходной ступенью
Зубья колес обеих ступеней рассматриваемого в этом примере редуктора цементованы, имеют большой угол наклона (β≥30°) и окружные скорости V>3 м/с. Смазывание зубчатых зацеплений осуществляется погружением колес в масляную ванну картера редуктора, уровень которой достигает поверхности впадин зубьев колес быстроходной ступени.
Для выравнивания нагрузки в зубчатых зацеплениях быстроходный вал редуктора (как менее нагруженный) выполнен "плавающим". В опорах этого вала использованы (см. подраздел 4.2) роликоподшипники исполнения 2000 (рис. 3.5), установленные по конструктивной схеме, показанной на рис. 4.6, а, и обеспечивающие осевое перемещение вала при неравенстве осевых усилий в зацеплении.
В связи с тем, что "плавающие" опоры не воспринимают осевые нагрузки, осевая фиксация колец подшипников быстроходного вала рассматриваемого редуктора произведена наиболее простым способом: разрезными пружинными стопорными кольцами (см. подраздел 4.3). Для компенсации неизбежного (из-за неточностей изготовления деталей) смещения (от осевого номинального положения) наружных колец подшипников быстроходного вала между его "глухой" подшипниковой крышкой и дистанционным кольцом установлен набор мерных компенсаторных прокладок.
Опорами фиксированных промежуточного и тихоходного валов рассматриваемого редуктора служат радиально-упорные роликовые подшипники, установленные по конструктивной схеме "враспор" (см. подраздел 4.1). Применение роликовых подшипников обусловлено небольшими межосевыми расстояниями валов, а также значительными осевыми усилиями в зацеплении тихоходной ступени редуктора (вследствие большого угла наклона колес).
Смазывание и защита подшипников данного редуктора осуществлены также, как и в редукторе, рассмотренном в примере 1.
Применение стандартных подшипниковых крышек потребовало установки в подшипниковых гнездах дистанционных колец. В свою очередь, дистанционные кольца, обеспечили возможность размещения комплектов регулировочных прокладок не между фланцами всех подшипниковых крышек и торцовыми поверхностями подшипниковых гнезд корпуса редуктора (как в примере 1), а только между одной из крышек подшипников каждого вала и ее дистанционным кольцом (рис. 12.2). В этом случае регулировочные прокладки имеют меньшие габариты и более простую конфигурацию (из-за отсутствия отверстий под крепежные винты). Определение необходимой толщины К комплекта регулировочных прокладок, регулировку радиально-упорных подшипников и контроль правильности ее проведения проводят также, как и подшипников валов редуктора, рассмотренного в примере 1.
В связи с тем, что стыках фланцев подшипниковых крышек с корпусом редуктора в рассматриваемом случае отсутствуют регулировочные прокладки, стыкующиеся с корпусом поверхности крышек подшипников при окончательной сборке редуктора покрывают тонким слоем уплотняющей пасты "Герметик". Это позволяет повысить герметичность рассматриваемых стыков при снижении уровня затяжки крепежных винтов подшипниковых крышек.
Если межосевые расстояния валов редуктора позволяют применить радиальные шарикоподшипники, то в этом случае опоры "плавающего" вала конструируют по схеме, приведенной на рис. 4.4, в, а конструкции подшипниковых узлов фиксированных валов ничем (кроме типа подшипников) не будут отличаться от конструкций, показанных на рис. 12.2. Однако необходимо помнить, что в условиях индивидуального и мелкосерийного производства редукторов используют не штампованные, а точеные (рис. 12.3) маслосбрасывающие кольца (вариант I на рис. 8.5).
В том случае, когда величина окружной скорости зубчатых колес (V<3 м/с) не позволяет надежно смазать подшипники редуктора конденсатом масляного тумана, их смазывают пластичным смазочным материалом (раздел 8), и в конструкцию подшипниковых узлов редуктора, показанного на рис. 12.2, вносят изменения, аналогичные изменениям, рассмотренным в примере 1.
Если в тихоходной ступени редуктора, показанного на рис. 12.2, применить колеса с шевронными зубьями, то в этом случае "плавающим" необходимо делать (аналогично быстроходному валу на рис. 12.2) тихоходный вал редуктора, а его промежуточный и быстроходный валы – фиксированными (аналогично тихоходному и промежуточному валам на рис. 12.2).
Пример 3. Конструкция мощного (Р>30 кВт) горизонтального двухступенчатого косозубого редуктора мелкосерийного (в отличие от примера 2) выпуска с раздвоенной быстроходной ступенью показана на рис. 12.3.
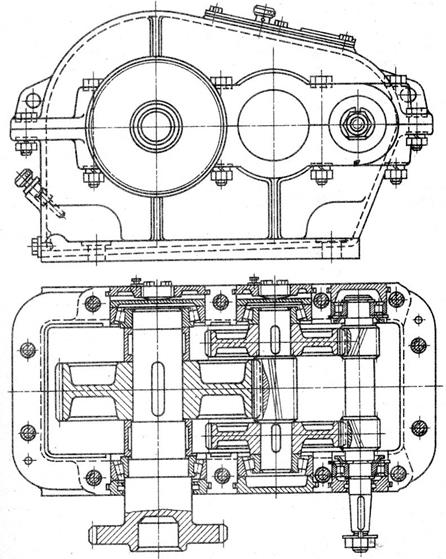
Рис. 12.3 . Редуктор горизонтальный
цилиндрический двухступенчатый
Конструкция подшипниковых узлов рассматриваемого в этом примере редуктора по сравнению с их конструкцией, показанной на рис. 12.2, имеет следующие особенности:
- в ней применены врезные (а не накладные) подшипниковые крышки (подраздел 10.1);
- регулировку "осевой игры" радиально-упорных роликовых подшипников осуществляют установочным винтом, имеющим мелкую метрическую резьбу, через самоустанавливающуюся (по сферическому торцу) шайбу (а не набором мерных регулировочных прокладок);
- валы уплотнены менее эффективными (по сравнению с манжетными) щелевыми уплотнениями (подраздел 9.5);
- в подшипниковых узлах быстроходного вала не предусмотрена компенсация неизбежного (из-за неточностей изготовления деталей) смещения (от своего номинального положения) наружных колец его подшипников, вследствие чего необходимо либо назначать жесткие допуски на взаимное положение кольцевых канавок в отверстиях подшипниковых гнезд корпуса редуктора, либо каждый раз подшлифовывать в необходимый размер торцы подшипниковых крышек, упирающиеся в наружные кольца подшипников;
- на быстроходном валу установлены точеные (в соответствии с возможностями мелкосерийного производства), а не штампованные маслосбрасывающие кольца (рис. 8.5).
В
рассматриваемой конструкции фиксированных опор редукторных валов регулировку
"осевой игры" радиально-упорных роликовых подшипников необходимо
осуществлять следующим образом: в процессе этой регулировки установочный винт
затягивают до появления заметного сопротивления вращению вала при его
проворачивании вручную, затем винт для получения рекомендуемого (табл. 4.2)
значения Sи "осевой игры " подшипников отворачивают
на угол ![]() (где Р – шаг резьбы)
и фиксируют от самоотвинчивания при помощи "сухаря", один конец которого (на рис. 12.3 он –
слева) закреплен на "глухой" крышке подшипника, а другой – вставлен в
один из радиальных пазов, имеющихся на торцовой поверхности установочного
винта.
(где Р – шаг резьбы)
и фиксируют от самоотвинчивания при помощи "сухаря", один конец которого (на рис. 12.3 он –
слева) закреплен на "глухой" крышке подшипника, а другой – вставлен в
один из радиальных пазов, имеющихся на торцовой поверхности установочного
винта.
Правильность проведенной регулировки подшипников проверяют таким же способом, что был рассмотрен в примере 1.
Точность рассматриваемой регулировки "осевой игры" подшипников зависит:
- от точности исполнения шага витков резьбы (в связи с этим, резьбу нужно шлифовать, а это длительный и дорогостоящий процесс, причем осуществляемый на специальных резьбошлифовальных станках специальным абразивным кругом);
- количества положений, в которых может быть застопорен установочный винт (числа радиальных пазов на его торцовой поверхности);
- податливости резьбы и самоустанавливающейся шайбы, которая должна быть весьма жесткой (что проблематично обеспечить при той ее конструкции, которая показана на рис. 12.3).
Все это делает весьма затруднительным достижение такой же точности регулировки "осевой игры" подшипников (до 0,05 мм), которую обеспечивают набором мерных регулировочных прокладок.
Необходимо также отметить, что самоустанавливающаяся шайба обеспечивает равномерно распределенное давление на торец наружного кольца подшипника. Однако это давление не может уравновесить осевые составляющие Sr (рис. 5.5) реакций конических роликов, действующих только на части окружности этого кольца (в зоне нагружения тел качения подшипника). В связи с этим, наружное подшипниковое кольцо перекашивается и подвергается неплоской деформации, которая вызывает неравномерное распределение нагрузки вдоль роликов, снижение ресурса подшипника и износ поверхности отверстия его гнезда.
12.2.
Конические редукторы
Пример 4. Конструкция коническо-цилиндрического двухступенчатого горизонтального редуктора показана на рис. 12.4.
Колеса обеих ступеней рассматриваемого в этом примере редуктора прямозубые, имеют окружные скорости V≥4 м/с. Смазывание зубчатых зацеплений осуществляется погружением колес в масляную ванну картера корпуса редуктора.
Все валы в предлагаемой конструкции редуктора зафиксированы в осевом направлении. Осевая фиксация быстроходного вала редуктора (конической вал-шестерни) осуществлена установкой его подшипников по конструктивной схеме "врастяжку" (схема 2.2 на рис.4.1), а промежуточного и тихоходного – "враспор" (схема 2.1 на рис.4.1). Достоинства и недостатки этих схем установки подшипников рассмотрены в разделе 4 данной работы.
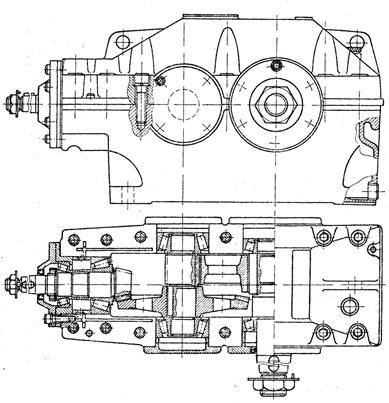
Рис.12.4. Редуктор коническо-цилиндрический
горизонтальный
В опорных узлах всех валов рассматриваемого редуктора использованы радиально-упорные роликовые подшипники, имеющие значительно большую жесткость и грузоподъемность, чем шарикоподшипники. Применение таких подшипников в опорах быстроходного и промежуточного валов обусловлено наличием сравнительно большой по величине осевой составляющей Fa нормального усилия зацепления Fn прямозубой конической передачи и стремлением обеспечить необходимую (для нормальной работы конических зубчатых колес, зацепление которых весьма чувствительно к несовпадению вершин их начальных конусов) жесткость (осевую и радиальную) опор рассматриваемых валов редуктора.
Использование радиально-упорных роликовых (а не радиальных шариковых) подшипников в опорах тихоходного вала (при отсутствии в прямозубом зацеплении цилиндрических колес осевой нагрузки Fa и нечувствительности эвольвентных цилиндрических зубчатых передач к смещениям их колес) продиктовано лишь стремлением не увеличивать количество типов подшипников, применяемых в опорных узлах валов редуктора.
Для удобства регулирования осевого положения конической шестерни левый подшипник быстроходного вала установлен в стакане (подраздел 10.3), имеющем в своем посадочном отверстии упорный борт, вследствие чего это регулирование осуществляют набором мерных регулировочных прокладок, размещенных между фланцем стакана и наружной торцовой поверхностью подшипникового гнезда корпуса редуктора.
Ближний к конической шестерне подшипник нагружен большей (по сравнению с дальним) радиальной силой Fr и, кроме того, воспринимает осевое усилие зацепления Fa , что обусловило выбор для него более грузоподъемной (более тяжелой) серии диаметров. При этом желательно (с целью сокращения номенклатуры применяемых в редукторе подшипников), чтобы типоразмер этого подшипника был такой же, как и у подшипников промежуточного вала редуктора.
Установка ближнего подшипника непосредственно в отверстии подшипникового гнезда корпуса редуктора (а не в общем с другим подшипником стакане) повышает точность радиального положения конической шестерни и увеличивает радиальную жесткость этой наиболее нагруженной опоры быстроходного вала редуктора, что снижает величину его прогибов, вследствие чего уменьшается (а это особенно актуально при консольном расположении шестерни) концентрация нагрузки на зубья колес конической передачи и увеличивается вероятность безотказной работы редуктора.
В рассматриваемой конструкции опорных узлов быстроходного вала коническо-цилиндрического редуктора регулировку "осевой игры" его радиально-упорных подшипников предлагается производить при помощи круглой шлицевой гайки (приложение 2), предохраняемой от самоотвинчивания стопорной лапчатой шайбой (прил. 3).
Закручиванием (в процессе регулировки подшипников) этой гайки внутреннее кольцо левого подшипника перемещают по валу в осевом направлении до его упора в торец компенсаторной втулки, расположенной между внутренними кольцами подшипников быстроходного вала редуктора. Затем гайку отворачивают на необходимую величину угла φ (см. пример 3) и стопорят от самоотвинчивания лапчатой шайбой.
Для обеспечения необходимого (при регулировке подшипников) осевого перемещения внутреннего кольца левого подшипника посадочный диаметр этой цапфы быстроходного вала редуктора выполняют с допуском h6 или jS6.
Применение компенсаторной втулки (с подшлифованными торцами) улучшает базирование внутреннего кольца левого подшипника и исключает влияние на качество регулировки подшипников квалификации сборщика (в противном случае подшипники можно легко недотянуть или перетянуть).
Требуемое расположение в отверстии подшипникового гнезда корпуса редуктора наружных колец подшипников его быстроходного вала обеспечивает дистанционная втулка, установленная между торцами стакана левого подшипника и наружного кольца правого подшипника.
Рассмотренный способ регулировки подшипников весьма надежен, но каждый раз вновь (при сборке следующего редуктора) требует точных измерений ширины колец подшипников собираемого быстроходного вала и тщательной пригонки "по месту" (подшлифовкой торцов в необходимый, причем каждый раз другой, размер) компенсаторной и дистанционной втулок.
В предложенной конструкции опорных узлов промежуточного и тихоходного валов коническо-цилиндрического редуктора регулировку "осевой игры" их радиально-упорных подшипников осуществляют набором мерных регулировочных прокладок, устанавливаемых в стыках фланцев всех накладных "глухих" подшипниковых крышек с наружными торцовыми поверхностями подшипниковых гнезд корпуса редуктора. Определение толщины К комплекта регулировочных прокладок, регулировку рассматриваемых подшипников и контроль правильности проведения этой регулировки выполняют также, как это рекомендуется в примере 1.
Величина окружной скорости зубчатых колес рассматриваемого редуктора (V≥4 м/с) позволяет надежно смазывать все его подшипники (в том числе и удаленно расположенный левый подшипник быстроходного вала) конденсатом масляного тумана, образующегося при разбрызгивании масла из масляной ванны картера, погруженными в нее зубчатыми колесами.
Для смазывания подшипников быстроходного вала редуктора на стыковочной горизонтальной поверхности нижней части его разъемного корпуса выфрезерованы канавки, неперекрываемые горизонтальной стыковочной поверхностью крышки корпуса редуктора. Конденсат масляного тумана, образующий на вертикальных стенках внутренней полости этой крышки стекает в указанные канавки, откуда через кольцевую проточку и два радиальных отверстия, выполненные в дистанционной втулке, поступает во внутреннюю полость рассматриваемого подшипникового гнезда.
Полости всех подшипниковых гнезд предлагаемой конструкции редуктора, чтобы обеспечить свободное проникание конденсата масла в их подшипники, открыты внутрь его корпуса. В связи с этим, необходимо отметить, что в подшипниковом узле, расположенном рядом с цилиндрической прямозубой шестерней, у которой наружный диаметр зубчатого венца меньше наружного диаметра его подшипника, отсутствует маслосбрасывающее кольцо (рис. 8.5). Отсутствие такого кольца обусловлено тем, что из зацепления прямозубых цилиндрических колес масло не вытесняется (в отличие от косозубых), вследствие чего нет необходимости в защите подшипника от попадания в него избыточного количества масла и продуктов износа зубьев колес этой ступени редуктора.
Снаружи подшипниковые гнезда корпуса редуктора закрыты стандартными (исключая крышку подшипникового стакана быстроходного вала) накладными крышками, малая длина цилиндрического заходного участка которых обусловила установку между ними и наружными кольцами подшипников дистанционных колец.
Выходные концы валов редуктора уплотнены стандартными (ГОСТ 8752-79) самоподжимными манжетами исполнения I (приложение 8), а герметичность стыков подшипниковых крышек и стакана обеспечивает соответствующая затяжка их крепежных винтов.
4.1. Вариант конструктивного оформления сборочного подузла " Вал быстроходный" конических горизонтальных тихоходных (окружная скорость колес V < 3 м/с) редукторов показан на рис. 12.5.
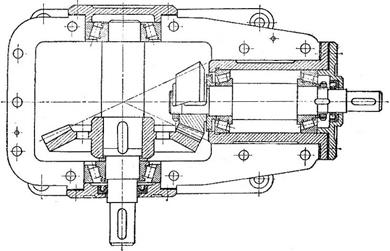
Рис. 12.5. Вариант конструктивного оформления установки подшипников вала конической шестерни
В предлагаемом варианте конструктивного оформления опор быстроходного вала конических редукторов радиально-упорные роликовые подшипники установлены в стакане (подраздел 10.3) по конструктивной схеме "враспор" (схема 2.1 на рис. 4.1). Достоинства и недостатки этой схемы рассмотрены в разделе 4 данной работы.
Внутренние кольца подшипников в осевом направлении зафиксированы при помощи упорных заплечиков вала и круглых шлицевых гаек (прил. 2), предохраняемых от самоотвинчивания стопорными лапчатыми шайбами (прил. 3). С целью предупреждения возможных (при сборке узла) повреждений сепаратора правого подшипника, между внутренним кольцом этого подшипника и лапчатой шайбой, стопорящей круглую шлицевую гайку, установлено дистанционное кольцо.
Регулировку "осевой игры" радиально-упорных подшипников в предлагаемой конструкции узла быстроходного вала конических редукторов осуществляют набором мерных регулировочных прокладок, установленных в стыке фланцев стакана подшипников и накладной нестандартной подшипниковой крышки. Определение необходимой толщины К комплекта регулировочных прокладок, регулировку рассматриваемых подшипников и контроль правильности проведения этой регулировки выполняют так же, как это рекомендуется в примере 1.
Регулировку осевого положения конической шестерни производят (после регулировки подшипников) набором мерных регулировочных прокладок, помещаемых в стыке фланца стакана подшипников с торцовой поверхностью подшипникового гнезда корпуса редуктора.
Подшипники в рассматриваемом варианте конструктивного оформления опор быстроходного вала конических редукторов смазывают пластичным (раздел 8) смазочным материалом, закладываемым (при сборке узла) во внутреннюю полость стакана подшипников. Это обусловлено тем, что в рассматриваемом случае величина окружной скорости колес (V<3 м/с) не позволяет надежно смазывать эти подшипники конденсатом масляного тумана, образующегося при разбрызгивании масла из масляной ванны картера, погруженными в нее зубчатыми колесами редуктора.
От внутренней полости корпуса редуктора полость подшипникового стакана отделена мазеудерживающей шайбой (рис.8.7, а). Однако необходимо отметить, что в условиях среднесерийного и при более крупных масштабах производства редукторов обычно применяют более эффективные торцовые упругие шайбы (рис.8.7, б).
Снаружи полость подшипникового стакана закрыта нестандартной накладной крышкой (подраздел 10.2), прикрепляемой (совместно со стаканом подшипников) к торцу подшипникового гнезда корпуса редуктора при помощи крепежных шпилек (табл. П10.3) и гаек (табл. П10.4), предохраняемых от самоотвинчивания пружинными стопорными шайбами (табл. П10.5).
Выходной конец вала конической шестерни уплотнен стандартной (ГОСТ 8752-79) самоподжимной резиновой манжетой исполнения I (прил. 8), а герметичность стыков стакана и накладной подшипниковой крышки обеспечивает соответствующая затяжка их крепежных гаек.
Если величина окружной скорости (V>3 м/с) зубчатых колес редуктора позволяет смазывать его подшипники конденсатом масляного тумана, то в этом случае смазывание подшипников вала конической шестерни, установленных по варианту "враспор" (рис. 12.5), осуществляют по рекомендациям, рассмотренным в примере 4.
4.2 Вариант конструктивного оформления только лишь опорных узлов вала конической шестерни мощных (P>20 кВт) конических горизонтальных редукторов показан на рис. 12.6.
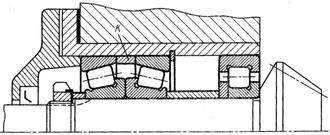
Рис. 12.6. Вариант конструктивного
оформления опорных узлов вала конической шестерни
В рассматриваемом случае вал конической шестерни в осевом направлении зафиксирован только в одной (левой) опоре, а другая его опора выполнена "плавающей" (схема 1.2 на рис. 4.1). Достоинства и недостатки такой схемы фиксирования редукторных валов рассмотрены в подразделе 4 данного раздела.
Для обеспечения повышенной (что особенно необходимо для мощных конических передач) жесткости опор вала конической шестерни в предлагаемом варианте их конструктивного оформления применены роликовые (а не шариковые, менее жесткие) подшипники.
В фиксированной (левой) опоре, воспринимающей осевую нагрузку любого направления, для повышения ее жесткости установлены два одинарных радиально-упорных роликовых подшипника со сведенными (соответствующей регулировкой) до минимума (табл. 4.1) имевшиеся в них первоначальные зазоры.
В "плавающей" опоре вала, для повышения ее радиальной жесткости, установлен роликовый (а не более дешевый шариковый) радиальный подшипник исполнения 92000 (рис. 3.5), причем имеющий такой же наружный диаметр, как и подшипники фиксированной опоры. Применение подшипников с одинаковыми наружными диаметрами позволило произвести их установку в бесступенчатом (более технологичном) посадочном отверстии подшипникового стакана.
Регулирование радиально-упорных подшипников фиксированной опоры вала конической шестерни в рассматриваемом варианте конструктивного оформления его опорных узлов осуществляют подбором и тщательной пригонкой "по месту" (подшлифовкой торцов в необходимый, причем каждый раз другой, размер) компенсаторного кольца К.
Для удобства регулирования (набором мерных регулировочных прокладок, помещаемых между фланцем стакана подшипников и торцовой поверхностью подшипникового гнезда корпуса редуктора) осевого положения конической шестерни в стакан заключены обе опоры ее вала. Однако необходимо учитывать, что в этом случае несколько снижается радиальная жесткость опор и точность радиального положения шестерни.
Необходимо также отметить, что в рассматриваемом варианте конструктивного оформления опор вала, осевое усилие Fa зацепления конических зубчатых колес направлено в сторону подшипниковой крышки. Такое направление усилия Fa обусловило возможность использования в посадочном отверстии стакана подшипников (вместо нетехнологичного упорного борта) внутреннего стопорного пружинного кольца (рис. 4.11, в), установленного в кольцевой проточке этого отверстия.
12.3.
Червячные редукторы
Пример 5. Пример конструкции цилиндро-червячного редуктора показан на рис. 12.7.
В этом примере рассматривается двухступенчатый редуктор, корпус которого имеет горизонтальный разъем по осям отверстий подшипниковых гнезд только вала червячного колеса. Первую его ступень составляет прямозубая цилиндрическая передача с верхним расположением шестерни, имеющая окружную скорость колес 4≤V≤5 м/с, а вторую – червячная передача с нижним расположением червяка, изготовленного за одно целое с валом, имеющего окружную скорость V1<4 м/с и пролет (расстояние между подшипниками) L≥300 мм. Окружная скорость червячного колеса V2<1,5 м/с.
Смазывание зубчатого и червячного зацеплений осуществляется погружением цилиндрического зубчатого колеса и червяка в общую масляную ванну, уровень которой достигает центра нижнего шарика правого подшипника червяка.
Все валы в рассматриваемой конструкции редуктора зафиксированы в осевом направлении. Осевая фиксация цилиндрической вал-шестерни и вала червячного колеса осуществляется установкой их подшипников по конструктивной схеме "враспор" (схема 2.1 на рис. 4.1), а вала червяка, на котором консольно расположено колесо цилиндрической зубчатой передачи, – по схеме 1.2, показанной на рис. 4.1. Выбор такой схемы установки подшипников вала червяка обусловлен довольно значительной величиной его пролета (L≥300 мм). Достоинства и недостатки этих схем установки подшипников рассмотрены в разделе 4 данной работы.
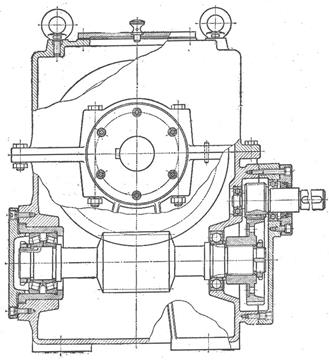
Рис. 12.7. Редуктор цилиндро-червячный
В опорах цилиндрической вал-шестерни установлены радиальные шариковые подшипники, причем имеющие разные наружные диаметры (больший – у правого, наиболее нагруженного, подшипника). Это увеличивает номенклатуру применяемых в редукторе подшипников, но в то же время, дает возможность при сборке редуктора монтировать вал-шестерню (с расположенными на ней подшипниками) уже после установки в корпус редуктора вала червяка в комплекте с его опорами, монтажа цилиндрического зубчатого колеса, регулировки подшипников фиксированной опоры вала червяка и монтажа боковой крышки корпуса редуктора, что упрощает и ускоряет процесс общей сборки редуктора.
Осевая фиксация подшипников вал-шестерни осуществлена следующим образом:
- в отверстии корпуса редуктора – односторонняя, при помощи упорного борта (хотя при отсутствии в прямозубом зацеплении цилиндрических колес осевой составляющей Fa усилия зацепления Fn , целесообразнее при помощи стопорного пружинного кольца, так как в этом случае посадочное отверстие получается не ступенчатым, а гладким, что более технологично);
- в отверстии боковой крышки корпуса редуктора – односторонняя, накладной сквозной подшипниковой крышкой;
- на цапфах вал-шестерни – двухсторонняя, посадкой с натягом до упора в заплечики вала (целесообразно только при отсутствии осевых нагрузок).
В опорах вала червячного колеса применяют только роликовые радиально-упорные подшипники, обладающие большей жесткостью, чем шарикоподшипники. Это обусловлено повышенной чувствительностью червячного зацепления к осевому смещению (от главной осевой плоскости червяка) червячного колеса, нарушающему правильность процесса зацепления витков червяка с зубьями колеса.
В фиксированной (левой) опоре вала червяка, воспринимающей осевую нагрузку любого направления, для повышения ее жесткости установлены по принципу зеркальной симметрии два одинарных радиально-упорных роликовых подшипника со сведенными (соответствующей регулировкой) до минимума (табл. 4.1) имеющимися в них первоначальными зазорами.
В рассматриваемом случае наружный диаметр витков червяка превышает наружный диаметр радиального шарикового подшипника его "плавающей" опоры. В связи с этим, для беспрепятственного ввода вала червяка в комплекте с его опорами (но без цилиндрического зубчатого колеса) в корпус редуктора подшипники фиксированной опоры установлены в стакане, имеющем наружный диаметр своей посадочной поверхности, превышающий наружный диаметр подшипника "плавающей" опоры рассматриваемого вала редуктора. Для повышения жесткости этой опоры стакан в отверстии корпуса редуктора установлен по посадке H7/k6 , что в свою очередь, позволило отказаться от применения крепежных винтов и заменить фланец с отверстиями под винты упорным буртом (подраздел 10.3).
Двухсторонняя фиксация в осевом направлении внутренних колец радиально-упорных подшипников вала червяка осуществлена при помощи упорного бурта (специально для этого выполненного) и круглой шлицевой гайки (приложение 2), предохраняемой от самоотвинчивания стопорной лапчатой шайбой (приложение 3). С целью предупреждения возможных (при сборке узла) повреждений сепаратора левого из рассматриваемых подшипников, между внутренним кольцом этого подшипника и лапчатой шайбой, стопорящей круглую шлицевую гайку, установлено дистанционное кольцо. Наружные кольца рассматриваемых подшипников в осевом направлении зафиксированы при помощи упорного борта отверстия стакана и накладной "глухой" подшипниковой крышки.
В "плавающей" опоре вала червяка установлен радиальный шариковый подшипник, внутреннее кольцо которого закреплено в осевом направлении так же, как внутренние кольца подшипников фиксированной опоры рассматриваемого (промежуточного) вала редуктора, только, в отличие от них, между его дистанционным кольцом и стопорной лапчатой шайбой установлена еще одна деталь – цилиндрическое зубчатое колесо. Применение в этой опоре вала червяка шарикового, а не более жесткого роликового радиального подшипника исполнения 2000, обусловлено тем, что при такой величине пролета червяка (L³300 мм) весьма затруднительно получить требуемую (роликовыми подшипниками, очень чувствительными к перекосам своих колец) соосность посадочных мест подшипников. Помимо этого, роликовые радиальные подшипники дефицитны, так как их выпускают в значительно меньшем количестве, чем шарикоподшипники.
Регулировку "осевой игры" радиально-упорных подшипников рассматриваемой в этом примере конструкции редуктора осуществляют набором мерных регулировочных прокладок, устанавливаемых в стыке фланцев накладных подшипниковых крышек с торцовой поверхностью подшипниковых гнезд корпуса редуктора. Определение толщины К комплекта регулировочных прокладок, регулировку рассматриваемых подшипников и контроль правильности проведения этой регулировки выполняют также, как это рекомендуется в примере 1.
Подшипники вала червяка смазываются окунанием их тел качения в масляную ванну.
Величина окружной скорости червячного колеса (V2≤1,5 м/с) не позволит смазывать подшипники его вала конденсатом масляного тумана. В связи с этим, подшипники вала червячного колеса смазывают пластичным смазочным материалом (подраздел 8) и от внутренней полости корпуса редуктора отделяют:
- мазеудерживающими шайбами (рис. 8.7, а) – при индивидуальном и мелкосерийном производстве редукторов;
- торцовыми фасонными упругими шайбами (рис. 8.7, б) – при среднесерийном и более крупных масштабах выпуска редукторов.
Величина окружной скорости цилиндрических зубчатых колес (V≥4 м/с) позволяет надежно смазывать подшипники цилиндрической вал-шестерни конденсатом масляного тумана, образующегося при разбрызгивании масла из масляной ванны картера, погруженным в нее цилиндрическим зубчатым колесом.
Отсутствие в подшипниковых узлах цилиндрической вал-шестерни маслосбрасывающих колец (рис. 8.5) обусловлено тем, что из зацепления прямозубых цилиндрических колес масло не вытесняется (в отличие от косозубых), вследствие чего нет необходимости в защите рассматриваемых подшипников от попадания в них избыточного количества масла и продуктов износа зубьев колес этой ступени редуктора.
Снаружи подшипниковые гнезда корпуса редуктора закрыты накладными подшипниковыми крышками. Выходные концы валов рассматриваемого редуктора уплотнены стандартными (ГОСТ 8752-74) самоподжимными манжетами исполнения I (приложение 8), а герметичность стыков подшипниковых крышек обеспечивает соответствующая затяжка их крепежных винтов.
Пример 6. Конструкция одноступенчатого маломощного (Р≤3 кВт) быстроходного (окружная скорость червяка V1≥10 м/с) червячного редуктора с боковым расположением червяка и вертикальным валом червячного колеса показана на рис. 12.8.
Червяк рассматриваемого в этом примере редуктора изготовлен за одно целое с валом и имеет пролет L≤250 мм. Уровень масляной ванны для смазывания червячного зацепления, имеющего КПД не превышающий 80%, и подшипников быстроходного вала редуктора, достигающий поверхности впадин витков червяка, расположен ниже верхнего торца подшипникового гнезда нижнего подшипника вала червячного колеса.
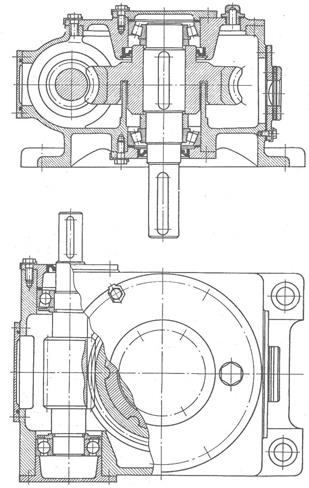
Рис. 12.8. Редуктор одноступенчатый
червячный с вертикальным валом червячного колеса
Все валы этого редуктора зафиксированы в осевом направлении. Осевая фиксация валов осуществлена установкой их подшипников по конструктивной схеме "враспор" (схема 2.1 на рис. 4.1). Достоинства и недостатки этой схемы установки подшипников рассмотрены в подразделе 4 данного раздела.
Применение такой схемы установки подшипников обусловлено (см. подраздел 4.1) сравнительно небольшими расстояниями между опорами валов и малой (из-за небольшого значения передаваемой мощности) теплонапряженностью рассматриваемого редуктора.
В опорах вала червяка установлены радиально-упорные шариковые подшипники, имеющие большую (по сравнению с роликовыми) быстроходность и меньшие значения моментов сил трения, что весьма существенно для быстроходных червячных редукторов, вследствие сравнительно низкого (≤0,8) значения КПД червячного зацепления. Помимо этого, необходимо отметить, что применение шарикоподшипников значительно упрощает обработку их посадочных мест, вследствие более низких (по сравнению с роликовыми подшипниками, весьма чувствительными к перекосам своих колец) требований, предъявляемых в этом случае к несоостности установки подшипников.
Подшипники вала червяка смазываются окунанием их тел качения в масляную ванну картера корпуса редуктора. Расположение этих подшипников вблизи зоны червячного зацепления обусловило установку на валу червяка маслоотбойных колец (рис. 8.10), защищающих подшипники от попадания в них избыточного количества масла, вытесняемого из червячного зацепления в процессе работы редуктора, и продуктов износа зубьев червячного колеса.
Подшипники вертикального вала червячного колеса смазывают пластичным смазочным материалом (подраздел 8).
Для предотвращения вытекания смазки из верхней опоры вала червячного колеса в отверстии подшипникового гнезда крышки корпуса редуктора установлена стандартная (ГОСТ 8752-79) самоподжимная манжета исполнения I (прил. 8), уплотняющая наружную поверхность ступицы червячного колеса.
Для предупреждения попадания масла из картера редуктора в полость нижней опоры вала червячного колеса наружная поверхность подшипникового гнезда этой опоры образует с поверхностью глубокой проточки, выполненной в червячном колесе, лабиринтное уплотнение (подраздел 9).
Регулировку "осевой игры" подшипников рассматриваемого редуктора, определение толщины К комплекта мерных регулировочных прокладок, устанавливаемых между торцами заходных участков накладных подшипниковых крышек и наружных колец подшипников, контроль правильности проведения этой регулировки выполняется так же, как это рекомендуется в примере 1.
Выходные концы валов рассматриваемого редуктора уплотнены стандартными (ГОСТ 8752-79) самоподжимными манжетами исполнения I (приложение 8), а герметичность стыков подшипниковых крышек с корпусом редуктора и его крышкой обеспечивают уплотняющей пастой "Герметик", наносимой (при окончательной сборке редуктора) тонким слоем на эти стыкующиеся поверхности, и соответствующей затяжкой крепежных винтов накладных подшипниковых крышек.
Использование уплотняющей пасты, например, герметика ВГК-18 №2 МРТУ 07-6012-63, продиктовано стремлением, обеспечивая необходимую герметичность рассматриваемых стыков, снизить требуемый (при отсутствии в них регулировочных прокладок, изготавливаемых из мягкой жести или латуни) уровень затяжки крепежных винтов подшипниковых крышек.
13. Основные принципы конструирования узлов трения, содержащих подшипники качения
Если конструктор на основании расчета выбрал необходимый типоразмер подшипника качения для узла трения с учетом требований долговечности, теплоотвода и способа смазки, то перед ним возникает новая задача - правильно сконструировать подшипниковый узел. Для широкого диапазона габаритных размеров, нагрузок и скоростей механизмов транспортных машин можно выделить следующий комплекс общих требований, которым должен удовлетворять любой подшипниковый узел для обеспечения надежной работы установленных в нем опор качения:
1. Конструктивное и технологическое обеспечение соосности посадочных мест подшипников каждого из валов, достигаемое, как правило, расточкой, а если возможно, шлифовкой на проход двух или нескольких гнезд под подшипники для каждого вала.
2. Возможное снижение числа стыков в элементах узла (например, использование стаканов и переходных втулок, в которых вмонтированы подшипники, лишь в тех случаях, когда конструктивное решение без них было бы невозможным. Таким образом улучшаются соосность и отвод тепла от подшипника).
3. Обеспечение удобства монтажа-демонтажа подшипников и узла в целом.
4. Выбор посадок внутренних колец на вал и наружных колец в корпус с обеспечением жесткой связи за счет посадочного натяга для того кольца, которое вращается вместе с валом или корпусом. При этом посадки с большими натягами допустимы лишь при очень больших и особенно при ударных нагрузках.
В малогабаритных приборах оптимальными являются натяги 0 - 3 мкм. Для невращающихся колец натяг заменяется небольшим зазором. В приборах зазоры равны 2 - 5 мкм, иногда они несколько больше.
5. При сравнительно длинных валах (L=(10÷12)d) монтаж одной из опор с фиксацией в осевом направлении, а остальные - "плавающие", т.е. без осевой фиксации. "Плавающий" подшипник, жестко фиксированный своим вращающимся кольцом, должен иметь посадку для второго кольца, позволяющую ему с малым сопротивлением перемещаться при тепловых деформациях вала или корпуса. Фиксируется, как правило, более нагруженный подшипник, на который передаются возможные двусторонние осевые усилия, что должно быть учтено при его выборе. Легко нагруженная опора, естественно, легче "плавает" в осевом направлении.
6. В узлах с радиально-упорными подшипниками (несдвоенного типа и немногоконтактными) обычно фиксируются односторонне оба подшипника, причем предпочтителен заранее рассчитанный натяг, осуществляемый пружинами или жесткими крышками с прокладками. При отсутствии особых требований к точности и жесткости узла допустима регулировка осевой игры парного комплекта подшипников в узких пределах.
7. Если перекос вала вследствие смещения осей гнезд под подшипники превосходит 15¢ - 20¢, лучше использовать самоустанавливающиеся (сферические) подшипники. В этом случае схема установки с фиксированной опорой обязательна.
8. Отклонения от перпендикулярности заплечников вала и корпуса относительно оси вращения должны быть минимальны. В зависимости от точности узла они находятся в пределах 2 - 20 мкм, причем для крупных подшипников допустимы несколько большие отклонения.
9. Исключение (по возможности) регулировки осевого смещения подшипников резьбовыми деталями, так как даже при мелкой резьбе определенный перекос упорного торца неизбежен.
10. Использование упорных подшипников на горизонтальных валах, несмотря на их повышенную осевую жесткость, нежелательно, а при повышенных частотах вращения вообще недопустимо из-за возникновения возможности смещения комплекта шариков с сепаратором относительно колец при разгрузке подшипника, а также вследствие гироскопических эффектов и нагружения краев колец центробежными силами шариков. В этом случае используются упорно-радиальные или радиально-упорные подшипники.
11. Осевое крепление концевых подшипников на валах обязательно при значительных и особенно при ударных нагрузках. Легкие приборные подшипники, как правило, не требуют осевого крепления при наличии правильно выбранных посадок. При этом осевая фиксация должна обеспечиваться крышкой или заплечником корпуса.
12. Установка радиально-упорных подшипников враспор с фиксацией и регулировкой торцевыми крышками допустима при длине валов L≤(10÷12)d. При большей длине валов лучше устанавливать сдвоенный радиально-упорный шарико- или роликоподшипник, а прочие опоры выполнять "плавающими".
13. При вращающихся наружных кольцах и установке двух радиально-упорных подшипников на оси неизбежна регулировка гайкой, навинчивающейся на резьбовой хвостовик этой оси. Гайка и хвостовик должны иметь мелкую резьбу и надежный замок против саморазвинчивания.
14. Для осевой фиксации подшипников допустимо использование пружинных колец, вставляемых в проточки на валу или в корпусе. При больших осевых усилиях установка стопорных колец недопустима.
15. Безбортовые кольца плавающих роликоподшипников с короткими цилиндрическими роликами должны иметь двустороннюю фиксацию, поскольку "плавание" обеспечивается небольшим осевым смещением роликов по неподвижной (в осевом направлении) дорожке качения безбортового кольца.
16. Пластичные смазочные материалы должны закладываться в корпуса в объемах не более 1/3 свободного пространства, не занятого подшипником.
17. Жидкие масла заливаются в корпус до уровня центра тела качения, расположенного в подшипнике ниже всех других тел качения.
18. При фитильном смазывании рекомендуется, чтобы фитиль упирался в маслоподъемный корпус, примыкающий к внутреннему кольцу подшипника на уровне зазора плавания сепаратора.
19.
При вращающихся уплотнениях и маслоотбойных шайбах
необходимы гарантированные зазоры их относительно корпусных гнезд в пределах 0,3-
Эффективность приведенных выше конструкторских приемов подтверждена как отечественной, так и зарубежной практикой.
Вопросы для самопроверки
- Каковы основные принципы конструирования подшипниковых узлов?
- С какой целью применяются уплотнения в подшипниковых узлах?
- Какие типы уплотнений применяют для подшипниковых узлов?
- Какие посадки на вал и в корпус назначаются для подшипников качения?
- Как выполняется монтаж и демонтаж подшипников качения?
- Какие виды смазок применяются для подшипников качения?
- Как подбирают подшипники качения по таблицам каталога?
- Какие различают опоры по способности фиксировать осевое положение вала? Какие нагрузки могут воспринимать эти опоры? Какие типы подшипников применяют в них?
- Какие применяют способы крепления колец подшипников на валах и в корпусах?
- Для чего применяют смазывание подшипников качения, какими способами его осуществляют?
- С какой целью и какие виды уплотняющих устройств применяют в подшипниковых узлах?
- Как производят монтаж и демонтаж подшипников качения?
- Как называется показанная на рисунке схема установки
подшипников?
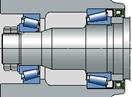
1. В распор
2. В растяжку
3. С плавающей опорой
4. С фиксирующей опорой
- Как называется показанная на рисунке схема установки
подшипников?
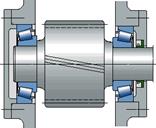
1. В распор
2. В растяжку
3. С плавающей опорой
4. С фиксирующей опорой
- Как называется показанная на рисунке схема установки
подшипника?

1. На закрепительной втулке
2. На гладком валу
3. С помощью гайки
4. С помощью шайбы
- Как называется показанная на рисунке схема установки
подшипников?
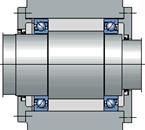
1. В распор
2. В растяжку
3. С плавающей опорой
4. С фиксирующей опорой
- Как называется показанная на рисунке схема установки
подшипников?

1. В распор
2. В растяжку
3. С плавающей опорой
4. С фиксирующей опорой
- Как должна изменяться
ширина зазора с увеличением диаметра вала
цапфы?
1. Увеличивается
2. Уменьшается
3. Необходимо произвести соответствующий расчет
- На рисунке показано два варианта
монтажа подшипников качения. В каком случае удобнее монтировать правый
подшипник качения?

1. Рисунок а)
2. Рисунок б)
- Какая система смазывания
подшипников качения у прямозубого редуктора, показанного на рисунке?

1. Пластичная
2. Жидкая в масляной ванне
3. Масляным туманом
4. Жидкая под давлением
- Какая из указанных на рисунке
конструкций подшипникового узла будет надежнее в работе?

1. Рисунок а)
2. Рисунок б)
- Определите тип уплотнения
в подшипниковом узле, показанном на рисунке?

1. Контактное
2. Мазеудерживающее кольцо
3. Щелевое
4. Лабиринтное
5. Комбинированное
- Какую нагрузку
воспринимает подшипник 1 в подшипниковом узле, показанном на рисунке?
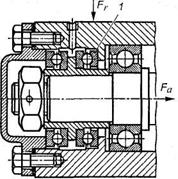
1. Радиальную Fr
2. Осевую Fa
3. Fr + Fa
4. Нагрузки не воспринимает
- Определить по диаметру
вала номера подшипников 1 и 2 (см.
рисунок).
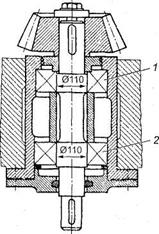
1) 312
2) 4332
3) 7322
4) 6311
5) 8452
Приложения
Приложение
1. Выборки из каталогов некоторых типов подшипников
Таблица П1.1. Шарикоподшипники радиальные однорядные ГОСТ 8338-75

|
Условное обозначение подшипника |
Размеры, мм |
Грузоподъемность, Н |
Масса, кг |
|||
|
d |
D |
B |
Динамическая C |
Статическая C0 |
||
|
особолегкая серия 100 |
||||||
|
104 |
20 |
42 |
12 |
9360 |
4500 |
0,07 |
|
105 |
25 |
47 |
12 |
11200 |
5600 |
0,08 |
|
106 |
30 |
55 |
13 |
13300 |
6800 |
0,12 |
|
107 |
35 |
62 |
14 |
15900 |
8500 |
0,16 |
|
108 |
40 |
68 |
15 |
16800 |
9300 |
0,19 |
|
109 |
45 |
75 |
16 |
21200 |
12200 |
0,24 |
|
110 |
50 |
80 |
16 |
21600 |
13200 |
0,25 |
|
111 |
55 |
90 |
18 |
28100 |
17000 |
0,39 |
|
112 |
60 |
95 |
18 |
29600 |
18300 |
0,39 |
|
113 |
65 |
100 |
18 |
30700 |
19600 |
0,45 |
|
114 |
70 |
110 |
20 |
37700 |
24500 |
0,60 |
|
115 |
75 |
115 |
20 |
39700 |
26000 |
0,66 |
|
116 |
80 |
125 |
22 |
47700 |
31500 |
0,85 |
|
117 |
85 |
130 |
22 |
49400 |
33500 |
0,91 |
|
118 |
90 |
140 |
24 |
57200 |
39000 |
1,20 |
|
119 |
95 |
145 |
24 |
60500 |
41500 |
1,21 |
|
120 |
100 |
150 |
24 |
60500 |
41500 |
1,29 |
|
Легкая серия 200 |
||||||
|
204 |
20 |
47 |
14 |
12700 |
6200 |
0,10 |
|
205 |
25 |
52 |
15 |
14000 |
6950 |
0,12 |
|
206 |
30 |
62 |
16 |
19500 |
10000 |
0,20 |
|
207 |
35 |
72 |
17 |
25500 |
13700 |
0,29 |
|
208 |
40 |
80 |
18 |
32000 |
17800 |
0,36 |
|
209 |
45 |
85 |
19 |
36400 |
18600 |
0,41 |
|
210 |
50 |
90 |
20 |
35100 |
19800 |
0,47 |
|
211 |
55 |
100 |
21 |
43600 |
25000 |
0,60 |
|
212 |
60 |
110 |
22 |
52000 |
31000 |
0,80 |
|
213 |
65 |
120 |
23 |
56000 |
34000 |
0,98 |
|
214 |
70 |
125 |
24 |
61800 |
37500 |
1,08 |
|
215 |
75 |
130 |
25 |
66300 |
41000 |
1,18 |
|
216 |
80 |
140 |
26 |
70200 |
45000 |
1,40 |
|
217 |
85 |
150 |
28 |
83200 |
53000 |
1,80 |
|
218 |
90 |
160 |
30 |
95600 |
62000 |
2,20 |
|
219 |
95 |
170 |
32 |
108000 |
69500 |
2,70 |
|
220 |
100 |
180 |
34 |
124000 |
79000 |
3,20 |
|
Средняя серия 300 |
||||||
|
304 |
20 |
52 |
15 |
15900 |
7800 |
0,14 |
|
305 |
25 |
62 |
17 |
22500 |
11400 |
0,23 |
|
306 |
30 |
72 |
19 |
28100 |
14600 |
0,34 |
|
307 |
35 |
80 |
21 |
33200 |
18000 |
0,44 |
|
308 |
40 |
90 |
23 |
41000 |
22400 |
0,63 |
|
309 |
45 |
100 |
25 |
52700 |
30000 |
0,83 |
|
310 |
50 |
110 |
27 |
61800 |
36000 |
1,08 |
|
311 |
55 |
120 |
29 |
71500 |
41500 |
1,35 |
|
312 |
60 |
130 |
31 |
81900 |
48000 |
1,70 |
|
313 |
65 |
140 |
33 |
92300 |
56000 |
2,11 |
|
314 |
70 |
150 |
35 |
104000 |
63000 |
2,60 |
|
315 |
75 |
160 |
37 |
112000 |
72500 |
3,10 |
|
316 |
80 |
170 |
39 |
124000 |
80000 |
3,60 |
|
317 |
85 |
180 |
41 |
133000 |
90000 |
4,30 |
|
318 |
90 |
190 |
43 |
143000 |
99000 |
5,10 |
|
319 |
95 |
200 |
45 |
153000 |
110000 |
5,70 |
|
320 |
100 |
215 |
47 |
174000 |
132000 |
7,00 |
|
Тяжелая серия 400 |
||||||
|
405 |
25 |
80 |
21 |
36400 |
20400 |
0,50 |
|
406 |
30 |
90 |
23 |
47000 |
26700 |
0,72 |
|
407 |
35 |
100 |
25 |
55300 |
31000 |
0,93 |
|
408 |
40 |
110 |
27 |
63700 |
36500 |
1,20 |
|
409 |
45 |
120 |
29 |
76100 |
46500 |
1,52 |
|
410 |
50 |
130 |
31 |
87100 |
52000 |
1,91 |
|
411 |
55 |
140 |
33 |
100000 |
63000 |
2,30 |
|
412 |
60 |
150 |
35 |
108000 |
70000 |
2,80 |
|
413 |
65 |
160 |
37 |
119000 |
78100 |
3,40 |
|
414 |
70 |
180 |
42 |
143000 |
105000 |
5,30 |
|
416 |
76 |
200 |
48 |
163000 |
125000 |
7,00 |
|
417 |
80 |
210 |
52 |
174000 |
135000 |
8,00 |
Таблица П1.2. Роликоподшипники радиальные однорядные
с коротким цилиндрическим роликом по ГОСТ 8328-75
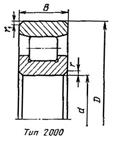
|
Условное обозначение подшипника |
Размеры, мм |
Грузоподъемность, Н |
Масса, кг |
|||
|
d |
D |
B |
Динамическая C |
Статическая C0 |
||
|
Легкая
узкая серия 2200 |
||||||
|
2204 |
20 |
47 |
14 |
14700 |
7350 |
0,13 |
|
2205 |
25 |
52 |
15 |
16800 |
8800 |
0,15 |
|
2206 |
30 |
62 |
16 |
22400 |
12000 |
0,24 |
|
2207 |
35 |
72 |
17 |
31900 |
17600 |
0,35 |
|
2208 |
40 |
80 |
18 |
41800 |
24000 |
0,40 |
|
2209 |
45 |
85 |
19 |
44000 |
25500 |
0,49 |
|
2210 |
50 |
90 |
20 |
45700 |
27500 |
0,57 |
|
2211 |
55 |
100 |
21 |
56100 |
34000 |
0,76 |
|
2212 |
60 |
110 |
22 |
64400 |
43000 |
0,95 |
|
2213 |
65 |
120 |
23 |
76500 |
51000 |
1,20 |
|
2214 |
70 |
125 |
24 |
79200 |
51000 |
1,30 |
|
2215 |
75 |
130 |
25 |
91300 |
63000 |
1,40 |
|
2216 |
80 |
140 |
26 |
106000 |
68000 |
1,80 |
|
2217 |
85 |
150 |
28 |
119000 |
78000 |
2,27 |
|
2218 |
90 |
160 |
30 |
142000 |
105000 |
2,80 |
|
2220 |
100 |
180 |
34 |
183000 |
125000 |
4,00 |
|
Средняя
узкая серия 2300 |
||||||
|
2305 |
25 |
62 |
17 |
28600 |
15000 |
0,30 |
|
2306 |
30 |
72 |
19 |
36900 |
20000 |
0,40 |
|
2307 |
35 |
80 |
21 |
44600 |
27000 |
0,55 |
|
2308 |
40 |
90 |
23 |
56100 |
32500 |
0,77 |
|
2309 |
45 |
100 |
25 |
72100 |
41500 |
1,00 |
|
2310 |
50 |
110 |
27 |
88000 |
52000 |
1,35 |
|
2311 |
55 |
120 |
29 |
102000 |
67000 |
1,70 |
|
2312 |
60 |
130 |
31 |
123000 |
76500 |
2,10 |
|
2313 |
65 |
140 |
33 |
138000 |
85000 |
2,60 |
|
2314 |
70 |
150 |
35 |
151000 |
102000 |
3,20 |
|
2315 |
75 |
160 |
37 |
183000 |
125000 |
3,80 |
|
2316 |
80 |
170 |
39 |
190000 |
125000 |
4,40 |
Таблица П1.3. Роликоподшипники радиально-упорные конические однорядные
по ГОСТ 333-79 (с углом конуса α= 10...160),
по ГОСТ 7260-79 ( с углом конуса α = 25...290)
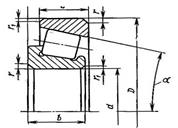
|
Условные обозначе- ния подшип-ников |
Размеры, мм |
Грузоподъемность, Н |
Факторы эквивалент- ной нагрузки |
Масса, кг |
||||||
|
d |
D |
T |
B |
Динами- ческая С |
Стати- ческая С0 |
e |
Y |
Y0 |
||
|
Легкая серия 7200, α = 12...160 |
||||||||||
|
7204 |
20 |
47 |
15,25 |
14 |
21000 |
13000 |
0,36 |
1,67 |
0,92 |
0,120 |
|
7205 |
25 |
52 |
16,25 |
15 |
24000 |
17500 |
0,36 |
1,67 |
0,92 |
0,150 |
|
7206 |
30 |
62 |
17,25 |
16 |
31000 |
22000 |
0,36 |
1,68 |
0,91 |
0,233 |
|
7207 |
35 |
72 |
18,25 |
17 |
38500 |
26000 |
0,37 |
1,62 |
0,89 |
0,327 |
|
7208 |
40 |
80 |
19,75 |
20 |
46500 |
32500 |
0,38 |
1,56 |
0,86 |
0,445 |
|
7209 |
45 |
85 |
20,75 |
19 |
50000 |
33000 |
0,41 |
1,45 |
0,80 |
0,485 |
|
7210 |
50 |
90 |
21,75 |
21 |
56000 |
40000 |
0,37 |
1,60 |
0,88 |
0,539 |
|
7211 |
55 |
100 |
22,75 |
21 |
65000 |
46000 |
0,41 |
1,46 |
0,80 |
0,709 |
|
7212 |
60 |
110 |
23,75 |
23 |
78000 |
58000 |
0,35 |
1,71 |
0,94 |
0,895 |
|
7214 |
70 |
125 |
26,25 |
26 |
96000 |
82000 |
0,37 |
1,62 |
0,89 |
1,33 |
|
7215 |
75 |
130 |
27,25 |
26 |
107000 |
84000 |
0,39 |
1,55 |
0,85 |
1,42 |
|
7216 |
80 |
140 |
28,25 |
26 |
112000 |
95200 |
0,42 |
1,43 |
0,78 |
1,67 |
|
7217 |
85 |
150 |
30,25 |
28 |
130000 |
109000 |
0,43 |
1,38 |
0,76 |
2,10 |
|
7218 |
90 |
160 |
32,50 |
31 |
158000 |
125000 |
0,38 |
1,56 |
0,86 |
2,52 |
|
Легкая широкая серия 7500, α = 13...150 |
||||||||||
|
7506 |
30 |
62 |
21,25 |
20,5 |
36000 |
27000 |
0,37 |
1,65 |
0,90 |
0,290 |
|
7507 |
35 |
72 |
24,25 |
23,0 |
53000 |
40000 |
0,35 |
1,73 |
0,95 |
0,449 |
|
7508 |
40 |
80 |
24,75 |
23,5 |
56000 |
44000 |
0,38 |
1,58 |
0,87 |
0,576 |
|
7509 |
45 |
85 |
24,75 |
23,5 |
60000 |
46000 |
0,42 |
1,44 |
0,80 |
0,618 |
|
7510 |
50 |
90 |
24,75 |
23,5 |
62000 |
54000 |
0,42 |
1,43 |
0,78 |
0,640 |
|
7511 |
55 |
100 |
26,75 |
25,0 |
80000 |
61000 |
0,36 |
1,67 |
0,92 |
0,825 |
|
7512 |
60 |
110 |
29,75 |
28,0 |
94000 |
75000 |
0,39 |
1,53 |
0,84 |
1,19 |
|
7513 |
65 |
120 |
23,75 |
31,0 |
119000 |
98000 |
0,37 |
1,62 |
0,89 |
1,57 |
|
7514 |
70 |
125 |
33,25 |
31,0 |
125000 |
101000 |
0,39 |
1,55 |
0,85 |
1,60 |
|
7515 |
75 |
130 |
33,25 |
31,0 |
130000 |
108000 |
0,41 |
1,48 |
0,81 |
1,76 |
|
7516 |
80 |
140 |
35,25 |
33,0 |
143000 |
126000 |
0,40 |
1,49 |
0,82 |
2,15 |
|
7517 |
85 |
150 |
38,50 |
36,0 |
162000 |
141000 |
0,39 |
1,55 |
0,85 |
2,80 |
|
7518 |
90 |
160 |
42,50 |
40,0 |
190000 |
171000 |
0,39 |
1,55 |
0,85 |
3,44 |
|
Средняя серия 7300, α = 11...130 |
||||||||||
|
7304 |
20 |
52 |
16,25 |
16 |
26000 |
17000 |
0,30 |
2,03 |
1,11 |
0,17 |
|
7305 |
25 |
62 |
18,25 |
17 |
33000 |
23000 |
0,36 |
1,66 |
0,92 |
0,253 |
|
7306 |
30 |
72 |
20,75 |
19 |
43000 |
29500 |
0,34 |
1,78 |
0,98 |
0,458 |
|
7307 |
35 |
80 |
22,75 |
21 |
54000 |
38000 |
0,32 |
1,88 |
1,03 |
0,496 |
|
7308 |
40 |
90 |
25,25 |
23 |
66000 |
47500 |
0,28 |
2,16 |
1,19 |
0,703 |
|
7309 |
45 |
100 |
27,25 |
26 |
83000 |
60000 |
0,29 |
2,09 |
1,15 |
1,01 |
|
7310 |
50 |
110 |
29,25 |
29 |
100000 |
75500 |
0,31 |
1,94 |
1,06 |
1,33 |
|
7311 |
55 |
120 |
31,5 |
29 |
107000 |
81500 |
0,33 |
1,80 |
0,99 |
1,64 |
|
7312 |
60 |
130 |
33,5 |
31 |
128000 |
96500 |
0,30 |
1,97 |
1,08 |
2,00 |
|
7313 |
65 |
140 |
36,0 |
33 |
146000 |
112000 |
0,30 |
1,97 |
1,08 |
2,54 |
|
7314 |
70 |
150 |
38,0 |
37 |
170000 |
137000 |
0,31 |
1,94 |
1,06 |
3,09 |
|
7315 |
75 |
160 |
40,0 |
37 |
180000 |
148000 |
0,33 |
1,83 |
1,01 |
3,63 |
|
7317 |
85 |
180 |
44,5 |
41 |
230000 |
195000 |
0,31 |
1,91 |
1,05 |
5,21 |
|
7318 |
90 |
190 |
46,5 |
43 |
250000 |
201000 |
0,32 |
1,88 |
1,03 |
5,56 |
|
7320 |
100 |
215 |
51,5 |
47 |
290000 |
270000 |
0,318 |
1,88 |
1,03 |
7,90 |
|
Средняя широкая серия 7600, α = 11...130 |
||||||||||
|
7604 |
20 |
52 |
22,25 |
21,0 |
31500 |
22000 |
0,30 |
2,01 |
1,11 |
0,236 |
|
7605 |
25 |
62 |
25,25 |
24,0 |
47500 |
36600 |
0,27 |
2,19 |
1,20 |
0,366 |
|
7606 |
30 |
72 |
28,75 |
29,0 |
63000 |
51000 |
0,32 |
1,88 |
1,03 |
0,574 |
|
7607 |
35 |
80 |
32,75 |
31,0 |
76000 |
61500 |
0,30 |
2,03 |
1,11 |
0,798 |
|
7608 |
40 |
90 |
35,25 |
33,0 |
90000 |
67500 |
0,30 |
2,03 |
1,11 |
1,040 |
|
7609 |
45 |
100 |
38,25 |
36,0 |
114000 |
90500 |
0,29 |
2,06 |
1,13 |
1,34 |
|
7610 |
50 |
110 |
42,25 |
40,0 |
122000 |
108000 |
0,30 |
2,03 |
1,11 |
1,81 |
|
7611 |
55 |
120 |
45,5 |
44,5 |
160000 |
140000 |
0,32 |
1,85 |
1,02 |
2,43 |
|
7612 |
60 |
130 |
48,5 |
47,5 |
186000 |
157000 |
0,30 |
1,97 |
1,08 |
3,00 |
|
7613 |
65 |
140 |
51,0 |
48,0 |
210000 |
168000 |
0,33 |
1,83 |
1,01 |
3,63 |
|
7614 |
70 |
150 |
54,0 |
51,0 |
240000 |
186000 |
0,35 |
1,71 |
0,94 |
4,44 |
|
7615 |
75 |
160 |
58,0 |
55,0 |
280000 |
235000 |
0,30 |
1,99 |
1,2 |
5,38 |
|
7616 |
80 |
170 |
61,5 |
59,5 |
310000 |
290000 |
0,32 |
1,89 |
1,04 |
6,40 |
|
7618 |
90 |
190 |
67,5 |
66,5 |
370000 |
365000 |
0,30 |
1,99 |
1,20 |
8,78 |
|
7620 |
100 |
215 |
77,5 |
73,0 |
460000 |
460000 |
0,31 |
1,91 |
1,05 |
13,2 |
|
Средняя серия 27300, α = 25...290 |
||||||||||
|
27306 |
30 |
72 |
20,5 |
19 |
35000 |
20600 |
0,72 |
0,833 |
0,46 |
0,392 |
|
27307 |
35 |
80 |
22,5 |
21 |
45000 |
29000 |
0,79 |
0,76 |
0,42 |
0,52 |
|
27308 |
40 |
90 |
25,0 |
23 |
56000 |
37000 |
0,79 |
0,76 |
0,42 |
0,766 |
|
27310 |
50 |
110 |
29,0 |
27 |
80000 |
53000 |
0,80 |
0,75 |
0,41 |
1,24 |
|
27311 |
55 |
120 |
31,0 |
29 |
92000 |
58000 |
0,81 |
0,74 |
0,50 |
1,58 |
|
27312 |
60 |
130 |
33,0 |
31 |
105000 |
61000 |
0,70 |
0,86 |
0,47 |
1,91 |
|
27313 |
65 |
140 |
35,5 |
33 |
120000 |
70000 |
0,75 |
0,80 |
0,44 |
2,4 |
|
27315 |
75 |
160 |
39,5 |
37 |
150000 |
93500 |
0,83 |
0,73 |
0,40 |
3,5 |
|
27317 |
85 |
180 |
44,0 |
41 |
180000 |
146000 |
0,76 |
0,79 |
0,43 |
4,7 |
Таблица П1.4. Шарикоподшипники радиально-упорные однорядные по ГОСТ 831-75
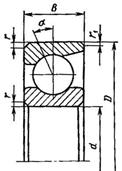
|
Условное обозначение подшипника |
Размеры, мм |
Грузоподъемность, Н |
Масса, кг |
|||
|
d |
D |
B |
Динамическая C |
Статическая C0 |
||
|
Особолегкая серия 36100, α = 120 |
||||||
|
36104 |
20 |
42 |
12 |
10600 |
5320 |
0,068 |
|
36106 |
30 |
55 |
13 |
15300 |
8570 |
0,18 |
|
Легкая серия 36200, α = 120 |
||||||
|
36204 |
20 |
47 |
14 |
15700 |
8310 |
0,10 |
|
36205 |
25 |
52 |
15 |
16700 |
9100 |
0,12 |
|
36206 |
30 |
62 |
16 |
22000 |
12000 |
0,19 |
|
36207 |
35 |
72 |
17 |
30800 |
17800 |
0,27 |
|
36208 |
40 |
80 |
18 |
38900 |
23200 |
0,37 |
|
36209 |
45 |
85 |
19 |
41200 |
25100 |
0,42 |
|
36210 |
50 |
90 |
20 |
43200 |
27000 |
0,47 |
|
36211 |
55 |
100 |
21 |
58400 |
34200 |
0,58 |
|
36212 |
60 |
110 |
22 |
61500 |
39300 |
0,77 |
|
36214 |
70 |
125 |
24 |
80200 |
54800 |
1,04 |
|
36216 |
80 |
140 |
26 |
93600 |
65000 |
1,68 |
|
Особолегкая серия 46100, α = 260 |
||||||
|
46106 |
30 |
55 |
13 |
14500 |
7880 |
0,18 |
|
46108 |
40 |
68 |
15 |
18900 |
11100 |
0,22 |
|
46109 |
45 |
75 |
16 |
22500 |
13400 |
0,28 |
|
46111 |
55 |
90 |
18 |
32600 |
21100 |
0,38 |
|
46112 |
60 |
95 |
18 |
37400 |
24500 |
0,48 |
|
46114 |
70 |
140 |
20 |
45100 |
31700 |
0,72 |
|
46115 |
75 |
115 |
20 |
47300 |
33400 |
0,78 |
|
46116 |
80 |
125 |
22 |
56000 |
40100 |
0,90 |
|
46117 |
85 |
130 |
22 |
57400 |
42100 |
1,04 |
|
46118 |
90 |
140 |
24 |
63500 |
47200 |
1,43 |
|
46120 |
100 |
150 |
24 |
71500 |
55100 |
1,56 |
|
Легкая серия 46200, α = 260 |
||||||
|
46204 |
20 |
47 |
14 |
14800 |
7640 |
0,10 |
|
46205 |
25 |
52 |
15 |
15700 |
8340 |
0,12 |
|
46206 |
30 |
62 |
16 |
21900 |
12000 |
0,19 |
|
46207 |
35 |
72 |
17 |
29000 |
16400 |
0,27 |
|
46208 |
40 |
80 |
18 |
36800 |
21300 |
0,37 |
|
46209 |
45 |
85 |
19 |
38700 |
23100 |
0,42 |
|
46210 |
50 |
90 |
20 |
40600 |
24900 |
0,47 |
|
46211 |
55 |
100 |
21 |
50300 |
31500 |
0,58 |
|
46212 |
60 |
110 |
22 |
60800 |
38800 |
0,77 |
|
46213 |
65 |
120 |
23 |
69400 |
45900 |
0,98 |
|
46215 |
75 |
130 |
25 |
78400 |
53800 |
1,39 |
|
46216 |
80 |
140 |
26 |
87900 |
60000 |
1,68 |
|
46217 |
85 |
150 |
28 |
94400 |
65100 |
1,88 |
|
46218 |
90 |
160 |
30 |
111000 |
76200 |
2,20 |
|
46220 |
100 |
180 |
34 |
148000 |
107000 |
3,20 |
|
Средняя серия 46300, α = 260 |
||||||
|
46304 |
20 |
52 |
15 |
17800 |
9000 |
0,17 |
|
46305 |
25 |
62 |
17 |
26900 |
14600 |
0,23 |
|
46306 |
30 |
72 |
19 |
32600 |
18300 |
0,35 |
|
46307 |
35 |
80 |
21 |
42600 |
24700 |
0,44 |
|
46308 |
40 |
90 |
23 |
50800 |
30100 |
0,63 |
|
46309 |
45 |
100 |
25 |
61400 |
37000 |
0,83 |
|
46310 |
50 |
110 |
27 |
71800 |
44000 |
1,08 |
|
46312 |
60 |
130 |
31 |
100000 |
65300 |
1,71 |
|
46313 |
65 |
140 |
33 |
113000 |
75000 |
2,09 |
|
46314 |
70 |
150 |
35 |
127000 |
85300 |
3,30 |
|
46316 |
80 |
170 |
39 |
136000 |
99000 |
- |
|
46318 |
90 |
190 |
43 |
165000 |
122000 |
5,00 |
|
46320 |
100 |
215 |
47 |
213000 |
177000 |
8,14 |
|
Средняя серия 66300, α = 360 |
||||||
|
66309 |
45 |
100 |
25 |
60800 |
36400 |
0,83 |
|
66312 |
60 |
130 |
31 |
93700 |
58800 |
1,71 |
|
66314 |
70 |
150 |
35 |
119000 |
76800 |
3,30 |
|
Тяжелая серия 66400, α = 360 |
||||||
|
66406 |
30 |
90 |
23 |
43800 |
27600 |
0,77 |
|
66408 |
40 |
110 |
27 |
72200 |
42300 |
1,37 |
|
66409 |
45 |
120 |
29 |
81600 |
47300 |
1,75 |
|
66410 |
50 |
130 |
31 |
98900 |
60100 |
2,17 |
|
66412 |
60 |
150 |
35 |
125000 |
79500 |
3,52 |
|
66414 |
70 |
180 |
42 |
152000 |
109000 |
5,7 |
|
66416 |
90 |
225 |
54 |
208000 |
162000 |
12,0 |
Таблица П1.5. Шарикоподшипники упорные одинарные по ГОСТ 6874-75
|
Условное обозначение подшипника |
Размеры, мм |
Грузоподъемность, Н |
Масса, кг |
|||
|
d |
D |
H |
Динамическая C |
Статическая C0 |
||
|
Особолегкая серия 8100 |
||||||
|
8104 |
20 |
35 |
10 |
12700 |
21200 |
0,04 |
|
8105 |
25 |
42 |
11 |
15900 |
25700 |
0,06 |
|
8106 |
30 |
47 |
11 |
16800 |
29000 |
0,07 |
|
8107 |
35 |
52 |
12 |
17400 |
36500 |
0,084 |
|
8108 |
40 |
60 |
13 |
23400 |
50000 |
0,12 |
|
8109 |
45 |
65 |
14 |
24200 |
55000 |
0,15 |
|
8110 |
50 |
70 |
14 |
25500 |
60000 |
0,16 |
|
8111 |
55 |
78 |
16 |
30700 |
81500 |
0,24 |
|
8112 |
60 |
85 |
17 |
35800 |
90000 |
0,29 |
|
8113 |
65 |
90 |
18 |
37100 |
102000 |
0,34 |
|
8114 |
70 |
95 |
18 |
38000 |
111000 |
0,36 |
|
8115 |
75 |
100 |
19 |
38000 |
116000 |
0,42 |
|
8116 |
80 |
105 |
19 |
39700 |
120000 |
0,43 |
|
8117 |
85 |
110 |
19 |
40000 |
129000 |
0,46 |
|
8118 |
90 |
120 |
22 |
50700 |
157000 |
0,68 |
|
8120 |
100 |
135 |
25 |
74100 |
214000 |
1,00 |
|
Легкая серия 8200 |
||||||
|
8204 |
20 |
40 |
14 |
19000 |
30000 |
0,08 |
|
8205 |
25 |
47 |
15 |
24700 |
40000 |
0,12 |
|
8206 |
30 |
52 |
16 |
25500 |
46000 |
0,14 |
|
8207 |
35 |
62 |
18 |
35100 |
56500 |
0,22 |
|
8208 |
40 |
68 |
19 |
39700 |
78500 |
0,27 |
|
8209 |
45 |
73 |
20 |
41000 |
89000 |
0,32 |
|
8210 |
50 |
78 |
22 |
43000 |
103000 |
0,39 |
|
8211 |
55 |
90 |
25 |
63700 |
127000 |
0,61 |
|
8212 |
60 |
95 |
26 |
65000 |
150000 |
0,69 |
|
8213 |
65 |
100 |
27 |
66300 |
150000 |
0,75 |
|
8214 |
70 |
105 |
27 |
70000 |
158000 |
0,80 |
|
8215 |
75 |
110 |
27 |
71500 |
166000 |
0,86 |
|
8216 |
80 |
115 |
28 |
80000 |
188000 |
0,95 |
|
8217 |
85 |
125 |
31 |
85000 |
235000 |
1,30 |
|
8218 |
90 |
135 |
35 |
108000 |
285000 |
1,86 |
|
8220 |
100 |
150 |
38 |
133000 |
330000 |
2,40 |
|
Средняя серия 8300 |
||||||
|
8305 |
25 |
52 |
18 |
33800 |
50000 |
0,18 |
|
8306 |
30 |
60 |
21 |
40300 |
66500 |
0,27 |
|
8307 |
35 |
68 |
24 |
49400 |
83500 |
0,39 |
|
8308 |
40 |
78 |
26 |
65000 |
107000 |
0,55 |
|
8309 |
45 |
85 |
28 |
71500 |
130000 |
0,69 |
|
8310 |
50 |
95 |
31 |
87100 |
161000 |
1,00 |
|
8311 |
55 |
105 |
35 |
112000 |
213000 |
1,34 |
|
8312 |
60 |
110 |
35 |
112000 |
213000 |
1,43 |
|
8313 |
65 |
115 |
36 |
114000 |
249000 |
1,57 |
|
8314 |
70 |
125 |
40 |
133000 |
290000 |
2,10 |
|
8315 |
75 |
135 |
44 |
153000 |
340000 |
2,70 |
|
8316 |
80 |
140 |
44 |
159000 |
340000 |
2,80 |
|
8318 |
90 |
155 |
50 |
199000 |
445000 |
3,90 |
|
8320 |
100 |
170 |
55 |
238000 |
480000 |
5,10 |
|
Тяжелая серия 8400 |
||||||
|
8413 |
65 |
140 |
55 |
216000 |
400000 |
4,2 |
|
8420 |
100 |
210 |
85 |
400000 |
970000 |
14,9 |
|
8426 |
130 |
270 |
110 |
520000 |
1600000 |
31,8 |
Таблица П1.6. Шарикоподшипники радиальные сферические двухрядные по ГОСТ 5720-75
|
Услов- ное обозна- чение подшип- ника |
Размеры, мм |
Грузоподъемность, Н |
Факторы эквивалент- ной нагрузки |
Масса, кг
|
|||||||||
|
d |
D |
B |
Динами- ческая С |
Статичес- кая С0 |
e |
Y при Fa/VFr |
Y0 |
||||||
|
|
|
|
|
|
|
≤e |
>e |
|
|
|
|||
|
Легкая серия 1200 |
|
||||||||||||
|
1204 |
20 |
47 |
14 |
9950 |
3180 |
0,27 |
2,31 |
3,57 |
2,42 |
0,12 |
|
||
|
1205 |
25 |
52 |
15 |
12100 |
4000 |
0,27 |
2,32 |
3,60 |
2,44 |
0,14 |
|
||
|
1206 |
30 |
62 |
16 |
15600 |
5800 |
0,24 |
2,58 |
3,99 |
2,70 |
0,22 |
|
||
|
1207 |
35 |
72 |
17 |
15900 |
6600 |
0,23 |
2,74 |
4,24 |
2,87 |
0,32 |
|
||
|
1208 |
40 |
80 |
18 |
19000 |
8550 |
0,22 |
2,87 |
4,44 |
3,01 |
0,42 |
|
||
|
1209 |
45 |
85 |
19 |
21600 |
9600 |
0,21 |
2,97 |
4,60 |
3,11 |
0,47 |
|
||
|
1210 |
50 |
90 |
20 |
22900 |
10899 |
0,21 |
3,13 |
4,85 |
3,28 |
0,53 |
|
||
|
1211 |
55 |
100 |
21 |
26500 |
13300 |
0,20 |
3,20 |
5,00 |
3,39 |
0,71 |
|
||
|
1212 |
60 |
110 |
22 |
30200 |
15500 |
0,19 |
3,40 |
5,27 |
3,57 |
0,88 |
|
||
|
1213 |
65 |
120 |
23 |
31200 |
17200 |
0,17 |
3,70 |
5,73 |
3,88 |
1,15 |
|
||
|
1214 |
70 |
125 |
24 |
34500 |
18700 |
0,18 |
3,50 |
5,43 |
3,68 |
1,26 |
|
||
|
1215 |
75 |
130 |
25 |
39000 |
21500 |
0,18 |
3,60 |
5,57 |
3,77 |
1,36 |
|
||
|
1216 |
80 |
140 |
26 |
39700 |
23500 |
0,16 |
3,90 |
6,10 |
4,13 |
1,67 |
|
||
|
1217 |
85 |
150 |
28 |
48800 |
28500 |
0,17 |
3,69 |
5,71 |
3,87 |
2,10 |
|
||
|
1218 |
90 |
160 |
30 |
57200 |
32000 |
0,17 |
3,76 |
5,82 |
3,94 |
2,50 |
|
||
|
1220 |
100 |
180 |
34 |
68900 |
40500 |
0,17 |
3,63 |
5,63 |
3,81 |
3,70 |
|
||
|
Средняя серия 1300 |
|
||||||||||||
|
1304 |
20 |
52 |
15 |
12500 |
3660 |
0,29 |
2,17 |
3,35 |
2,27 |
0,16 |
|
||
|
1305 |
25 |
62 |
17 |
17800 |
6000 |
0,28 |
2,26 |
3,49 |
2,36 |
0,26 |
|
||
|
1306 |
30 |
72 |
19 |
21200 |
7700 |
0,26 |
2,46 |
3,80 |
2,58 |
0,39 |
|
||
|
1307 |
35 |
80 |
21 |
25100 |
9800 |
0,25 |
2,57 |
3,98 |
2,69 |
0,50 |
|
||
|
1308 |
40 |
90 |
23 |
29600 |
12200 |
0,23 |
2,61 |
4,05 |
2,74 |
0,70 |
|
||
|
1309 |
45 |
100 |
25 |
37700 |
15900 |
0,25 |
2,54 |
3,93 |
2,66 |
0,96 |
|
||
|
1310 |
50 |
110 |
27 |
43600 |
17500 |
0,34 |
2,68 |
4,14 |
2,80 |
1,21 |
|
||
|
1311 |
55 |
120 |
29 |
50700 |
22500 |
0,23 |
2,70 |
4,17 |
2,82 |
1,58 |
|
||
|
1312 |
60 |
130 |
31 |
57200 |
26500 |
0,23 |
2,80 |
4,33 |
2,93 |
1,96 |
|
||
|
1313 |
65 |
140 |
33 |
61800 |
29500 |
0,23 |
2,79 |
4,31 |
2,92 |
2,50 |
|
||
|
1314 |
70 |
150 |
35 |
74100 |
35500 |
0,22 |
2,81 |
4,35 |
2,95 |
3,00 |
|
||
|
1315 |
75 |
160 |
37 |
79300 |
38500 |
0,22 |
2,84 |
4,39 |
2,97 |
3,60 |
|
||
|
1316 |
80 |
170 |
39 |
77400 |
42000 |
0,22 |
2,92 |
4,52 |
3,06 |
4,30 |
|
||
Таблица П1.7. Роликоподшипники радиальные сферические двухрядные по ГОСТ 5721-75
|
Услов- ное обозна- чение подшип- ника |
Размеры, мм |
Грузоподъемность, Н |
Факторы эквивалент- ной нагрузки |
Масса, кг
|
|||||||||
|
d |
D |
B |
Динами- ческая С |
Статичес- кая С0 |
e |
Y при Fa/VFr |
Y0 |
||||||
|
|
|
|
≤e |
>e |
|
|
|||||||
|
Легкая широкая серия 3500 |
|
||||||||||||
|
3508 |
40 |
80 |
23 |
57000 |
33000 |
0,231 |
2,10 |
3,13 |
2,06 |
0,58 |
|
||
|
3509 |
45 |
85 |
23 |
64000 |
35000 |
0,293 |
2,26 |
3,36 |
2,21 |
0,6 |
|
||
|
3514 |
70 |
125 |
31 |
132000 |
93800 |
0,27 |
2,51 |
3,74 |
2,46 |
1,8 |
|
||
|
3516 |
80 |
140 |
33 |
160000 |
118000 |
0,25 |
2,68 |
4,00 |
2,63 |
2,2 |
|
||
|
3517 |
85 |
150 |
36 |
183000 |
130000 |
0,26 |
2,65 |
3,94 |
2,59 |
2,8 |
|
||
|
3518 |
90 |
160 |
40 |
216000 |
159000 |
0,27 |
2,54 |
3,77 |
2,48 |
3,5 |
|
||
|
3520 |
100 |
180 |
46 |
275000 |
212000 |
0,27 |
2,47 |
3,68 |
2,41 |
5,2 |
|
||
|
3522 |
110 |
200 |
53 |
355000 |
276000 |
0,28 |
2,39 |
3,55 |
2,31 |
7,5 |
|
||
|
3524 |
120 |
215 |
58 |
415000 |
325000 |
0,29 |
2,36 |
3,51 |
2,31 |
9,3 |
|
||
|
3526 |
130 |
230 |
64 |
500000 |
415000 |
0,29 |
2,31 |
3,44 |
2,26 |
11,2 |
|
||
|
3528 |
140 |
250 |
68 |
585000 |
465000 |
0,29 |
2,35 |
3,50 |
2,30 |
14,5 |
|
||
|
3530 |
150 |
270 |
73 |
640000 |
530000 |
0,29 |
2,35 |
3,50 |
2,30 |
18 |
|
||
|
Средняя широкая серия 3600 |
|
||||||||||||
|
3608 |
40 |
90 |
33 |
95000 |
64900 |
0,42 |
1,61 |
2,40 |
1,58 |
1,0 |
|
||
|
3609 |
45 |
100 |
36 |
114000 |
74800 |
0,41 |
1,67 |
2,50 |
1,62 |
1,4 |
|
||
|
3610 |
50 |
110 |
40 |
150000 |
101000 |
0,42 |
1,62 |
2,42 |
1,59 |
1,9 |
|
||
|
3611 |
55 |
120 |
43 |
170000 |
118000 |
0,41 |
1,66 |
2,47 |
1,62 |
2,3 |
|
||
|
3612 |
60 |
130 |
46 |
196000 |
128000 |
0,40 |
1,68 |
2,50 |
1,64 |
3,1 |
|
||
|
3613 |
65 |
140 |
48 |
220000 |
142000 |
0,37 |
1,80 |
2,69 |
1,77 |
3,7 |
|
||
|
3614 |
70 |
150 |
51 |
270000 |
181000 |
0,37 |
1,81 |
2,70 |
1,78 |
4,3 |
|
||
|
3615 |
75 |
160 |
55 |
300000 |
207000 |
0,38 |
1,78 |
2,65 |
1,74 |
5,3 |
|
||
|
3616 |
80 |
170 |
58 |
325000 |
227000 |
0,36 |
1,88 |
2,81 |
1,74 |
6,6 |
|
||
|
3617 |
85 |
180 |
60 |
365000 |
270000 |
0,37 |
1,84 |
2,74 |
1,80 |
7,6 |
|
||
|
3618 |
90 |
190 |
64 |
400000 |
300000 |
0,37 |
1,83 |
2,72 |
1,79 |
9,3 |
|
||
|
3620 |
100 |
215 |
73 |
520000 |
410000 |
0,37 |
1,81 |
2,70 |
1,77 |
13 |
|
||
|
3622 |
110 |
240 |
80 |
610000 |
470000 |
0,37 |
1,83 |
2,72 |
1,79 |
18 |
|
||
Приложение
2. Гайки круглые шлицевые (по
гост 11871-80)
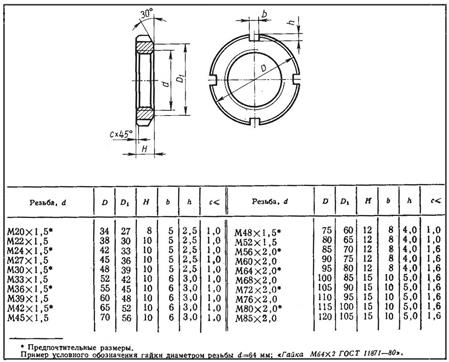
Приложение
3. Стопорные многолапчатые шайбы (по гост 11872-80)
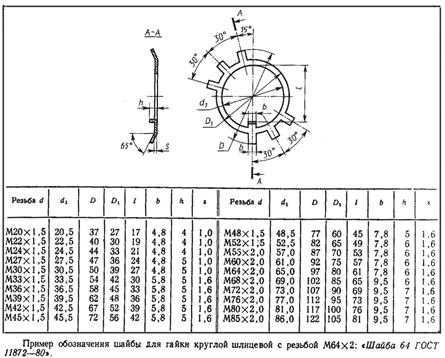
Приложение
4. Шайбы концевые (по
гост 14734-69)
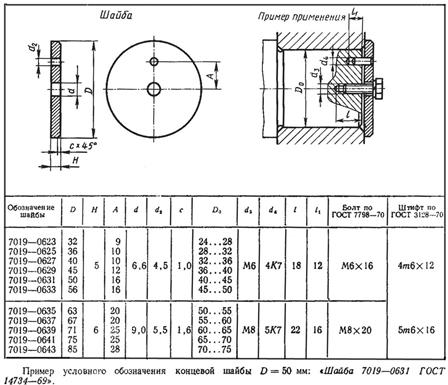
Приложение
5. Пружинные стопорные эксцентрические кольца
Таблица П5.1. Наружные эксцентрические кольца и канавки для них (по ГОСТ 13942-80)
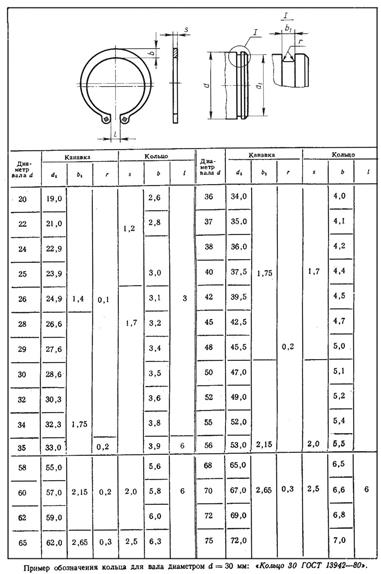
Таблица П5.2. Внутренние эксцентрические кольца и канавки для них (по ГОСТ 13943-80)
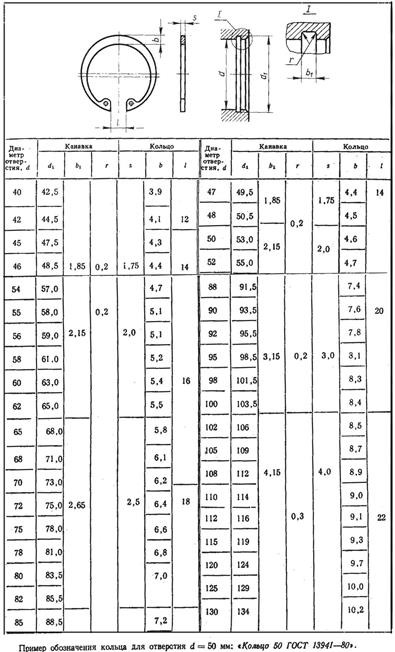
Приложение
6. Пружинные стопорные концентрические кольца
Таблица П6.1. Наружные концентрические кольца и канавки для них (по ГОСТ 13940-80)
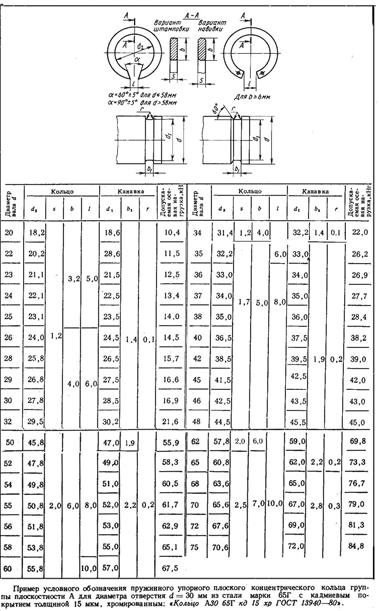
Таблица П6.2. Внутренние концентрические кольца и канавки для них (по ГОСТ 13941-80)
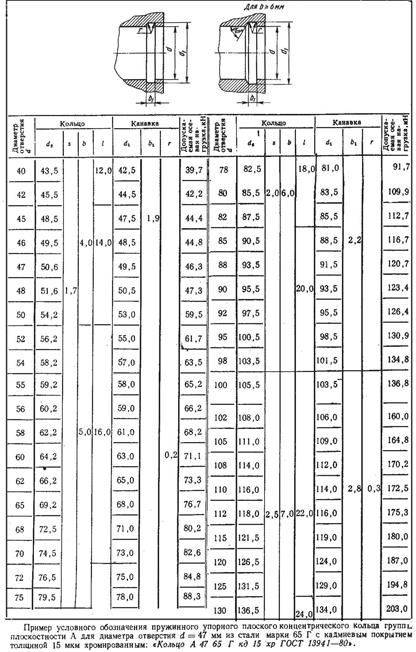
Приложение 7. Пресс-масленки (по гост
19853-74)
Таблица П7.1. Пресс-масленка прямая
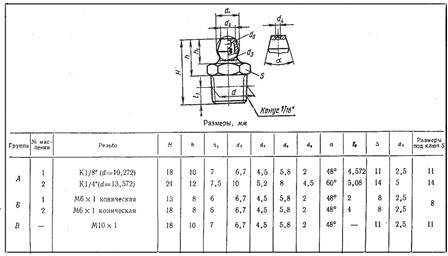
Таблица П7.2. Пресс-масленка с переходным штуцером
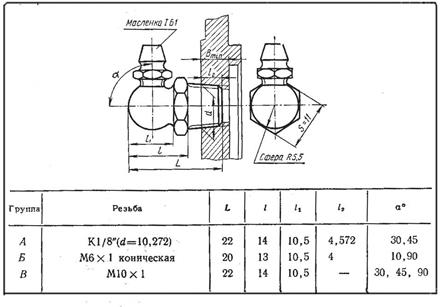
Приложение
8. Манжеты резиновые армированные (по гост 8752-79)
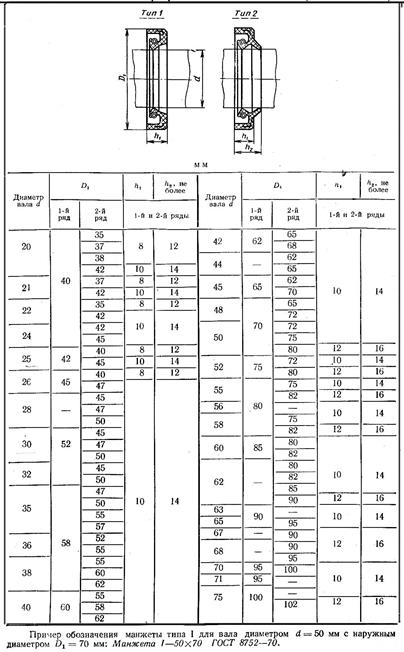
Приложение
9. Крышки подшипниковые накладные
Таблица П9.1. Крышки накладные с манжетным уплотнением (D = 62…100 мм)
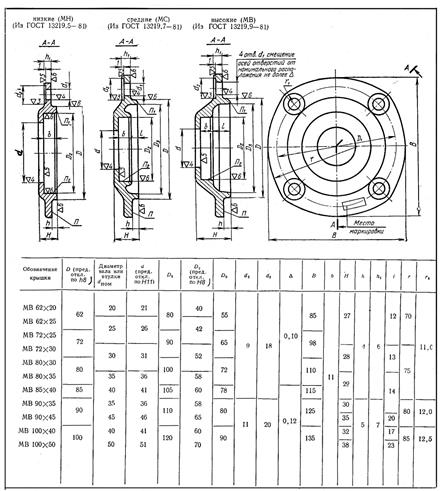
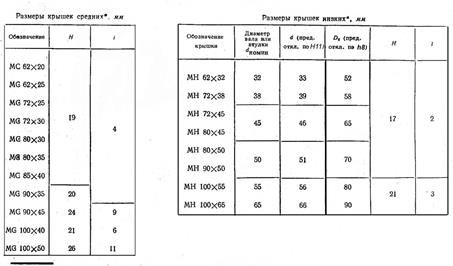
Пример условного обозначения торцовой с манжетным уплотнением высокой крышки
диаметром
D=80 мм,
dнои=30 мм; «Крышка
МВ 80´30 ГОСТ 13219.9–81».
Таблица П9.2. Крышки накладные с манжетным уплотнением (D=110…150 мм)
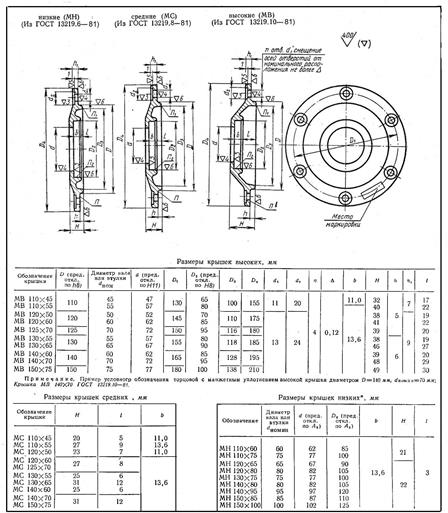
*Остальные размеры – по таблице для крышек высоких по соответствующим D и dном
Таблица П9.3. Крышки накладные "глухие" (D=62…150 мм)
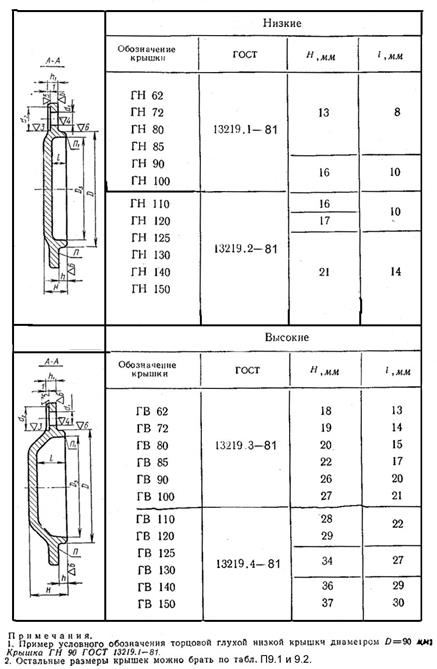
Приложение
10. Элементы крепления накладных подшипниковых крышек
Таблица П10.1. Винты с шестигранной головкой (по ГОСТ 7808-70)
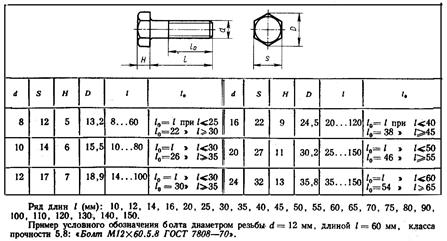
Таблица П10.2. Винты с шестигранным углублением "под ключ" (по ГОСТ 11738-84)
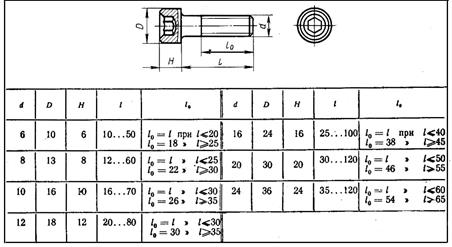
Размер в указанных пределах брать из ряда чисел, приведенных в табл. П10.1.
Пример условного обозначения винта диаметром резьбы d=12 мм, длиной l=40 мм, класса прочности 6.8: "Винт М 12×40.6.8 ГОСТ 11738-72".
Таблица П10.3. Шпильки (по ГОСТ 22034-76)
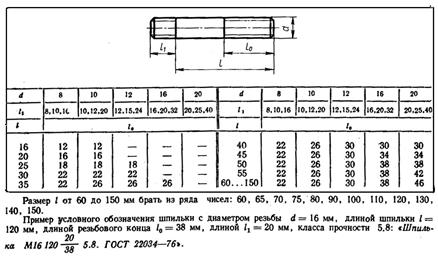
Таблица П10.4. Гайки шестигранные (по ГОСТ 2524-70)
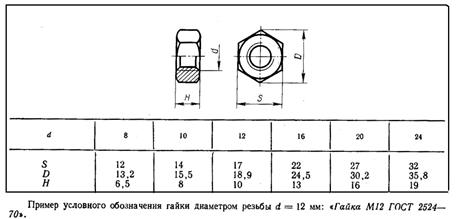
Таблица П10.5. Шайбы пружинные (по ГОСТ 6402-70)

Приложение
11. Выборка из гост 6636-69
"Нормальные линейные размеры", мм
|
3,2 3,4 3,6 3,8 4,0 4,2 4.5 4,8 |
5,0 5,3 5,6 6,0 6,3 6,7 7,1 7,5 |
8,0 8,5 9,0 9,5 10 10,5 11 11,5 |
12 13 14 15 16 17 18 19 |
20 21 22 24 25 26 28 30 |
32 34 35* 36 38 40 42 45 |
47* 48 50 52* 53 55* 56 60 |
62* 63 65* 67 70* 71 72* 75 |
80 85 90 95 100 105 110 120 |
125 130 140 150 160 170 180 190 |
200 210 220 240 250 260 280 300 |
320 340 340 360 380 400 420 450 |
480 500 530 560 600 630 670 710 |
|
Звездочкой (*) помечены размеры посадочных мест для подшипников качения. В других случаях их использование не рекомендуется |
||||||||||||
Приложение 12. Рекомендуемые значения
расчетной долговечности для различных типов машин
|
Примеры машин и оборудования |
Долговечность, ч |
|
Приборы и аппараты, используемые периодически: демонстрационная аппаратура, механизмы для закрывания дверей, бытовые приборы |
500 |
|
Неответственные механизмы, используемые в течение коротких промежутков времени: механизмы с ручным приводом, сельскохозяйственные машины, подъемные краны в сборочных цехах, легкие конвейеры |
4000 и более |
|
Ответственные механизмы, работающие с перерывами: вспомогательные механизмы на силовых станциях, конвейеры для поточного производства, лифты, нечасто используемые металлообрабатывающие станки |
8000 и более |
|
Машины для односменной работы с неполной нагрузкой: стационарные электродвигатели, редукторы общего назначения, часто используемые металлорежущие станки |
12000 и более |
|
Машины, работающие с полной нагрузкой в одну смену: машины общего машиностроения, подъемные краны для режимов Т и ВТ, вентиляторы, распределительные валы |
Около 20000 |
|
Машины для круглосуточного использования: компрессоры, насосы, шахтные подъемники, стационарные электромашины, судовые приводы |
40000 и более |
|
Непрерывно работающие машины с высокой нагрузкой: оборудование бумажных фабрик, энергетические установки, шахтные насосы, оборудование торговых морских судов |
100000 и более |
email: KarimovI@rambler.ru
Адрес: Россия, 450071, г.Уфа, почтовый ящик 21
Теоретическая механика Сопротивление материалов
Строительная механика Детали машин Теория машин и механизмов