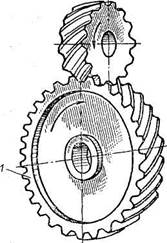
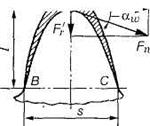
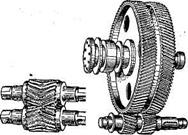
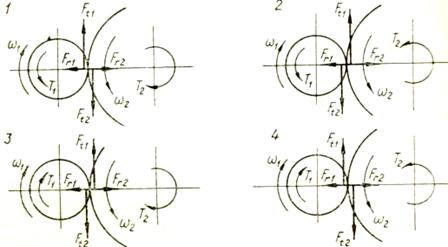
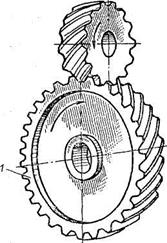
Механизм, в котором два подвижных
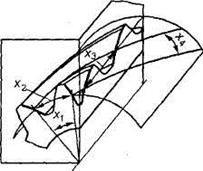
звена являются зубчатыми колесами, образующими с неподвижным звеном вращательную или поступательную пару, называют зубчатой передачей(рис. 1). Меньшее из колес
передачи принято называть шестерней, а большее – колесом, звено зубчатой
передачи, совершающее прямолинейное движение, называют зубчатой рейкой (рис.
1, г). Термин «зубчатое колесо» является общим. При одинаковых размерах колес
шестерней называют ведущее зубчатое колесо. Параметры шестерни сопровождаются
индексом “1”, а колеса – “2”.
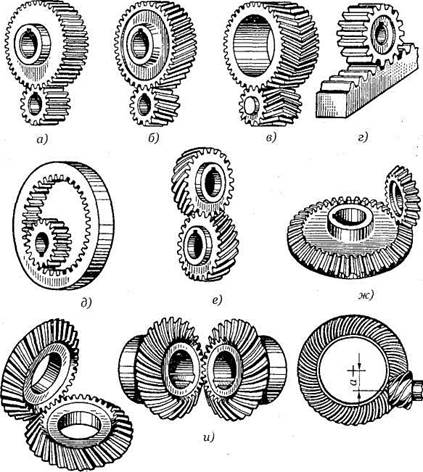
Рис. 1. Виды зубчатых
передач: а, б, в — цилиндрические зубчатые передачи с внешним зацеплением; г— реечная передача;
д —
цилиндрическая передача с внутренним зацеплением; е — зубчатая винтовая
передача; ж, з, и — конические зубчатые передачи; к — гипоидная передача
В большинстве случаев зубчатая передача служит
для передачи вращательного движения. В некоторых механизмах эту передачу
применяют для преобразования вращательного движения в поступательное
(или наоборот, см. рис. 1, г).
Зубчатые передачи — наиболее распространенный тип
передач в современном машиностроении и приборостроении. Их применяют
для передачи мощностей от долей (механизм кварцевых наручных часов) до десятков
тысяч киловатт (крупные шаровые мельницы, дробилки, обжиговые печи) при
окружных скоростях до 150 м/с и передаточных числах до нескольких сотен и даже
тысяч, с диаметром колес от долей миллиметра до 6 м и более. Диаметры колес
судовых установок, например, в передачах на гребной винт достигают 6 м.
Достоинства
и недостатки зубчатых передач
Основные
достоинства зубчатых передачпо сравнению с другими передачами:
- высокая нагрузочная способность (до N=50000 кВт);
- высокий КПД (до 0,97-0,99 для одной пары
колес);
- малые габаритные размеры по сравнению с другими
видами передач при равных условиях;
- большая надежность в работе, простота
обслуживания;
- сравнительно малые нагрузки на валы и опоры.
К
недостаткам зубчатых передачследует отнести:
- невозможность бесступенчатого изменения
передаточного числа;
- высокие требования к точности изготовления и
монтажа;
- шум при больших скоростях; плохие
амортизирующие свойства;
- громоздкость при больших расстояниях между
осями ведущего и ведомого валов;
- потребность в специальном оборудовании иинструменте для нарезания
зубьев;
- высокая жесткость, не позволяющая компенсировать динамические
нагрузки;
- нерациональное
использование зубьев – в работе передачи одновременно участвуют обычно не более
двух зубьев каждого из зацепляющихся колёс;
- зубчатая передача не предохраняет машину от
возможных опасных перегрузок.
Классификация
зубчатых передач
Зубчатые передачи и колеса классифицируют по
следующим признакам (см. рис. 1):
- по взаимному расположению осей колес: с
параллельными осями (цилиндрические, см. рис. 1, а—д), с пересекающимися
осями (конические, см. рис. 1, ж—и), со скрещивающимися осями (винтовые,
см. рис. 1, е, гипоидные, см.рис.
1,к), с преобразованием движения (реечные, см. рис. 1, г);
- по расположению зубьев относительно образующих колес: прямозубые (продольная ось зуба
параллельна образующей поверхности колеса (рис. 1, а)); косозубые (продольная ось зуба направлена под углом к
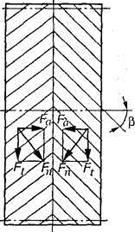
образующей поверхности колеса (рис. 1, б)); шевронные (зуб выполнен в форме
двух косозубых колес со встречным наклоном осей
зубьев (рис. 1, в)); с круговым зубом (ось зуба выполнена по окружности
относительно образующей поверхности колеса);
- по направлению косые зубья бывают правые и левые.
- шевронные колеса по виду шеврона бывают с непрерывным
шевроном (см. рис. 1,в) и имеющие между полушевронами канавку для выхода
режущего инструмента.
- по конструктивному оформлению: открытые (бескорпусные) и закрытые (корпусные); Конструктивно
зубчатые передачи большей частью выполняют закрытыми в
общем жестком и герметичном корпусе, что обеспечивает им высокую точность
сборки и защиту от загрязнения. Лишь тихоходные передачи (V<3 м/с) с
колесами значительных размеров, нередко встроенные в конструкцию машины
(например, в механизмах поворота подъемных кранов, столов станков),
изготавливают открытыми.
- по окружной скорости: тихоходные (до 3 м/с),
для средних скоростей (3—15 м/с), быстроходные (св. 15 м/с);
- по числу ступеней: одно- имногоступенчатые;
- по расположению зубьев в
передаче и колесах: внешнее (зубья направлены своими вершинами от оси
вращения колеса (см. рис.
1, а, б, в)), внутреннее (зубья
одного из зацепляющихся колес направлены своими вершинами к оси вращения колеса (см. рис. 1, д))и реечное зацепление (одно из колес заменено
прямолинейной зубчатой рейкой (см. рис. 1, г));
- по форме профиля зуба:эвольвентные
- рабочий профиль зуба очерчен по эвольвенте круга (линия описываемая точкой
прямой, катящейся без скольжения по окружности); циклоидальные - рабочий профиль зуба очерчен по круговой циклоиде
(линия описываемая точкой окружности, катящейся без скольжения по другой
окружности);
цевочное (разновидность циклоидального) – зубья одного из колес,
входящих в зацепление, заменены цилиндрическими пальцами – цевками;с круговым профилем зуба (зацепление
Новикова) – рабочие профили зубьев образованы дугами окружности практически
одинаковых радиусов.
-
по относительной подвижности геометрических осей зубчатых колес: с неподвижными
осями колес - рядовые передачи; с подвижными осями некоторых колес -
планетарные передачи.
-
по жесткости зубчатого венца колес, входящих в зацепление: с колесами
неизменяемой формы (с жестким венцом); включающая
колеса с венцом изменяющейся формы (гибким).
- по величине передаточного числа: с передаточным
числом u ≥
1 – редуцирующие (редукторы - большинство зубчатых передач); с передаточным
числом u < 1 – мультиплицирующие (мультипликаторы). Реализуемое передаточное
число может быть постоянным и ступенчато-регулируемым осевым перемещением колес
по валу (в коробках скоростей).
- по точности зацепления. Стандартом предусмотрено 12 степеней
точности. Практически передачи общего машиностроения изготовляют от шестой до
десятой степени точности. Передачи, изготовленные по шестой степени точности,
используют для наиболее ответственных случаев.
- по назначению различают: силовые передачи,
предназначенные для передачи мощности; кинематические передачи, то есть
передачи, не передающие значительной мощности, а выполняющие чисто
кинематические функции.
Из перечисленных выше зубчатых передач наибольшее
распространение получили цилиндрические прямозубые и косозубые передачи,
как наиболее простые в изготовлении и эксплуатации.
Наиболее широкое применение находят редуцирующие зубчатые передачи
вращательного движения, в том числе и в многоцелевых
гусеничных и колесных машинах (коробки передач, бортовые редукторы, приводы
различных устройств).
Преимущественное распространение получили
передачи с зубьями эвольвентного профиля, которые изготавливаются массовым
методом обкатки на зубофрезерных или зубодолбежных
станках. Достоинство эвольвентного зацепления состоит в том, что оно мало
чувствительно к колебанию межцентрового расстояния.
Другие виды зацепления применяются пока
ограниченно. Так, циклоидальное зацепление, при котором возможна работа
шестерен с очень малым числом зубьев (2-3), не может быть, к сожалению,
изготовлено современным высокопроизводительным методом обкатки, поэтому
шестерни этого зацепления трудоемки в изготовлении и дороги; новое
пространственное зацепление Новикова пока еще не получило массового
распространения, вследствие большой чувствительности к колебаниям межцентрового
расстояния.
Прямозубые колёса (около 70%) применяют при невысоких и
средних скоростях, когда динамические нагрузки от неточности изготовления
невелики, в планетарных, открытых передачах, а также при необходимости осевого
перемещения колёс.
Косозубые колёса (более 30%) имеют большую плавность
хода и применяются для ответственных механизмов при средних и высоких
скоростях.
Шевронные колёса имеют достоинства косозубых колёс
плюсуравновешенные осевые силы и
используются в высоконагруженных передачах.
Конические передачи применяют только в тех
случаях, когда это необходимо по условиям компоновки машины; винтовые — лишь в
специальных случаях.
Колёса внутреннего зацепления вращаются в одинаковых
направлениях и применяются обычно в планетарных передачах.
Существуют следующие способы изготовления зубчатых колес(обработки зубьев):
- литье (без последующей механической обработки зубьев),
для современных машин этот способ применяют редко;
-
методы изготовления зубчатых колес без снятия стружки (метод порошковой
металлургии, горячая штамповка, горячее накатывание, холодная накатка);
- накатка зубьев на заготовке (также без последующей
их обработки);
- нарезание зубьев (т. е. зубья получаются в
процессе механической обработки заготовки).
Способ изготовления зубчатых колес выбирают в
зависимости от их назначения и по технологическим соображениям.
Для отдельных конструкций машин в массовом
производстве применяют способ накатки зубьев. Возможны также
штамповка, протягивание и. т.
д. В этом случае форма инструмента повторяет очертания впадины зубьев).
В большинстве же случаев зубчатые колеса изготовляют нарезанием.
Зубья нарезают, как правило, методами
копирования и обкатки.
Копированиезаключается в прорезании впадин между зубьями с помощью инструмента
(тисковой (рис. 2) или пальцевой (рис. 3) фрезы, протяжкой, шлифовальным
кругом), имеющим профиль этой впадины.
Основные недостатки этого способа: относительно низкая
производительность, малая точность (особенно по шагу зубьев), потребность в
большом количестве инструмента.
Известно, что профиль зубьев, даже при одном значении модуля,
зависит от числа зубьев колеса. Следовательно, при нарезании зубьев методом
копирования для колес с различным числом зубьев, строго говоря, требуются
разные инструменты. Практическое ограничение требуемого комплекта фрез для
каждого числа зубьев 8-ю (малый комплект), 15-ю (нормальный комплект) или даже
26-ю (расширенный комплект) фрезами неизбежно приводит к погрешностям в профиле
зубьев, так как колеса с различным числом зубьев приходится нарезать одной и
той же фрезой. Дополнительными источниками погрешностей оказываются неточности
поворота заготовки на один шаг зубьев и износ режущего инструмента. Вследствие
отмеченных недостатков, нарезание зубьев методом копирования сохраняется лишь в
индивидуальном производстве и при ремонтных работах.
Рис. 2. Нарезание зубьев
методом копирования
дисковой фрезой
Рис. 3. Нарезание зубьев
пальцевой фрезой
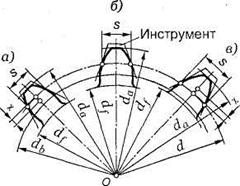
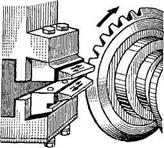
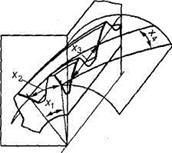
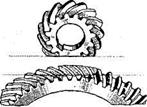
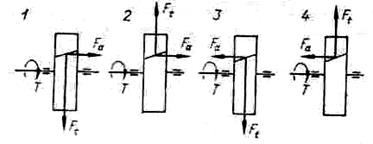
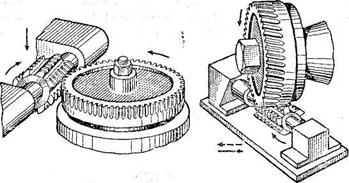
Обработка зубьев по методу обкатки производится
инструментами очертаниями, отличными от очертаний нарезаемых зубьев, долбяком (инструментальным колесом)(рис.4
- зуб наружного зацепления, рис.5 - зуб внутреннего зацепления), червячной фрезой (рис.6) или инструментальной
рейкой (рис.7).
Нарезание происходит в процессе
принудительного зацепления инструмента с заготовкой на зуборезном станке.
Инструменту при этом дополнительно сообщается движение, обеспечивающее резание.
Метод огибания дает непрерывный процесс нарезания
зубьев, что обеспечивает повышенные производительность и точность по сравнению
с методом копирования. Этим и обуславливается его широкое использование в
производстве зубчатых колес.
Метод центроидногоогибания. В этом случае центроиды
(начальные окружности) перекатываются в процессе работы друг по другу без
скольжения: центроида нарезаемого колеса и
инструмента. Так работают червячные фрезы, долбяки,
зуборезные гребенки.
Метод бесцентроидногоогибания. При этом профиль нарезаемых зубьев
также получается как огибающая различных положения
режущих кромок инструмента. Но в процессе нарезания центроиды
отсутствуют как на инструменте, так и на изделии. Таким методом работают и
пальцевая и дисковая модульные фрезы при нарезании косозубых и шевронных колес.
Достоинством метода обкатки (огибания) является то, что он позволяет одним и тем же
инструментом изготовлять колеса с зубьями различное формы. Изменяя относительное расположение
инструмента и заготовки на
станке, можно получать зубья различной формы и толщины (передачи со смещением).
Обкатка по сравнению со способом копирования обеспечивает большую точность и производительность.
Рис.4. Нарезание зубьев
наружного зацепления.
Рис.5.Нарезание зубьев внутреннего
зацепления
Рис.6. Нарезание зубьев червячной фрезой
Рис.7. Нарезание зубьев инструментальной
рейкой
Рис.8. Нарезание зубьев
конического колеса
Области применения наиболее распространенных способов
нарезания цилиндрических зубчатых колес приведены в табл. 1.
Таблица 1. Области применения наиболее распространенных
способов нарезания цилиндрических зубчатых колес
Метод нарезания
Способы нарезания
Область предпочтительного применения
Достигаемая степень
точности
(ГОСТ1643-81)
Параметр
шероховатости
поверхности
Копирование
Пальцевой модульной фрезой
Для
колес с модулем более 15 мм и шевронных колес
8
Ra 5
Дисковой модульной фрезой
Индивидуальное
производство и ремонт
10
Ra 5
Многорезцовыми головками
Массовое
производство прямозубых колес с модулем (2...8) мм
8
Ra 2,5
Огибание
Червячными фрезами
Серийное
и массовое производство колес внешнего зацепления
7... 9
Ra 2,5
Долбяком
Мелкосерийное
производство колес всех типов.
Изготовление
колес внутреннего зацепления,
а
также блочных колес при любом масштабе производства.
Изготовление
колес с непрерывным шевроном.
6... 8
Ra 2,5
Гребенкой
Серийное
производство колес с внешним зацеплением, а также колес
с
непрерывным шевроном
7... 8
Ra 2,5
Методы
изготовления зубчатых колес без снятия стружки.
Метод порошковой металлургии
заключается в том, что зубчатое колесо вместе с зубьями спекается из
металлических порошковых смесей в закрытых штампах, которые изготовлены из стали
твердого сплава. Процесс происходит при температуре ковки и при усилии 50-60 Т.
Эти колеса имеют более низкую прочность, чем штампованные и невысокую
твердость. Последующей термообработкой твердость повышается до HRC
60-65. Зубчатые колеса, полученные таким способом, хорошо работают на высоких
скоростях при передаче небольших нагрузок. Имеют высокую износостойкость.
Изготавливаются диаметром от 30-200мм.
Горячая штамповка конических колес с
прямыми зубьями внедрена на ГАЗе, ЗИЛе, Минском
тракторном и др. заводах. Заготовку изготавливают до 1200°С
ТВЧ и в три перехода на ковочных прессах в штампах получают заготовку колеса с
предварительно оформленными зубьями. Горячая штамповка заменяет черновое
нарезание зубьев.
Горячее накатываниезубьев цилиндрических зубчатых колес
применяется для накатывания прямозубых, косозубых и шевронных колес.
Накатывание производится на специальных накатных станах различными методами:
осевым или радиальным. Заготовка механически обрабатывается
нагревается на Т.В.Ч. до t = 8000-10000Cи проталкивается между двумя синхронно
вращающимися зубчатыми накатниками. Накатываются з.к.
m≤ 7 мм и d = 200 мм. После накатывания, зубья подвергаются чистому нарезанию.
Холодная накатказубьев применяется взамен зубошевингования.
Для исправления искажений зубьев, получающихся при
некоторых видах термообработки, повышения чистоты поверхности зубьев и точности
изготовления, зубчатые колеса подвергают отделочным операциям: шлифованию,
шевингованию, хонингованию или притирке.
Шлифование зубьев производят в
основном методом обкатки коническим или двумя тарельчатыми абразивными кругами
на зубошлифовальных станках. Шлифовке подвергают
только наружные зубья. При шлифовании достигается 6-я степень точности колес
при шероховатости поверхности зубьев Ra = 0,63 мкм.
Для получения более высокой точности изготовления и
повышения чистоты поверхности зубьев применяют шевингование, хонингование или
притирку зубьев.
Шевингование осуществляют на зубошевинговальных станках методом обкатки специальным
режущим инструментом – шевером, представляющим собой
прямозубое или косозубое колесо, на зубьях которого для образования режущих
кромок прорезаны канавки. Шевингованию подвергают прямозубые и косозубые колеса
с внешними и внутренними зубьями, но с твердостью не выше 350 НВ.При шевинговании точность
зубьев можно повысить с 8... 9-й степени до 5... 6-й, а чистоту обработки
довести до Ra = 0,25 мкм.
Хонингование (абразивное шевингование)
предназначено для окончательной обработки закаленных (НВ > 350) зубьев в условиях серийного или массового
производства зубчатых колес. В качестве инструмента применяют косозубое или
прямозубое колесо (абразивный хон), которое имеет стальную ступицу и абразивный
зубчатый венец. Кинематика хонингования аналогична кинематике шевингования. В
результате хонингования повышается точность по шагу – на 0,01...0,03 мм; по
колебанию измерительного межосевого расстояния – на 0,01...0,03 мм. Чистота рaбочих поверхностей зубьев
повышается с Ra = 2,5 мкм до Ra
= 0,63 мкм.
При повышенных требованиях к уровню шума зубчатых колес
применяют притирку зубьев. В качестве инструмента для
притирки используют чугунное зубчатое колесо – притир, которое в процессе
работы имеет, кроме вращательного, быстрые возвратно-поступательные осевые
перемещения. Для интенсификации процесса между зубьями инструмента и
детали вводят абразивную пасту. При помощи притирки можно исправить погрешности
зубчатого венца в следующих пределах: радиальное биение на (0,01...0,02) мм,
направление зубьев на 0,02 мм, шаг на (0,01…0,025) мм.
Следует отметить, что помимо нарезания, зубья могут
быть получены в процессе производства заготовок штамповкой, прессованием,
литьем, а для мелкомодульных колес (m ≤ 0,8 мм) – накаткой.
Однако точность таких зубьев оказывается невысокой, поэтому основное применение
получило нарезание зубьев на зуборезных станках.
В зависимости от способа получения
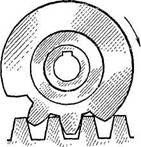
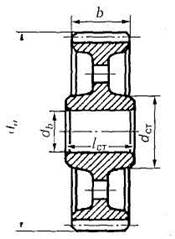
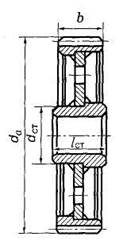
заготовки зубчатые колеса подразделяют на литые (рис.9), кованые или штампованные, изготовленные механической обработкой (рис. 10), сварные (рис.11).
Зубчатые колеса, у которых диаметр впадин незначительно превышает диаметр вала в месте посадки зубчатого
колеса, изготовляют за одно целое с валом. Такую конструкцию (рис. 12) называют валом-шестерней. В остальных случаях зубчатое колесо
выполняется отдельно, после чего насаживается на вал.
Рис. 12. Вал-шестерня
Колеса
диаметром меньше 400 мм имеют форму диска с выточками (см. рис.9) или без
выточек. Чаще всего эти колеса изготовляют из поковок. Колеса диаметром более
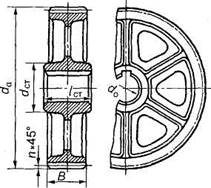
400-500 мм изготовляют со спицами (рис.13) различного сечения.
Рис. 13. Зубчатое колесо
со спицами
При конструировании колеса наиболее важным требованием является его жесткость. Основные соотношения
элементов зубчатых колес в зависимости от их конструкции приведены в специальных справочниках.
Для экономии высокопрочных дорогостоящих материалов изготовляют сборные конструкции — бандажированные колеса (рис. 14). В этом случае зубчатый венец колеса изготовляют
из качественной стали, а центральную часть делают из менее дорогого материала (например, чугуна).
Рис. 14. Зубчатый венец бандажированного
колеса
Материалы и
методы обработки зубчатых колес
Материал
зубчатых колес должен обладать определенными технологическими и физическими
свойствами. Например, он должен хорошо обрабатываться в холодном и горячем
состоянии, иметь хорошую склонность к термообработке, обеспечить достаточную прочность
при изгибе, высокую прочность поверхностного слоя зубьев и высокое
сопротивление истиранию.
Для изготовления зубчатых
колес применяют следующие материалы:
- сталь углеродистую обыкновенного качества марок
Ст5, Ст6; качественную сталь марок 35, 40, 45, 50,
55; легированную сталь марок 12ХНЗА, 30ХГС, 40Х, 35Х, 40ХН, 50Г; сталь 35Л,
45Л, 55Л;
- серый чугун марок СЧ10, СЧ15, СЧ20, СЧ25, СЧ30,
СЧ40, высококачественный чугун марок ВЧ50-2, ВЧ45-5;
- неметаллические материалы (текстолит марок ПТК,
ПТ, ПТ-1, лигнофоль, бакелит, капрон и др.).
С повышением несущей способности передач, лимитируемой
твердостью активных поверхностей зубьев и их прочностью на изгиб, снижаются
масса и габаритные размеры зубчатых колес. Наименьшие размеры имеют передачи со
стальными зубчатыми колесами. Так как одним из важнейших условий
совершенствования машин является изыскание всех возможных путей к снижению их
массогабаритных показателей, то поэтому именно сталь, является основным
материалом для зубчатых колес и единственным – для колес высоконагруженных
передач.
Серый
чугун рекомендуется применять для:
-
тихоходных, преимущественно крупных открытых передач, габариты которых не
ограничены какими-либо требованиями;
-
редко работающих, сменных колес.
Основной
недостаток чугуна — пониженная прочность по
напряжению изгиба. Однако чугун хорошо противостоит
усталостному выкрашиванию и заеданию в условиях скудной смазки. Зубья чугунных колес
хорошо прирабатываются. Он не дорог и
обладает хорошими литейными
свойствами, хорошо обрабатывается. Разработанные новые сорта модифицированного чугуна позволяют чугунному
литью конкурировать со стальным литьем также и в закрытых передачах. Для
изготовления зубчатых колес применяют
серый и модифицированный чугун, а также магниевый чугун с шаровидным графитом (см. ГОСТ 1412-85). Модифицированный
и высокопрочный чугун рекомендуется применять при окружных скоростях V<6м/с
взамен стального литья для снижения стоимости.
Из пластмасс для изготовления
зубчатых колес находят применение главным
образом, текстолит (E=6000...8000 МПа) и лигнофоль
(E=10000...12000
МПа), а также полиамиды типа капрона.
Из пластмассы изготовляют обычно одно из зубчатых колес пары. Из-за
сравнительно низкой нагрузочной способности
пластмассовых колес их целесообразно применять в малонагруженных и
кинематических передачах. В силовых передачах пластмассовые колеса используют
только в отдельных случаях, например при необходимости обеспечить бесшумную работу высокоскоростной передачи, не прибегая к
высокой точности изготовления, и
вместе с тем при условии, что габариты
этой передачи допускают повышенные размеры колес. Пластмассовые колеса
целесообразно применять и в тех случаях,
когда трудно обеспечить точное расположение валов (нет общего жесткого корпуса). Эти колеса менее
чувствительны к неточностям сборки и изготовления благодаря малой жесткости, материала.
Важнейшими критериями работоспособности зубчатых колёс
приводов являются объёмная прочность зубьев и износостойкость их активных
поверхностей. Нагрузочная способность хорошо смазанных поверхностей
ограничивается сопротивлением выкрашиванию. Для
уменьшения расхода материалов назначают высокую твёрдость трущихся
поверхностей.
Несущая способность зубчатых передач по контактной
прочности тем выше, чем выше поверхностная твердость зубьев. Повышение
твердости в два раза позволяет уменьшить массу редуктора примерно в четыре раза.
В зависимости от твердости (или термообработки)
стальные зубчатые, колеса разделяют на две основные группы:
1) колеса, твердость рабочих поверхностей зубьев
которых меньше 350 HB; такая твердость обеспечивается
нормализацией или улучшением стали. Зубья колес нарезают после термообработки,
благодаря чему можно получить высокую точность, без применения дорогих
отделочных операций (шлифование);
2) колеса, твердость рабочих поверхностей зубьев
которых больше 350 HB; для обеспечения такой твердости
используют следующие виды термического и химико-термического упрочнения колес:
поверхностную закалку, цементацию, азотирование, цианирование, поверхностную
закалку токами высокой частоты (ТВЧ). Твердость поверхностных слоев колес в
этом случае - 50… 55 HRCэ.
Эти группы различны
по технологии, нагрузочной способности и способности к приработке.
Твердость материала Н < 350
НВ позволяет производить чистовое нарезание зубьев после
термообработки. При этом можно
получать высокую точность без применения дорогих отделочных операций (шлифовки, притирки и т. п.). Колеса этой
группы хорошо прирабатываются и не подвержены хрупкому
разрушению при динамических нагрузках.
Для равномерного изнашивания зубьев и лучшей их прирабатываемости твердость шестерни НВ1 назначается больше
твердости колеса НВ2.
Разность средних твердостей рабочих поверхностей зубьев шестерни и колеса в
передачах с прямыми и непрямыми зубьями составляет HB1cp-HB2ср=20-50.
В ряде случаев для увеличения нагрузочной способности передачи, уменьшения ее
габаритов и металлоемкости достигают разности средних твердостей НВ1ср-НВ2ср≥70. При этом твердость
рабочих поверхностей зубьев колеса меньше или равна 350 НВ, а твердость зубьев шестерни больше или равна 350 НВ (измеряется по шкале Роквелла – HRCЭ).
Технологические
преимущества материала при Н < 350 НВ обеспечили ему широкое распространение в условиях индивидуального и
мелкосерийного производства, в мало- и средненагруженных передачах, а также в
передачах с большими колесами, термическая обработка которых затруднена.
При Н>350 НВ
(вторая группа материалов) твердость выражается обычно в единицах Роквелла - HRC (1HRC= 10 HB).
Специальные
виды термообработки позволяют получить твердость
Н=(50...60) HRC. При этом допускаемые контактные напряжения
увеличиваются до двух раз, а нагрузочная
способность передачи—до четырех раз по сравнению с нормализованными или улучшенными сталями. Возрастают также
износостойкость и стойкость против заедания.
Для стальных зубчатых колес в основном назначают
следующие виды термической обработки их зубьев: улучшение и закалку с нагревом
ТВЧ (токами высокой частоты). Из видов химико-термической обработки зубьев колес
основное применение получили цементация, нитроцементация
(газовое цианирование), реже – азотирование.
Нормализация - позволяет получить
лишь низкую нагрузочную способность. Используют для поковок и отливок из
среднеуглеродистых сталей; сохраняет точность при механической обработке;
передачи хорошо и быстро прирабатываются. Редукторы больших размеров,
индивидуальное производство, малонагруженные передачи.
Объемная закалка — наиболее простой способ получения высокой
твердости зубьев. При этом зуб становится твердым по всему объему. Для объемной
закалки используют углеродистые и легированные стали со средним содержанием
углерода 0,35...0,5% (стали 45, 40Х, 40ХН и т. д.). Твердость на поверхности
зуба 45...55 HRC.
Недостатки объемной закалки: коробление зубьев и необходимость
последующих отделочных операций, понижение изгибной прочности при ударных
нагрузках (материал приобретает хрупкость); ограничение размеров заготовок,
которые могут воспринимать объемную закалку.
Последнее связано с тем, что для получения необходимой твердости при закалке
скорость охлаждения не должна быть ниже критической. С увеличением размеров
сечений детали скорость охлаждения падает, и если ее значение будет меньше критической, то получается так
называемая мягкая закалка. Мягкая закалка дает пониженную твердость.
Объемную закалку во
многих случаях заменяют поверхностными
термическими и химико-термическими видами обработки, которые
обеспечивают высокую поверхностную твердость (высокую контактную прочность)
при сохранении вязкой сердцевины зуба (высокой изгибной прочности при ударных нагрузках).
Улучшение (закалку с высоким отпуском)
- в современном проектировании используют, как правило, в единичном и
мелкосерийном производстве передач, к габаритам и массе которых не предъявляют жесткие
требования, а также в тех случаях, когда контактная прочность зубьев колес не
оказывает влияния на размеры проектируемого привода (например, в некоторых
типах планетарных передач). При улучшении зубчатые колеса изготавливают из
качественных углеродистых (40, 45, 65Г) и легированных сталей (40Х, 40ХН, 35ХМ,
45ХН, 35ХГСА и т.п.). Твердость улучшенных колес ограничивают технологическими
условиями с целью обеспечения достаточной стойкости режущего инструмента: у
небольших (da<
150 мм) колес твердость зубьев назначают в пределах (280...320) НВ, а для
крупных – (200...240) НВ.
Для интенсификации приработки колес, снижения опасности
заедания, повышения несущей способности косозубых передач (а в ряде случаев, и
прямозубых) твердость зубьев шестерни следует назначать не менее, чем на 40НВ (НВ – твердость по Бринелю)
больше по сравнению с твердостью зубьев колеса.
Твердость материала НВ ≤350
позволяет производить чистовое нарезание зубьев колес после термообработки. При
этом можно получать высокую точность зацепления без применения длительных и
дорогостоящих зубоотделочных операций (шлифования,
хонингования, притирки и т.п.). Эти технологические преимущества материала при
НВ ≤ 350 и обеспечили широкое применение улучшения в условиях единичного
и мелкосерийного производства зубчатых колес, когда обычно отсутствует
оборудование, необходимое для проведения зубоотделочных
операций. Иногда в серийном и при более крупных
масштабах производства для сближения долговечности шестерни и колеса
рекомендуют зубья шестерни закаливать с нагревом ТВЧ.
Закалка с нагревом токами высокой частоты
(закалка ТВЧ) или пламенем ацетиленовой горелки с последующим низким отпуском
применяется для сталей с содержанием углерода около 0,35...0,60 %, например,
для сталей 40Х, 40ХН, 45ХН, 35ХМ, 60ХВ, 60Х, 55ПП и др.Твердость на поверхности зубьев обычно
(50...55)НRС и применима для сравнительно
крупных зубьев (m > 5 мм).
При малых модулях опасно прокаливание зуба насквозь, что делает зуб хрупким и
сопровождается его короблением. При относительно тонком поверхностном
закаливании зуб искажается мало. И все же без дополнительных отделочных
операций трудно обеспечить степень точности выше 8-й. Закалка ТВЧ требует
специального оборудования и строгого соблюдения режимов обработки. Стоимость
обработки ТВЧ значительно возрастает с увеличением размеров колес. Твердым
поверхностным слоям (толщиной 0,25...0,4 модуля) при такой термообработке
соответствует вязкая сердцевина зубьев, что повышает сопротивление ударным
нагрузкам и обеспечивает высокую выносливость зубьев при изгибе. Закалка ТВЧ
дает возможность полностью автоматизировать термическую обработку и включать ее
(что особенно важно) в поточные линии по обработке зубчатых колес.
Закалку ТВЧ осуществляют на специальных станках и
установках довольно значительной стоимости. В связи с этим, ее целесообразно
применять только при среднесерийном, крупносерийном и массовом типах
производства зубчатых колес.
При поверхностной закалке нагреву подвергают только
наружные слои металла, поэтому зубчатые колеса не получают значительных
деформаций (коробления) зубчатых венцов. В связи с этим, еслик передаче не предъявляют особые требования
по точности вращения и уровню шума (степень точности передачи не выше 7-й по
ГОСТ 1643-81), то зубья после их закалки ТВЧ можно не подвергать отделочным
операциям. Однако это понижает точность
передачи на одну степень.
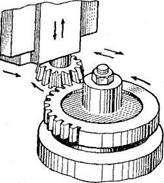
Закалку ТВЧ производят 3-я способами: 1) со сквозным
нагревом зубьев; 2) с нагревом только их работающих поверхностей, так
называемая закалка "по зубу" (рис. 14.1,а); 3) с одновременным нагревом рабочих поверхностей и впадины (выкружки) зубьев, так называемая закалка "по
впадине" (рис. 14.1,б).
Рис. 14.1. Схемы
закалки ТВЧ зубчатых колес
Закалку ТВЧ со сквозным нагревом
зубьев применяют только для зубьев, имеющих малый модуль (m≤3
мм). При этом способе закалки все зубья
сразу нагревают в кольцевом индукторе, а затем охлаждают водяным душем или
погружением зубчатого колеса в масло. Зубья прокаливаются насквозь. На
некоторую глубину (0,1...1,0) m закаливается и часть обода колеса, прилегающая
к зубьям.
Способ поверхностной закалки "по зубу" (рис.
14.1,а) требует менее сложного
индуктора, более производителен и менее энергоемок по сравнению с закалкой
"по впадине" (рис. 14.1,б).
Однако при поверхностной закалке только боковых сторон зубьев без охвата их выкружки в конечных участках закаленного слоя возникают
остаточные напряжения растяжения, резко снижающие прочность зубьев приизгибе. Поверхностную закалку "по
зубу" и по "впадине" осуществляют одновременным или
непрерывно–последовательным способом.
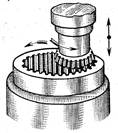
Одновременныйспособ закалки
применяют для колес с модулем не более 16 мм при длине зуба не свыше 200 мм.
При этом способе одновременно нагревают всю поверхность, подлежащую закалке, а
затем целиком охлаждают. Например, при закалке "по впадине"
одновременным способом индуктор "1" (рис. 14.2) вводят между зубьями
с зазором между индуктороми нагреваемой
поверхностью. При этом нагревается впадина и обе соседние поверхности по всей
длине зуба. Спрейерыподстуживания
"2" непрерывно охлаждают наружные поверхности нагреваемых зубьев во
избежание отпуска ранее закаленных поверхностей. По окончании
нагрева, продолжающегося несколько секунд, индуктор "1" выводят из
впадины, и после паузы (для выравнивания температуры) из закалочных спрейеров нагретая поверхность охлаждается водой в течение
времени, обеспечивающего закалку с самоотпуском.
По окончании закалки зубчатое колесо "4" поворачивают на один зуб,
индуктор вводят в очередную впадину между зубьями и процесс повторяют.
Рис. 14.2. Схема
закалки зуба "по впадине" при одновременном нагреве
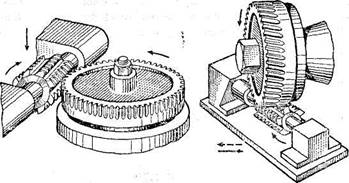
Непрерывно-последовательный
способ поверхностной закалки применяют для колес с модулем свыше 16 мм или
шириной зуба свыше 200 мм. При этом способе поверхность, подлежащая закалке,
нагревается и закаливается, не вся сразу, а последовательно, участок за
участком. Индуктор с определенной скоростью перемещается так, что поверхность,
нагретая в индукторе, тотчас попадает под водяной душ и закаливается.
Цементациейзубьев называют процесс насыщения углеродом их поверхностных слоев
с последующей закалкой и низким отпуском до твердости на поверхности Н = 56...62
НRC (HRC – твердость по Роквеллу,
шкала "С"). Толщина диффузионного слоя при модуле m≤20
мм находится в пределах (0,28m – 0,007m2)
±
0,2 мм. Сердцевина зуба также получает высокие механические свойства, имея
твердость до Hсерд.=
32...45 HRC. Все это обеспечивает большую несущую способность поверхностных
слоев зубьев и весьма высокую прочность зубьев на изгиб. Однако дефекты
обычного зубошлифования могут снизить изгибную
выносливость зубьев в 1,3...1,5 раза, а при прижогах
– до 2 раз.
Значительная величина твердости сердцевины и
сравнительно большая толщина упрочненного слоя обуславливают высокую
износостойкость, что особенно важно для открытых передач, а также значительную
несущую способность зубьев, лимитируемую развитием глубинных (под упрочненным
слоем) усталостных трещин.
Для цементуемых зубчатых
колес широко применяют низкоуглеродистые стали 15; 20 и безникелевые
легированные стали 20Х; 18ХГТ; 25ХГТ; 15ХФ. Для колес ответственных передач,
особенно работающих с переменными и ударными нагрузками, используют
хромоникелевые стали 12ХНЗА; 20ХНМ; 18Х2Н4МА; 20Х2Н4А.
Процесс термообработки цементированных зубчатых колес
связан со значительными искажениями формы зуба, что требует проведения
отделочных операций зубьев даже при 8-й степени их точности. В процессе зубошлифования на переходных участках и во впадинах зубьев
могут возникать вредные напряжения растяжения, а также концентрация напряжений
в местах выхода шлифовального круга, если шлифованию подвергают только боковые
поверхности зубьев. Эти негативные последствия могут быть в некоторой степени
компенсированы последующей обдувкой дробью или нарезкой зубьев специальными
фрезами с протуберанцами, с помощью которых формируется впадина зуба,
исключающая ее шлифование в процессе снятия припуска с боковых поверхностей
зубьев.
Для поверхностного насыщения зубьев углеродом колеса
нагревают в богатых углеродом средах, называемых карбюризаторами. Применяют
карбюризаторы трех видов: твердые, газовые и жидкие. В связи с этим, различают
твердую, газовую и жидкостную цементации. Жидкостная цементация для зубьев
колес практически не применяется, так как глубина цементованного
слоя в этом случае не превышает 0,2...0,3 мм.
Основное применение находит газовая цементация, что
обусловлено целым рядом ее преимуществ перед твердой: 1) изделия
нагреваются значительно быстрее (например, для твердой цементации зубьев на
глубину 0,5 мм требуется 4,5...5 ч, а при газовой цементации - 1,5...2 ч), так
как не требуется нагревать балласт - твердый карбюризатор, помещаемый в металлические
ящики; 2) поверхности зубьев насыщаются углеродом с
повышенной скоростью и весь цикл резко сокращается в связи с тем, что
карбюризатор в процессе цементации непрерывно обновляется путем подачи в
рабочее пространство печи свежего газа; 3) отпадает необходимость
транспортировки и хранения угольного порошка, цементационных ящиков и т.п.; 4)
есть полнаявозможность автоматизации
процесса.
Однако для газовой цементации необходимо иметь сложное
дорогостоящее оборудование, требуемое для получения и подготовки к работе
цементирующего газа, а также специальные печи, в которых и проводится газовая
цементация. Все это трудно обеспечить в условиях не только единичного и
мелкосерийного производства, но даже при среднесерийном масштабе выпуска
зубчатых колес.
При массовом поточном производстве весьма перспективно
применение высокотемпературной газовой цементации с нагревом зубьев токами
высокой частоты. Из-за нагрева до 1050...1080° С
процесс цементации сокращается в 4...5 раз по сравнению с обычной газовой
цементацией. При высокотемпературной газовой цементации используют стали, не
склонные к росту зерна, например, 18ХГТ.
Однако при такой цементации для колес каждого размера
необходим свой индуктор и специальная установка (вертикальная цементационная
камера), рассчитанная на обработку колес только определенного конкретного
размера. Это и обуславливает применение высокотемпературной цементации
исключительно при массовом производстве колес.
В связи с тем, что цементация - это
длительный дорогостоящий процесс, требующий еще и проведения длительных
дорогостоящих отделочных операций зубьев, то ее обычно применяют при серийном и
выше масштабах производства колес зубчатых передач в изделиях, где масса и
габариты имеют решающее значение (транспорт, авиация, коробки скоростей станков
и т.п.), а также в открытых передачах, работающих в условиях абразивного износа
(дорожные, подъемно-транспортные машины и т.п.).
Нитроцементация
(газовое цианирование) - это насыщение поверхностных слоев зубьев
углеродом и азотом в газовой среде, состоящей из 70...75% углесодержащего газа
(генераторного и т.п.) и 15...20% аммиака с последующей закалкой и низким
отпуском. Газовое цианирование проводят в шахтных или камерных электрических
печах с герметичными муфелями (ретортами), куда помещают зубчатые колеса,
уложенные в нихромовые корзины, и по трубкам
подводится и отводится рабочая газовая среда.
Нитроцементации подвергают
зубчатые колеса из среднеуглеродистых сталей, например, 20Х; 35Х; 40Х; 25ХГМ;
25ХГТ; 30ХГТ и т.п. Твердость рабочих поверхностей зубьев HRC 57...63. Толщина
упрочненного слоя составляет (0,13¼0,20)
m , но не более 1,2 мм. Скорость нитроцементации
выше, чем у газовой цементации в 1,5...2 раза. Искажение формы зуба при нитроцементации существенно меньше, чем при цементации. В
соответствии с этим, для колес, имеющих точность не выше 7-й степени, можно не
применять отделочных операций зубьев.
В связи с вышеизложенным, нитроцементацию все шире начинают применять при серийном и
выше масштабе производства редукторных передач изделий, для которых габариты и
вес имеют существенное значение (например, редукторы подъемно-транспортных
машин).
Азотирование - насыщение
поверхностного слоя зубьев азотом без последующей закалки, вследствие чего
форма и размеры зубьев практически не искажаются. Поэтому азотированные зубья
не шлифуют. Твердость азотируемого слоя особенно высокая (до 70 HRC), однако
его толщина составляет всего (0,2...0,5) мм. В связи с этим, для азотированных
зубьев характерным повреждением является развитие подслойных
усталостных трещин. Степень коробления при азотировании мала. Поэтому этот вид
термообработки особенно целесообразно
применять в тех случаях, когда трудно выполнить
шлифование зубьев (например, колеса с внутренними зубьями). Малая
толщина упрочненного слоя не позволяет применять азотированные колеса при
ударных нагрузках из-за опасности растрескивания этого слоя, требует фильтрации
масла, так как при загрязненной смазке, попадании абразива тонкий слой быстро
изнашивается и передача выходит из строя.
Азотирование проводят в герметично закрытых муфелях
(ретортах), заполненных веществом, содержащим азот (обычно аммиаком). При
азотировании применяют стали 38ХМЮА, 35ХЮА, 30Х2Н2ВФА, 30ХН2МФА, 45Х2Н2МФЮА и
др. Азотирование — очень длительный процесс, требующий до 40...60 ч, т.е. в
10...12 раз больше, чем при цементации. Правда, возможно ускорение этого
процесса до 2...3 раз применением ионного азотирования (азотирования в тлеющем
разряде), азотирования при нагреве ТВЧ. Заготовку
зубчатого колеса, предназначенного для азотирования, подвергают
улучшению в целях повышения прочности сердцевины.
При отсутствии
абразивного износа целесообразно применять так называемое мягкое
азотирование на глубину 10...15 мкм. Оно
значительно проще, обеспечивает минимальное коробление и позволяет получать
зубья 7-й степени точности без отделочных операций. Для мягкого азотирования
применяют улучшенные хромистые стали типа
40Х, 40ХФА, 40Х2НМА.
В связи с тем, что азотирование — весьма длительный и
дорогостоящий процесс, требующий применения дорогостоящих и дефицитных сталей,
то это упрочнение обычно применяют при серийном и выше масштабе производства
зубчатых колес, шлифовка зубьев которых затруднена (например, колес с
внутренними зубьями).
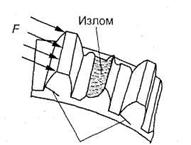
Механическое упрочнение и электрополирование. Изломная
прочность зубьев значительно повышается накаткой впадин, чеканкой,
дробеструйной обработкой. Упрочнение достигает 40%. Электрополирование
уменьшает шероховатость.
В таблице 2 приведены осредненные значения механических
характеристик и виды термообработки некоторых распространенных марок сталей,
используемых для изготовления зубчатых колес, а также других деталей машин
(валов, осей, червяков и т.п.).
Таблица 2. Механические характеристики некоторых марок
сталей и виды их термообработки,
используемые для изготовления
зубчатых колес и других деталей машин
Марка стали
Размер сечения S, мм
Термообработка
Твердость зубьев
Механические характеристики материала
Сердцевины, НВ (HRC)
Поверхности, HRC
Предел прочности σв,
МПа
Предел текучести σт,
МПа
5
-
Горячекатанный
-
-
500…640
260…290
40
≤
60
У
192...228
—
700
400
45
100
60
У
192...240 241...285
—
—
750
850
450
580
40Х
60...100
≤
60
У
230...260
260...280
—
—
750
1000
520
800
≤
60
З; НО
—
45...50
1400
1200
35ХМ
≤
100
У
≤
240
—
900
800
≤
50
У
≤
270
—
900
800
≤
40
З; НО
—
45...53
1600
1400
40ХН
≤
100
100...300
У
230...300
163...269
—
—
850
800
600
580
≤
40
З; НО
—
48...54
1600
1400
≤
30
З; НО
—
46...53
1700-1950
1350-1600
35ХГСА
60...150
40...60
30...40
У
≤
235
270
310
—
—
—
760
980
1100
500
880
960
≤
30
З; НО
—
46...53
1700-1950
1350-1600
40ХН2МА
≤
80
З; НО
—
52...58
1850
1600
20
≤
50
Ц; З; НО
143...170
56...60
440
220
20Х
≤
60
Ц; З; НО
197
56...63
650
400
18ХГТ
≤
20
20...60
Ц; З; НО
240
240
56...63
56...63
1200
1000
950
800
25ХГТ
20...60
Ц; З; НО
(30...45)
58...63
1150
950
30ХГТ
≤
60
60...100
100...150
Ц; З; НО
300
270
240
56...63
56...63
56...63
1100
900
850
800
750
700
12ХНЗА
40...60
≤
40
Ц; З; НО
250
300
56…63
56…63
920
1000
700
800
20ХНЗА
≤
100
Ц; З; НО
240
56…63
900
700
38ХМЮА
любой
А
(30...35)
850...900HV
1050
900
Примечание: Принятые в таблице 1 условные обозначения
термообработки: У – улучшение; Ц – цементация; З –
закалка; НО – низкий отпуск; А – азотирование.
На рис. 14.3 показаны соотношения между твердостями в
НВ и HRC, а на рис. 14.4 — НВ и HV (по Виккерсу).
Рис. 14.3.
Соотношения между НВ и НRC
Рис. 14.4.
Соотношения между НВ и НV
Как было отмечено,
высокая твердость зубьев значительно повышает их контактную прочность. В
этих условиях решающей может оказаться не контактная, а изгибная прочность. Для повышения изгибной прочности высокотвердых
зубьев рекомендуют проводить
упрочнение галтелей путем дробеструйного наклепа, накатки и т. п.
В зависимости от способа получения заготовки различают литые,
кованые, штампованные колеса и колеса, изготовляемые из круглого проката. Стальное литье обладает
пониженной прочностью и используется обычно для колес крупных размеров, работающих в паре с кованой шестерней.
В зависимости от вида изделия, условий его
эксплуатации, требований к габаритным размерам и квалиметрическим
характеристикам, выбирают материалы зубчатых колес и необходимую
термообработку.
На практике применяют следующие варианты химико – термическойобработки (Т.О.):
Iгруппа
– мягкие зубчатые колеса, Т.О. колес – улучшение ,
твердость зуба шестерни 269…302НВ, а колеса – 235…262НВ. Марка стали 45, 40Х,
40ХН, 35ХМ и др.
Зубья колес из улучшаемых сталейхорошо прирабатываются и не подвержены
хрупкому разрушению, но имеют ограниченную нагрузочную способность. Применяют в
единичном производстве в слабо- и средненагруженных передачах. Можно
рекомендовать для быстроходной ступени в многоступенчатых редукторах при
необходимости обеспечения жесткости вала.
II группа – зубчатые
колеса средней твердости, при этом термообработка шестерни закалка ТВЧ, а Т.О.
колеса улучшение. Применяется вышеуказанные марки стали, а твердость
зуба шестерни 45…50 HRCЭ, колеса
как и указанных выше.
IIIгруппа –
зубчатые колеса твердые Т.О. одинаковая – улучшение и закалка ТВЧ.
Твердость зуба шестерни 48…53HRCЭ, а колеса –
45…50HRCЭ, марка стали как и
указанных выше.
IV группа – так же колеса
с твердыми зубьями, Т.О. шестерни – улучшение, цементация и закалка.
Материалы шестерни – стали марок 20Х, 20ХН2М, 18ХГТ, 12ХН3А и др. Т.О. колеса –
улучшение и закалка ТВЧ, твердость поверхности 45…50HRCЭ.
V группа – Т.О. колеса и
шестерни – улучшение, цементация и закалка, твердость поверхности56…63HRCЭ.
Марка стали 20Х, 20ХН2М, 18ХН4В2М, 18ХГТ, 18ХГМ, 12ХН3А и др. При цементации,
как и при закалке, теряются 2 степени точности, а именно 2/3 при
технологической операции и 1/3 при закалке, поэтому требуются доводочные
операции, такие как шлифование, шевингование и фланкирование и т.д.
Применение
высокотвердых материалов является большим резервом повышения нагрузочной
способности зубчатых передач. Однако с высокой твердостью связаны некоторые
дополнительные трудности:
1. Высокотвердые материалы плохо прирабатываются,
поэтому они требуют повышенной точности изготовления, повышенной жесткости
валов и опор, желательно фланкирование зубьев
прямозубых колес.
2. Нарезание зубьев
при высокой твердости затруднено, поэтому термообработку выполняют после
нарезания. Некоторые виды термообработки (объемная закалка, цементация)
сопровождаются значительным короблением зубьев. Для исправления формы зубьев
требуются дополнительные операции: шлифовка, притирка, обкатка и т. п. Эти
трудности проще преодолеть в условиях крупносерийного и массового производства,
когда окупаются затраты на специальное оборудование, инструменты и
приспособления. В изделиях крупносерийного и массового производства применяют,
как правило, колеса с высокотвердыми зубьями.
Точность
зубчатых передач
При использовании даже самых совершенных приемов
изготовления и сборки зубчатых передач неизбежны погрешности изготовления,
выражающиеся в отклонениях от заданных размеров и формы.
В зубчатых передачах эти погрешности
проявляются в отклонениях размеров шагов, зазоров и формы профилей зубьев от их
теоретических значений, в непараллельности зубьев или
осей валов, неточности межосевого расстояния, возникновении торцового и
радиального биений колес и др. Следствие этих погрешностей – нарушение нормальной
работы передачи: неполное прилегание сопряженных зубьев (малое пятно контакта),
возникновение дополнительных динамических нагрузок, вибрация, повышение шума и
в результате – пониженная долговечность. Влияние погрешностей возрастает
с увеличением окружной скорости колес. В связи с этим, с ростом скорости
повышаются требования к точности изготовления передачи.
Нормы точности (допуски и отклонения) для
цилиндрических зубчатых передач регламентированы ГОСТ 1643-81, который
распространяется на все виды механически обработанных металлических колес с
модулями m = 1...56 мм и диаметрами делительных окружностей до 6300 мм.
Стандарт регламентирует нормы кинематической точности,
плавности работы и контакта зубьев, а также боковой зазор.
Кинематическая точность связана с
накопленной ошибкой шага и биением зубчатого венца и характеризуется полной
погрешностью углов поворота сцепляющихся зубьев за один оборот колеса. Она существенно важна для делительных и следящих устройств,
передач, соединенных с большими массами, и быстроходных силовых передач из-за
опасности появления резонансных колебаний.
Плавность работы передачи
определяется ошибками шага и профиля зубьев и характеризуется многократно
повторяющимися за оборот колеса (в частности, повторяющимися за период работы
каждого зуба) изменениями скорости, вызывающими динамические нагрузки,
колебания (в том числе и резонансные) и шум. Она оказывает существенное влияние
на работоспособность силовых быстроходных передач.
Пятно контакта зубьев характеризует
степень концентрации нагрузки на рабочих поверхностях зубьев и в значительной
степени влияет на работоспособность силовых передач. Ошибки в направлении
зубьев, а также перекос валов приводят к неравномерному распространению
нагрузки по длине зуба.
Боковой зазор между неработающими
поверхностями зубьев предотвращает их заклинивание (в частности, при нагреве) и
обеспечивает свободное вращение колес. Величина бокового зазора оказывает
значительное влияние на работоспособность реверсируемых передач.
В стандарте предусмотрены 12 степеней точности,
обозначаемых в порядке ее убывания от 1 до 12: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10,
11, 12. Наиболее точная – 1, наименее
точная – 12. Для степеней точности 3 – 11 цилиндрических и 5 – 11 конических передач установлены
нормы: кинематической точности, плавности работы колеса и контакта зубьев.
Допуски и отклонения стандартизованы для степеней
точности от 3 до 12. Наибольшее практическое применение имеют 6 – 9 степени
точности, для которых допуски и отклонения приведены в таблицах 2.2-2.5.
Зубчатые передачи общего назначения обычно имеют 8-ю
степень точности. Ответственные скоростные авиационные и судовые передачи
выполняют по 5 – 7 степени точности и лишь для некоторых специальных
прецизионных или высокоскоростных передач назначают более высокие степени
точности.
Выбор требуемой степени точности производят в
зависимости от окружной скорости колес и назначения передачи (табл. 2.1).
Независимо
от степени точности установлены нормы бокового зазора:
-с
нулевым зазором Н
-с
малым зазором Е
-с
уменьшенным зазором С, Д
-с
нормальным зазоромВ
-с
увеличенным зазором А
Сопряжения
Н, Е, С требуют повышенной точности изготовления.
6-
шестая степень по нормам кинематической точности колес;
7-
седьмая степень по нормам плавности работы колеса;
8-
восьмая степень по нормам контакта зубьев
Н-
с нулевым боковым зазором.
Таблица 2.1. Выбор степени точности в зависимости от
окружной скорости колес и назначения передачи
Степень точности по ГОСТ1643-81
Окружная скорость колес, м/с,
не более
Область применения
прямозубых
косозубых
6-я (передачи повышенной
точности)
20
30
Скоростные передачи, делительные
механизмы, коробки скоростей станков и т. д.
7-я (передачи нормальной
точности)
12
20
Точные передачи, работающие
с повышенными скоростями и умеренными нагрузками или наоборот
8-я (передачи пониженной
точности)
6
10
Передачи общего назначения
9-я (грубые передачи)
3
5
Тихоходные передачи машин
низкой точности (тракторные, грузоподъемные, сельхозмашин и т.д.)
Независимо от степеней точности стандартизованы следующие
виды сопряжения колес (в порядке увеличения бокового зазора): H, E, D, C, B, A.
В сопряжении Н минимальный зазор равен нулю. Обычно
рекомендуется сопряжение "В" с нормальным боковым зазором. Для
реверсивных передач, а также при возможности появления крутильных колебаний
валов, для всех видов передач применяют сопряжения С
или D с уменьшенными зазорами.
Показателем, обеспечивающим боковой зазор, является
отклонение межосевого расстояния передачи, fa,
указываемое на сборочном чертеже редуктора. Значения fa
для наиболее употребляемых сопряжений и величин межосевых расстояний приведены
в приложении 3 данной работы.
Структура условного обозначения точности зубчатой
передачи в общем случае имеет вид
1-2-3-4-5-6 ,
где 1, 2, 3 – нормы, соответственно, кинематической
точности, плавности работы и пятна контакта; 4 – вид сопряжения зубьев; 5 – вид
допуска на боковой зазор; 6 – стандарт, регламентирующий точность зубчатой
передачи (для цилиндрических передач – ГОСТ 1143 – 81).
Для передач, выполненных с одинаковой
степенью точности по всем трем нормам, и при соответствии допуска на боковой
зазор виду сопряжения в этом обозначении указывают одну цифру (степень
точности) и одну букву (вид сопряжения), например, 8 – В ГОСТ 1643 – 81 (8-я
степень точности по всем трем нормам с нормальным боковым зазором В).
При комбинировании норм различных
степеней точности надо иметь ввиду, что нормы плавности не могут быть более чем
на две степени точнее или на одну степень грубее степени кинематической
точности, а нормы контакта не могут быть грубее норм степени плавности колеса,
т.е. третья цифра в условном обозначении точности передачи не может быть больше
второй. Указанные ограничения вызваны наличием определенной взаимосвязи
между показателями точности.
Нормы
точности изготовления зубьев цилиндрических колес
Примечание.
Для передач с углом зацепления αtw, не равным углу профиля режущего
инструмента α, табличные значения faумножают на соотношение sinα / sinαtw
Выбор типа и способа смазывания зубчатых колес.
Контроль уровня масла в редукторах
Смазывание зубчатого зацепления применяют с целью
снижения интенсивности изнашивания, отвода от трущихся зубьев теплоты и
продуктов их износа, повышения КПД передачи. Кроме этого, большая стабильность
коэффициента трения и демпфирующие свойства слоя смазочного материала,
находящегося между взаимодействующими профилями зубьев, способствуют снижению
динамичности приложения нагрузок и повышению сопротивляемости колес заеданию
рабочих поверхностей их зубьев.
В зависимости от условий работы зубчатых передач для смазывания
зацеплений их зубчатых колес используют жидкие, пластичные и твердые смазочные
материалы.
Наиболее широкое применение для смазывания зубчатых
зацеплений колес редукторов получили жидкие
смазочные материалы.
Пластичные смазки (табл. 2.7) используют для смазывания
открытых передач, работающих в
диапазоне температур не выше +120°С.
Твердые смазочные материалы, например, графитную смазку
ГОСТ 3333–55, применяют для смазывания колес открытых зубчатых передач,
работающих при температурах свыше 100°С (например,
зубчатые колёса прокатных станов).
Наибольшее распространениеиз жидких смазочных материалов имеют нефтяные жидкие масла (табл. 2.6).
Синтетические смазочные жидкости (гликоли, силиконы, фторуглероды
и хлоруглероды), вследствие их дороговизны, применяют
при особых условиях эксплуатации, например, при высоких или низких
температурах, при которых нефтяные масла неработоспособны.
Жидкие масла обозначают четырьмя буквами: первая И –
индустриальное, второе Г – для гидравлических систем или Т – для тяжелонагруженных, третья С - масло с антикоррозионными,
антиокислительными и противоизносными присадками, А - масло без присадок, Д - с
антикоррозионными, антиокислительными, противоизносными и противозадирными
присадками, четвертым является число- класс
кинематической вязкости.
Вопрос правильного выбора вязкости масла,
предназначаемого для смазываня зацеплений колес
зубчатых передач, основывается на экспериментальных данных и опыте
эксплуатации.
Таблица 2.6. Нефтяные смазочные масла
Марка масел
Вязкость
v, мм2/с,
при 40°С
Температура
застывания, °С
Марка масел
Вязкость
v, мм²/с,
при 50°С
Температура
застывания, °С
Индустриальные
(ГОСТ 20799 – 75)*
И – Л – А7
И – Л – А10
И – Л – А22
И – Г – А32
И – Г – А46
И – Г – А68
И – Т – Д100
И – Т – Д220
7
10
22
32
46
68
100
220
-25
-20
-30
-15
-15
-20
-10
-10
Турбинные
(ГОСТ 32 – 74)
Т30
Т46
Т57
Авиационные
(ГОСТ 21743 –76)
МС - 14
МС - 20
МК - 22
Автотранспортные
(ГОСТ 1862 – 63)
АКЗп-
10
АКп-
10
АК - 15
28 - 32
44 - 48
55 - 59
92
161
192,5
45
70
³135
-10
-10
—
-30
-18
-14
-40
-25
-5
*Для передач общего назначения следует выбирать
индустриальные масла.
Ориентировочное значение необходимой вязкости масла,
выбираемого для смазывания зубчатых передач, имеющих стальные колеса, можно
определить по данным рис.14.5 (заштрихованная зона на рис. 14.5) в зависимости
от фактора χ3n
, определяемого по следующей формуле:
где НHV – твердость по Виккерсу
активных поверхностей зубьев (соотношения твердостей HRC...HB и HB...HV см. рис. 14.3 и 14.4);
σH
– рабочие контактные напряжения, возникающие в зубе при действии номинальной
нагрузки, МПа;
V – окружная
скорость колёс, м/c.
Рис. 14.5.
Вязкость нефтяных масел для стальных зубчатых передач
При подборе масел для
многоступенчатых передач с общей масляной ванной выбирают масло, имеющее
промежуточное (между требуемыми для быстроходной и тихоходной ступеней)
значение вязкости.
Определив требуемую величину вязкости масла, по табл.
2.6 назначают его необходимую марку. После назначения марки масла выбирают
способ смазывания зацепления зубчатых колес.
В настоящее время для зацеплений колес зубчатых передач
редукторов применяют картерный и циркуляционный способы их смазки.
Картерныйспособ смазки назначают
при окружной скорости колёс до 12,5 м/с. При более высоких скоростях масло сбрасывается с зубьев
центробежной силой и зацепление работает при недостатке масла. Кроме этого,
увеличиваются потери мощности на перемешивание масла, что приводит к повышению
его температуры, ухудшающему смазочные свойства масла.
При картерной смазке одно (рис. 14.6,а) или несколько (рис. 14.6,б) зубчатых колес смазывают погружением
их в ванну с жидким смазочным материалом, расположенную в нижней части корпуса
передачи (рис. 14.6), называемой в этом случае картером. Остальные узлы и
детали, в том числе подшипники качения, смазываются за счет разбрызгивания
масла зубьями погруженных в него колёс и циркуляции внутри корпуса
образующегося при этом масляного тумана.
Рис. 14.6.
Картерный способ смазывания зубчатых колёс
Глубину погружения цилиндрических зубчатыхколёс рекомендуется выбирать в пределах
0,75...2,0 высоты их зубьев h, но не
менее 10 мм. В этой рекомендации учтено, что в процессе работы глубина
погружения зубьев уменьшается из-за разбрызгивания масла и его прилипания к
стенкам корпуса и другим деталям передачи.
В многоступенчатых передачах эти рекомендации относят к
колёсам быстроходной ступени. Однако следует иметь ввиду,
что при этом колесо тихоходной ступени не должно
погружаться в масло на глубину более 1/3 его радиуса, а колёса промежуточных
ступеней – на глубину более 5 модулей их зубьев.
В соосных редукторах при горизонтальном расположении
плоскости в масло погружается и быстроходная и тихоходная ступень. При
расположении вертикальном - шестерня и колесо из нижней части коруса. В двухступенчатой передаче
если окружная скорость < 1 м/с погружают оба колеса, если >1 м/с -
тихоходную ступень. Для конических или коническо-цилиндрических
колес в ванную погружают коническое колесо на всю ширину b венца.
При невыполнении этих условий для смазывания зубчатых
зацеплений передач, у которых колеса располагаются выше уровня масла,
находящегося в картере, применяют вспомогательные колёса, так называемые,
смазывающие шестерни (колесо “К” на рис. 14.6,в). Смазывающую шестерню, свободно вращающуюся на оси, зацепляют со
смазываемым колесом, а нижней частью погружают в масляную ванну. Для снижения
шума смазывающую шестерню делают из текстолита или других неметаллических
материалов. Ширину ее принимают равной 0,4...0,5 ширины основного колеса.
Объём масляной ванны картера принимают таким, чтобы
обеспечить необходимый отвод выделяющегося в процессе работы тепла к стенкам
корпуса. Для одноступенчатых редукторов объём масляной ванны рекомендуют
принимать таким, чтобы на 1 кВт передаваемой мощности приходилось 0,35...0,7
литра масла.
Толщину масляного слоя между зубчатыми колёсами и
днищем корпуса назначают достаточно большой, чтобы продукты износа могли
оседать на дне картера и не попадали на рабочие поверхности деталей.
Рекомендуется толщину этого масляного слоя назначать не менее двух толщин (2δ)
стенок корпуса редуктора.
При картерном смазывании зубчатых зацеплений заправку в
корпус передачи предварительно отфильтрованного масла производят через
смотровой люк или через заливную пробку-отдушину, завинчиваемую либо в крышку
смотрового люка, либо непосредственно в корпус редуктора (в верхней его части).
Контроль уровня масла при его заправке в корпус
редуктора и в процессе эксплуатации передачи производят с помощью маслоуказателей (рис. 14.7). Вид маслоуказателя
выбирают с учётом удобства его обзора, величины возможного колебания уровня
смазочного материала в картере и наличия вероятности повреждений маслоуказателя в процессе эксплуатации редуктора.
Рис. 14.7. Виды маслоуказателей
Наибольшее
распространение имеют жезловыемаслоуказатели(рис. 14.7, б; в). Они удобны для осмотра, конструкция их проста и достаточно
надёжна. При окружных скоростях колёс свыше 5 м/c, когда наблюдается
интенсивное разбрызгивание масла, жезл (щуп) устанавливают в трубчатом чехле
(рис. 14.7,в).
Поскольку допустимый уровень масла в редукторах
изменяется в весьма ограниченных пределах, то из
прозрачных маслоуказателей наиболее удобны в
применении круглые (рис. 14.7,а). Они
компактны, просты в изготовлении, однако применяются только в тех случаях,
когда к ним возможен удобный доступ. Помимо этого, следует иметь ввиду, что
из-за загрязнения и старения оргстекла в круглыхмаслоуказателях со временем снижается видимость уровня
масла.
В хорошо герметизированных передачах, в которых
практически исключён вынос масла, применяют контрольные пробки малых размеров с
цилиндрической (рис. 14.8,а) или
конической (рис. 14.8,б) метрической
резьбой.
Рис. 14.8.
Установка контрольных и сливных пробок
Контроль при помощи пробок наиболее надёжeн при наличии вероятности повреждения маслоуказателей других видов и применяется в коробках
передач и задних мостах автомобилей.
Подобные пробки, только больших размеров, применяют в
качестве сливных. Они располагаются непосредственно у днища корпуса, чтобы с
маслом сливался и осадок (рис. 14.8).
При окружных скоростях колёс свыше 12,5 м/с, а также и при меньших скоростях
в редукторах большой мощности с интенсивным тепловыделением или в редукторах
малой и средней мощности некоторых компоновок (например, с вертикальными
валами) применяют циркуляционное
смазывание зубчатых зацеплений их колес и подшипниковых узлов.
Этот способ смазки является более совершенным по
сравнению с картерным, но и более сложным и дорогим.
Зацепления смазывают поливом зубьев колёс маслом,
подаваемым под сравнительно небольшим избыточным давлением (до 0,1 МПа) через
сопла или разбрызгиватели (рис. 14.9).
Рис. 14.9.
Струйное смазывание зубчатых зацеплений при циркуляционном смазывании передачи
Для узких зубчатых колёс достаточно одного щелевого
сопла (рис.14.9,а). Для смазывания
зацеплений широких зубчатых колес используют разбрызгиватели (рис.14.9,б), выполненные в виде труб с сопловыми
круглыми отверстиями диаметром 2...4 мм, размещёнными с шагом 20...30 мм по
всей ширине такого зубчатого зацепления. Обычно масло подаётся непосредственно
в зону зацепления со стороны входа зубьев. Иногда (при V>20 м/с) прибегают к смазыванию зубьев одного из колёс
перед их входом в зону зацепления или обоих колёс отдельно. В последнем случае
используют разбрызгиватели с двумя рядами сопловых отверстий.
Для подачи масла применяют лопастные, плунжерные или
шестеренчатые насосы, приводимые в движение от одного из валов редуктора. В
некоторых случаях, например, при реверсивном движении или переменной скорости
вращения валов передач, для привода насоса используют отдельный
электродвигатель.
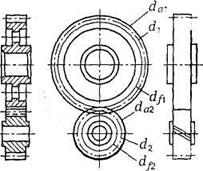
Одноступенчатая зубчатая передача состоит из двух
зубчатых колес - ведущего и ведомого. Меньшее по числу зубьев из пары колес
называют шестерней, а
большее колесом. Термин
«зубчатое колесо» является общим. Параметрам шестерни (ведущего колеса)
приписывают при обозначении нечетные индексы (1, 3, 5 и т. д.), а параметрам
ведомого колеса — четные (2, 4, 6 и т. д.).
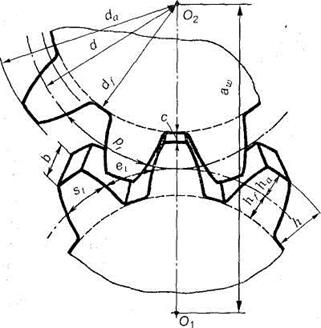
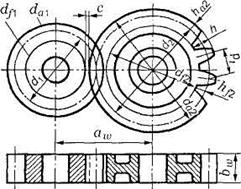
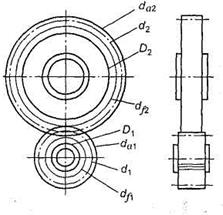
Зубчатое зацепление характеризуется следующими
основными параметрами:
da— диаметр вершин зубьев;
dr— диаметр
впадин зубьев;
da— начальный диаметр;
d— делительный диаметр;
рt— окружной шаг;
h— высота зуба;
ha— высота ножки зуба;
с — радиальный зазор;
b— ширина венца (длина зуба);
еt — окружная ширина впадины зуба;
st— окружная толщина зуба;
a𝜔— межосевое расстояние;
а — делительное
межосевое расстояние;
Z— число зубьев.
Делительная окружность - окружность, по которой обкатывается инструмент при нарезании. Делительная окружность связана с
колесом и делит зуб на
головку и ножку.
Основные элементы зубчатых колес представлены на рис.15.
Модулем зубьев т называется часть диаметра
делительной окружности, приходящаяся
на один зуб.
Модуль является основной характеристикой размеров зубьев. Для пары зацепляющихся колес модуль должен быть
одинаковым.
Линейную величину, в 𝜋раз меньшую окружного шага зубьев, называют окружным модулем зубьев и
обозначают т:
Размеры цилиндрических прямозубых колес вычисляют по окружному модулю, который называют расчетным
модулем зубчатого колеса, или просто модулем; обозначают буквой т. Модуль
измеряют в миллиметрах. Модули
стандартизованы (табл. 3).
Таблица
3. Стандартные значения модулей
1-й ряд
2-й ряд
1-й ряд
2-й ряд
1-й ряд
2-й ряд
1-й ряд
2-й ряд
1
1,125
3
3,5
10
11
32
36
1,25
1,375
4
4,5
12
14
40
45
1,5
1,75
5
5,5
16
18
50
55
2
2,25
6
7
20
22
60
70
2,5
2,75
8
9
25
28
80
90
Примечание. При назначении модулей первый ряд значений следует
предпочитать второму.
Ниже приведены определения остальных параметров
зацепления.
Начальная
окружность — каждая из взаимокасающихся
окружностей зубчатых колес передачи, принадлежащая начальной поверхности
данного зубчатого колеса.
Начальные окружности являются сопряженными, т.е. это понятие относится
к паре колес, находящихся в зацеплении (к
передаче). При изменении межосевого расстояния aω начальные диаметры
тоже соответственно изменяются, так как aωравно
сумме радиусов этих окружностей. Таким образом, у пары колес, находящихся в
зацеплении, может быть сколько угодно начальных окружностей, в то время как
для отдельно взятого зубчатого колеса понятие начальной окружности вообще
лишено смысла.
По делительному диаметру dокружные шаги соответствуют стандартному модулю т. Для
цилиндрических прямозубых колес, например, или d=mz.
Основными
называются окружности, по которым развертываются эвольвенты,очерчивающие профили зубьев.
Окружностями
выступов и впадин называются окружности, ограничивающие вершины и
впадины зубьев.
Линией
зацепления называется геометрическое место точек контакта зубьев в
зацеплении. В эвольвентном зацеплении линия
зацепления - прямая, нормальная к профилю зубьев в полюсе зацепления и
касательная к основным окружностям.
Углом
зацепления α называется угол между линией зацепления и
перпендикуляром к линии центров.
Углом
наклона спирали зубьев косозубых шестерен β
называется угол между осью зуба и образующей делительного цилиндра или конуса.
Для определения основных параметров зубчатой
передачи принимают делительный радиус. Если межосевое расстояние в передаче
равно сумме делительных радиусов, то начальные и делительные окружности в этом
случае совпадают. В дальнейшем рассматривается именно такой частный случай
зацепления.
Высота
зуба h—
радиальное расстояние между окружностями вершин и впадин зубчатого колеса:
H=ha+hf.
Головка
зуба— его часть, расположенная между делительной окружностью
цилиндрического зубчатого колеса и окружностью вершин зубьев; h— высота головки зуба.
Ножка
зуба— часть зуба, расположенная между делительной окружностью
и окружностью впадин (высота ножки зуба hf).
Радиальный
зазор— расстояние между поверхностями вершин зубьев и впадин
шестерни и колеса:
c=hf-ha.
Окружная
толщина зуба st — расстояние между
разноименными профилями зуба по дуге концентрической окружности зубчатого
колеса.
Ширина венца b—
наибольшее расстояние между торцами зубьев цилиндрического зубчатого колеса по
линии, параллельной его оси.
Межосевое расстояниеaω— расстояние между осями зубчатых колес передачи.
Рис. 16Рис.17
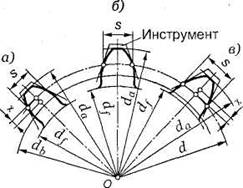
Основная
теорема зубчатого зацепления. Понятия о линии и полюсе зацепления.
Профилирование зубьев
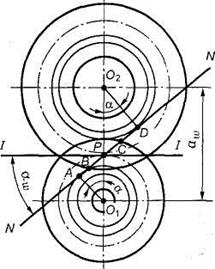
Для обеспечения нормальной работы пары зубчатых колес с постоянным передаточным числом профили
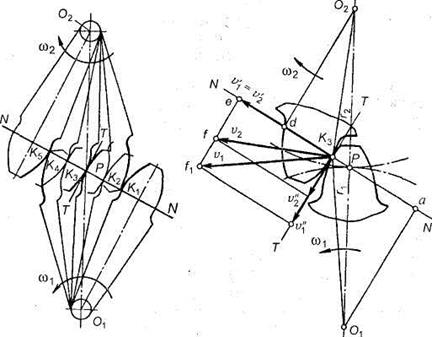
зубьев должны быть очерчены по кривым, подчиняющимся определенным законам. Эти законы вытекают из основной теоремы зацепления,
сущность которой заключается в следующем.
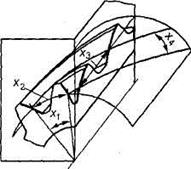
Пусть имеется пара зубчатых
колес с центрами О1и О2,вращающихся
соответственно с угловыми
скоростями и На рис.18, а показаны сложения, которые последовательно
занимает пара сопряженных (эвольвентных) зубьев в процессе их зацепления; прямую О1О2называют межосевойлинией зубчатой передачи. Проведем в точках касания
зубьев К1, К2, К3, ... общие нормали к профилям. Все эти нормали NN должны
пересекать межосевую линию О1О2в постоянной точке
Р. Эту точку называют полюсом
зацепления;ее положение на межосевой
линииопределяется отношением угловых скоростей колес, т.е. их
отношением:
а)б)
Рис. 18. Элементы зубчатого зацепления
Основную
теорему зацепленияможно сформулировать так: общая нормаль к профилям
зубьев в точке их касания пересекает межосевую линию в точке Р,
называемой полюсом зацепления и делящей межосевое расстояние на отрезки,
обратно пропорционально угловым скоростям.
Следствие: для обеспечения постоянного
передаточного отношения положение полюса Рна
линии центров должно быть постоянным.
В процессе работы сопряженных (эвольвентных)
профилей точка их касания все время перемещается по
прямой NN. Эту прямую называют линией зацепления.
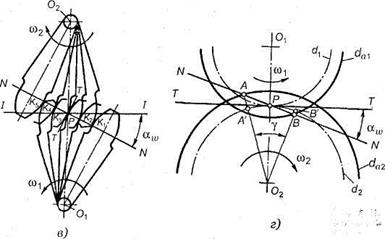
Место (точку) входа в зацепление и выхода из него
сопряженных зубьев можно определить при следующем геометрическом построении.
Возьмем произвольное межосевое расстояние О1О2(рис.18, г) и разделим его в произвольном
отношении O2P/O1P=u. Радиусами О2Р
и O1Pпроведем
начальные окружности зубчатых колес через точку Р,касательную ТТ кэтим окружностям и линию NN
— нормаль к боковым поверхностям зубьев — под углом αω и касательной ТТ. Угол называют углом
зацепления; в СНГ принят
20°.
Примем произвольную высоту головки зубьев и
проведем радиусами, равными 1/2da1 и 1/2da2,окружности выступов зубчатых колес (высота головки зуба
шестерни и колеса должна быть одинаковой). При направлении вращения колес,
указанном на рисунке, зубья войдут в зацепление в точкеА(точке пересечения нормали с окружностью выступов колеса) и выйду: из
зацепления в точке В (точке пересечения нормали с окружностью выступов
шестерни).
Все точки касания сопряженных зубьев будут лежать
на участке АВ линии зацепления. Участок АВ называется рабочим участком линии зацепления.
Необходимое условие непрерывности зацепления:
дуга зацепления должна быть больше шага. В противном случае при выходе из
зацепления одной пары зубьев вторая пара еще не войдет.
Длина линии зацепленияqa— отрезок линии зацепления, отсекаемый окружностями вершин
зубьев сопряженных колес. Он определяет начало иконец зацепления пары
сопряженных зубьев. Длина зацепления — активная часть линии зацепления.
Коэффициент торцового перекрытия— отношение длины линии зацепления
к шагу:
Рис. 19. Геометрические параметры зубчатой
передачи
Полюс зацепления Р(см. рис. 18, б) сохраняет
неизменное положение на линии центров О1О2. Следовательно,
радиусы О1P(r1) и О1P(r1) также неизменны. Окружности радиусов r1 и r2называют начальными (делительными). При вращении зубчатых колес эти
окружности перекатываются
одна по другой без скольжения, о чем свидетельствует равенство их окружных скоростей (см. доказательство основной теоремы зацепления). Теоретически
боковые поверхности зубьев (профили) могут быть очерчены любыми кривыми, удовлетворяющими основному закону зубчатого зацепления. Такие
профили называют сопряженными.
В современном машиностроении для построения сопряженных профилей применяют ограниченное число кривых.
Профили зубьев должны быть
технологичными, т.е. такими, чтобы их можно было получить в производственных условиях
наиболее простыми методами. Из
теоретически возможных профилей преимущественное применение получили эвольвентные профили(см.
рис. 18, б). Это обусловлено тем, что эвольвентное зацепление, будучи достаточно простым
геометрически, имеет существенные технологические и эксплуатационные
преимущества: эвольвентные зубья могут быть весьма
точно нарезаны относительно простым инструментом с прямолинейными режущими
кромками, причем одним инструментом можно нарезать колеса с различным числом
зубьев; эвольвентные передачи нечувствительны к
отклонениям межосевого расстояния от его теоретического значения; они
допускают модификацию профиля зубьев, сводящуюся к выбору оптимальных участков
эвольвенты, обеспечивающих наилучшие работоспособность, к.п.д.
и другие. Это зацепление может
быть использовано и в сменных колесах.Эвольвентное зацепление предложено Эйлером более
200 лет назад в 1760 г.
В
зацеплении М.Л. Новикова, предложенном в 1954 г., рабочие профили зубьев
очерчены дугами окружностей (рис. 20, 21). Передачи Новикова имеют
повышенную (в 1,5...2 раза), по сравнению с эвольвентными,
контактную несущую способность, но пониженную изгибную выносливость. Они
нарезаются инструментом, имеющим исходный контур сложной конфигурации (рис.
22), чувствительны к изменению межосевого расстояния и, как следствие, имеют
несколько худшие шумовые и вибрационные показатели, у них бóльшие осевые
габариты, что увеличивает технологические погрешности при их изготовлении. Ввиду сложности изготовления и монтажа передачи с зацеплением
Новикова пока нашли применение только в специальном машиностроении.
Рис. 20. Колесо с зацеплением М. Л. Новикова
Рис. 21.Кинематика зацепления зубчатых колес
Рис.22. Исходные
контуры зубьев колес передачи Новикова
Краткиесведенияокорригированиизацеплений
Форма эвольвентного
профиля зубьев при заданном угле инструмента и модуле зависит от числа зубьев z(рис. 23): с уменьшением числа зубьев увеличивается
кривизна эвольвентного профиля и соответственно уменьшается толщина зубьев у
основания и вершины.
Если число
зубьев zменьше некоторого
предельного значения zmin, то при нарезании зубьев происходит подрезание ножек зуба
(рис. 23, z=
10), в результате чего в опасном сечении
зуб значительно ослабляется, снижается его прочность на изгиб, а также
уменьшается рабочая часть ножки, что увеличивает изнашивание зубьев и уменьшает
коэффициент их перекрытия.
Рис.23. Формы зубьевэвольвентного профиля
Минимальное число зубьев шестерни, у которой
исключено подрезание зубьев, без сдвига инструмента реечного типа,
определяется по формуле , где — угол профиля зуба рейки.
Для стандартного зацепления = 200, zmin= 17. При больших
окружных скоростях передачи для уменьшения шума для гедукторовпринимаютчислозубьевшестерни z = 20 30.
Для устранения явлений подрезания зубьев и
улучшения параметров передачи применяют корригирование. Корригирование зубьев производят на обычных станках
стандартным инструментом. Разница в изготовлении зубчатых
колес с некорригированными и корригированными зубьями
заключается в том, что для последних инструмент устанавливают с некоторым
дополнительным смещением по отношению к оси заготовки.
При этом по
сравнению с нормальным эвольвентнымзацеплениемпрофиликорригированных зубьев получаются другими,
т.е. используются для данной передачи более выгодные участки эвольвенты той же основной окружности. Соответственно
заготовки этих колес должны быть
измененного диаметра.
Коррекция зацепления может быть
высотной или угловой.Осуществляется она смещением инструментальной
рейки (рис. 24) на размер χпри нарезании зубьев (положительное смещение рейки — от
центра зубчатого колеса,
отрицательное — к центру).
Рис.24. Профили
корригированных колес
Высотное корригирование.Шестерню изготовляют с положительным коэффициентом смещения X1, а
колесо с отрицательным — X2.Суммарный коэффициент смещения =X1+X2=0. При высотной коррекции изменяется соотношение между высотой головки
ножки зубьев, общая же высота зубьев не изменяется. Межосевое расстояние и угол зацепления также остаются неизменными.
Угловое корригированиеотличается от
высотного тем, что 0. При X1>0и X2>0 толщина
зубьев по делительным окружностям sи диаметры вершин зубьев da увеличатся как у шестерни, так и у колеса. Для обеспечения нормального зацепления колеса
необходимо раздвинуть на величину (при этом начальные окружности
отличаются от делительных). При увеличении межосевого расстояния угол
зацепления возрастает. Угловое
корригирование имеет значительно большие возможности, чем высотное, поэтому применяется чаще.
Более подробные сведения по корригированию
зацепления приведены в
специальной литературе.
Виды
повреждений и разрушений зубьев колес
Правильно спроектированная и изготовленная передача при выполнении всех правил эксплуатации не
должна перегреваться и производить при работе сильного шума. Появление значительного перегрева и
чрезмерного шума
свидетельствует о недостатках в работе передачи, связанных с ее конструкцией, изготовлением,
неправильным выбором смазочного материала или возможными повреждениями зубьев. Наблюдаются следующие виды разрушения зубьев: пластическая
деформация рабочих поверхностей, их поломка, изнашивание, заедание,
выкрашивание рабочих поверхностей.
Поломка зубьев.Этот вид разрушения зубьев полностью
выводит передачу из строя, нередко
сопровождающегося повреждениями смежных узлов и деталей машины (валов,
подшипников и др.), вследствие заклинивающего действия выломавшихся кусков
зубьев. Чаще поломка наблюдается
у основания зуба (рис.25) вследствие периодического действия переменной
нагрузки F, имеющей отнулевой,
пульсирующий характер, а
также в результате
значительной кратковременной перегрузки (ударной нагрузки). В свою
очередь, усталостная поломка бывает малоцикловая, вызываемая действием многократных
перегрузок, и многоцикловая — от действия в течение
довольно длительного времени переменных напряжений. Прямые короткие зубья
выламываются полностью по всей своей длине. Длинные прямые зубья, а особенно
косые и шевронные, обычно выламываются по косому сечению. При усталостном
разрушении излом имеет вогнутую форму, при разрушении от перегрузок — выпуклую.
Если зуб работает одной стороной,
то первоначальная трещина, как правило, образуется в зоне растяжения. Трещина распространяется
вдоль основания ножки зуба, а иногда к его вершине или по какой-то рабочей
части зуба.
Трещины
Рис. 25. Виды разрушений зубьев. Излом зуба
Излом зуба может привести к весьма тяжким последствиям
вплоть до разрушения валов и подшипников, а иногда и всего механизма. Для
предупреждения излома проводится расчёт зуба по напряжениям изгиба. Такой
расчёт для закрытых передач выполняется в качестве проверочного после расчёта
на контактные напряжения. Для открытых передач, где высока вероятность
случайных перегрузок,этот расчёт
выполняется как проектировочный.
Долговечность зубьев можно повысить, увеличив прочность основания зуба и уменьшив концентрацию
напряжений в опасном сечении, увеличив модуль
передачи. Появление поломки от однократных перегрузок предупреждают
защитой привода от этого вида нагрузок специальными предохранительными
устройствами (например, муфтами предельного момента).
Усталостная поломка зубьев колес
является конечным результатом зарождения в них и развития до своих критических
размеров усталостной трещины. Усталостные трещины появляются у корня зуба со
стороны его растянутых волокон, где действуют наибольшие растягивающие
напряжения, связанные с концентрацией напряжений, возникающей в переходной зоне
зуба. Усталостные поломки наиболее характерны для колес закрытых передач,
работающих при наличии в зоне их зацепления достаточного количества жидкого
смазочного материала и имеющих зубья, закаленные до высокой (НRC
50) твердости.
Усталостные
разрушения зубьев предупреждают их расчетом на выносливость при изгибе.
Повреждение торцов зубьев (выламывание, смятие) часто получают колеса коробок
скоростей при отсутствии у них синхронизаторов – устройств, обеспечивающих
предварительное выравнивание окружных скоростей сопрягаемых колес.
По данным эксплуатации выявлены следующие виды
поверхностных повреждений зубьев колес.
Выкрашивание (питтинг) рабочих поверхностей зубьев.Этот вид повреждения зубьев является наиболее серьёзным и
распространённым дефектом поверхности зубьев даже для закрытых хорошо
смазываемых и защищённых от загрязнения передач и нарушает нормальную работу всей передачи, но не выводит ее
из строя полностью. Чаще
это повреждение наблюдается в закрытых передачах, работающих при обилии смазочного материала. Выкрашивание
носит усталостный характер и вызвано контактными напряжениями, которые
изменяются по отнулевому пульсирующему циклу. Выкрашивание заключается в появлении на рабочих
поверхностях зубьев вблизи полюсной линии небольших углублений, напоминающих
оспинки, которые потом растут, распространяясь на всю поверхность ножки зуба,
превращаясь в раковины. Выкрашивание приводит кповышению контактного давления и нарушению
работы передачи. В открытых передачах поверхностные слои истираются раньше, чем
в них появляются усталостные трещины, поэтому выкрашивание появляется весьма
редко. Выкрашивание поверхности зубьев возникает на ножках
зубьев колес вблизи полюсной линии (рис.26). Смазочный материал, который заходит в микротрещины, находясь под действием внешнего
давления (при работе передачи), расклинивает трещины. Повторяясь, такие действия приводят к
откалыванию части металла
(рис.27). Диаметр ямок выкрашивания (оспинок) доходит до 2-5 мм. Установлено, что чем тверже поверхности зубьев и
чем меньше шероховатость их поверхностей, тем большую нагрузку они могут выдерживать без опасности возникновения выкрашивания.
Более вязкой масло способно лучше
гасить динамические нагрузки на зубья и тем самым уменьшать выкрашивание
поверхности зубьев.
Выкрашивание может быть ограниченным
или прогрессирующим.Ограниченноевыкрашивание связано с концентрацией нагрузки по длине
зубьев, а в косозубых передачах еще и с неполным использованием контактных
линий, вследствие неизбежных погрешностей шагов зубьев. Ограниченноевыкрашивание возникает в мягких металлах и в открытых
передачах, где велик износ. В этом случае поверхность быстрее изнашивается, чем
выкрашивается. При большой твёрдости зубьев происходит дальнейшее выкрашивание, профиль зуба нарушается и деталь выходит из
строя. В хорошо прирабатывающихся передачах (когда перепад твердостей зубьев
колес пары составляет не менее 40 НВ) выкрашивание
после приработки может прекратиться, причем оно практически не отражается на
работе передачи, так как образовавшиеся ямки постепенно завальцовываются.
Опасность
представляет прогрессирующеевыкрашивание,
распространяющееся на всю или значительную часть длины зубьев. Такое выкрашивание приводит к повышению давления на еще не
выкрошенных участках поверхности зубьев, выжиманию смазки в ямки и, наконец, к
пластическому обмятию или заеданию зубьев.
Для предупреждения выкрашивания
необходимо повышать твёрдость материалатермообработкой либо повышать степень точности передачи, а также
правильно назначать размеры из расчёта на усталость по контактным напряжениям
(контактную выносливость).
Рис.26. Виды разрушений
зубьев. Усталостное
выкрашивание
Рис. 27. Процесс образования усталостных раковин в закрытой передаче
В открытых передачах выкрашивание наблюдается очень редко, так как поверхностный слой, в котором возникают
начальные трещины, истирается раньше, чем в нем успевает произойти усталостное
выкрашивание.
Изнашивание (истирание) зубьевчаще наблюдается в открытых передачах, чем в закрытых, заключается в истирании
рабочих поверхностей (рис. 28) вследствие попадания в зону зацепления металлических частиц, пыли, грязи (абразивное изнашивание).
Встречается также и взакрытых
передачах, но находящихся в засорённой среде: в горных, дорожных, строительных,
транспортных машинах. Является основной причиной выхода из строя передач при
плохой смазке. Усталостное контактное выкрашивание
зубьев в таких передачах не наблюдается, так как истирание опережает процесс
образования усталостных повреждений в поверхностном слое.
Рис. 28. Процесс
изнашивания зубьев в открытых передачах
Изнашивание может начаться также в результате
недостаточно гладкой поверхности у новой передачи и продолжаться до сглаживания
неровностей рабочих поверхностей зубьев. У изношенных передач повышаются
зазоры в зацеплении и, как следствие, усиливаются шум, вибрация, динамические
перегрузки; искажается форма зуба; уменьшаются размеры поперечного сечения, а
значит и прочность зуба. Основные меры предупреждения износа – повышение
твёрдости поверхности зубьев, защита от загрязнения, применение
модифицированных профилей зубьев и масел с повышенной вязкостью. В расчёте на
контактную выносливость абразивный износ учитывается занижением допускаемых
контактных напряжений.
Заедание зубьев.Наблюдается как в открытых, так и в
закрытых высокоскоростных, тяжело
нагруженных передачах и возникает при высоких контактных
напряжениях и разрыве или отсутствии масляной пленки, разъединяющей
взаимодействующие зубья колес.
Разрушение масляной пленки происходит из-за
выдавливания масла из зоны контакта под действием значительных контактных
напряжений или понижения вязкости и защитных свойств масла от его нагрева,
связанного с большими скоростями скольжения. При разрушении масляной пленки в
результате взаимодействия материалов зубьев в отдельных контактирующих точках
развиваются очень высокие местные давления и температуры, происходит точечное
схватывание (сваривание) частиц металла сопряженных поверхностей с последующим
отрывом их от менее прочной поверхности. Образовавшиеся на поверхности более
прочного зуба наросты задирают (оставляют глубокие узкие борозды) рабочие
поверхности зубьев менее прочного колеса в направлении относительного
скольжения зубьев.
Заедание наблюдается преимущественно у тяжело нагруженных
высокоскоростных передач, а также у тихоходных, но крупномодульных
и с малым числом зубьев (именно в таких передачах развиваются большие скорости
скольжения и высокие контактные напряжения). Более склонны к заеданию зубья из
однородных, термически неупрочненных материалов. Хотя иногда можно наблюдать
борозды заедания и на закаленных зубьях.
Меры предупреждения здесь те же, что и при абразивном
износе. Для предохранения зубьев от заедания применяют масла с повышенной
вязкостью и противозадирными, а так же химически активными, присадками.
Желательно интенсивное охлаждение смазочного материала. Рекомендуется также
фланкирование зубьев.
Отслаивание рабочих поверхностей зубьев
иногда наблюдают у колес тяжело нагруженных передач при наличии поверхностной
химико-термической обработки (азотирования, цианирования, цементации).
Вследствие возникновения высоких контактных напряжений усталостные трещины в
этом случае появляются не на поверхности зубьев, а под их тонким упрочненным
слоем, где металл обладает пониженной выносливостью. Это является причиной
отслаивания чешуек металла с рабочей поверхности зубьев колес. Кроме
непосредственного интенсивного разрушения поверхности зубьев этот вид их
повреждений опасен еще и тем, что отслоившиеся твердые чешуйки оказывают
дополнительное абразивное воздействие на зубья, способствующее быстрому выходу
передачи из строя. Для предотвращения данного вида повреждений производят
расчет зубьев на контактную выносливость их глубинных слоев.
Пластическое деформирование поверхностного
слоя зубьевхарактерно для тяжелонагруженных
тихоходных передач при невысокой твердости зубьев. Так как при малых скоростях
скольжения затруднено образование на зубьях устойчивой масляной пленки, то в
этом случае на их рабочих поверхностях развиваются значительные силы трения,
вызывающие пластические деформации поверхностного слоя с последующим их сдвигом
в направлении скольжения зубьев. В результате у полюсной линии зубьев ведомого
колеса образуется выступ, а у ведущего – канавка, приводящие к нарушению
правильности зацепления зубьев.
Правильно спроектированные передачи должны быть
рассчитаны так, чтобы любая из возможных причин повреждения зубьев была исключена.
Общепринятой методики расчета зубьев на изнашивание и заедание в настоящее
время нет. Все передачи рассчитывают одинаково по контактным напряжениям.
Однако иногда открытые передачи рассчитывают только на изгиб по той причине,
что у них в меньшей степени наблюдается явление выкрашивания зубьев. Эти
передачи масляной ванны не имеют, поэтому меньше подвержены выкрашиванию поверхности зубьев.
Рис. 29
Усталостное выкрашивание,
абразивный износ и заедание обусловлены поверхностной
прочностью, а излом – объёмной прочностью зубьев. Поскольку
поверхностные повреждения – главный вид поломок для закрытых передач, торасчёт на контактную выносливость выполняют в
качестве проектировочного; расчёт на изгиб – в качестве проверочного.
Для открытых передач всё наоборот, т.к. режим работы временный или даже
разовый, а перегрузки значительные.
Цилиндрические
прямозубые передачи. Устройство и основные геометрические соотношения
Зубчатую передачу с параллельными осями, у колес которой поверхности по диаметру выступов
цилиндрические, называют цилиндрической.
Цилиндрическая прямозубая зубчатая
передача состоит из двух или нескольких пар цилиндрических зубчатых колес с
прямыми зубьями (рис.30). Эта передача наиболее проста в изготовлении.
Применяется как в открытом, так и в закрытом исполнении.
Рис.30. Цилиндрическая
прямозубая передача
Передаточное число и ограничивается габаритными размерами передачи. Для одной пары цилиндрических
зубчатых колес z2/z1=u12,5.
Геометрические соотношения размеров
прямозубой цилиндрической передачи
с эвольвентным профилем зуба.
Определим геометрические параметры прямозубой цилиндрической передачи в зависимости от
модуля и числа зубьев (т и z).
Диаметр вершин зубьевda=d+2ha(рис. 31);
диаметр впадинdf=d– 2hf.
Из равенства d=ptzделительный диаметр:
Согласно стандарту высота головки
зубаha=m;высота ножки зубаhf=1,25m;высота зубаh=ha+hf=m+1,25m=2,25m.Отсюда диаметр вершин зубьевda=mz+2m=m(z+2); диаметр впадинdf=mz-2,5m=m(z-2,5).
Разница в высоте ножки одного колеса и высоте головки другого образует радиальный зазор
c=hf- ha=1,25m - m=0,25m
Рис. 31. Основные геометрические параметры
передач с эвольвентным
профилем зубьев
Межосевое
расстояние при a=(см. рис. 31) или
Приняв суммарное число зубьев z1+z2=zΣнайдем
В прямозубой передаче ширина венца равна длине зуба: , где —
коэффициент длины зуба (ширины венца) по модулю (для цилиндрических прямозубых
передач); выбирается по табл. 2.
Таблица 4. Значение коэффициента
/m, не более
HB
Характеристика конструкции
45-30
30-20
До 350
Свыше 350
Высоконагруженные точные передачи.
Валы,опорыи корпуса повышенной
жесткости
30-25
20-15
15-10
До 350
Свыше 350
Обычные передачи редукторного типа в отдельном
корпусе
с достаточно жесткими валами и опорами.
Передачи низкой точности с консольными валами
Таблица 5.Геометрические параметры прямозубой цилиндрической передачи
Параметр, обозначение
Расчетные формулы
Модуль т
Диаметр вершин зубьев da
da=m(z+2)
Делительный диаметр d
d=mz
Диаметр впадин зубьев df
df=m(z-2,5)
Высота зуба h
h=2,25m
Высота головки зуба ha
ha=m
Высота ножки зуба hf
hf=1,25m
Окружная толщина зубаst
Окружная толщина впадин зубьев et
Радиальный зазор с
c=0,25m
Межосевое расстояние
Окружной шаг рt
pt=m
Длина зуба (ширина венца) =b
Определение
числа зубьев шестерни и колеса по суммарному числу зубьев передачи и известному
передаточному числу.
Если известно uи ,то число зубьев шестерни и колеса можно определить по
формулам:
z1=/(1+u);z2=-z1,
где z1— число зубьев шестерни; z2 — число зубьев колеса; — суммарное число зубьев; и —
передаточное число.
Рис. 32Рис. 33
Расчет
зубьев цилиндрической прямозубой передачи на изгиб
По международному стандарту ISO / DIS 6336: (Ausgabe 1986) по расчету зубчатых передач предусмотрены
четыре метода расчета зубчатых передач.
Метод А – экспериментально – исследовательский требует точных
измерений, обширного и трудоёмкого математического анализа или обоснования на
основе надежного эксплуатационного эксперимента на подобных приводах. При этом
предел выносливости и эквивалентное окружное усилие или коэффициент внешней
динамики – КА определяется
из полученного измерением коллектива нагрузок с использованием гипотез
накопления повреждений. Поскольку величина КА
может принять весьма большие значения от 1 до 2 и более, то применяемый метод
расчета и величина КА
должны согласовываться между изготовителем и покупателем редуктора. Как видим,
метод очень дорог и применяется крайне редко.
Метод В -
экспериментально- теоретический и производится на
основе исследования предела выносливости зубчатого колеса – представителя, считается
целесообразным для зубчатых передач массового производства.
Метод С - приближенный, при этом аналитический расчет
производится на основе комплексных данных стандарта или справочнойтехнической литературы.
Метод D –
упрощенный, примерно соответствует приводимому расчету данного раздела.
Необходимо заметить, что метод расчета зубчатых передач
по ГОСТу 21354-87 занимает промежуточное положение между методами С и D. В методеСкоэффициент формы зуба при расчете на изгиб рассматривается как
произведение двух переменных (YFS=YF∙YS).
Ниже излагается упрощенный метод расчета зуба на изгиб, основанный на положениях сопротивления
материалов.
На рис. 34 показаны схема зацепления двух зубьев в полюсе и силы, действующие на зубья колес со стороны
шестерни; трение не учитывается. Нормальная сила Fnраскладывается на две составляющие: окружную силу Ftи радиальную или распорную — Fr.
Рис. 34. Усилия в зацеплении прямозубой
цилиндрической передачи
При выводе формул принимают следующие упрощения и допущения: зуб рассматривают как консольную балку
прямоугольного сечения, работающую на изгиб и сжатие; вся нагрузка,
действующая в зацеплении, передается одной парой зубьев и приложена к их вершинам; нагрузка равномерно распределена по длине зуба .
На рис.35 показан профиль балки равного сопротивления (s — толщина зуба в опасном сечении; l— плечо изгибающей силы; — длина зуба; Fn— нормальная сила, действующая на зуб).
Рис.35. Схема расчета
зубьев на изгиб
Определим силы в опасном сечении корня зуба. Разложим силу Fnв точкеАна две составляющие: и , условно принимаем, что сила Fnприложена только к одному зубу
(перекрытием пренебрегаем), а сила Ftравна окружной
силе на начальной окружности.
Сила изгибает зуб, а сила сжимает его. Из рис. 35 находим
=Fncos;=Fnsin
где — угол направления нормальной силы Fn, приложенной у вершины, который несколько больше угла зацепления ;Fn-Ft/cos— нормальная сила.
Исходя из изложенного выше, за расчетное напряжение принимают напряжения на растянутой стороне
зуба:
(1)
Для опасного сечения ВС условие прочности
где σF— напряжение
изгиба в опасном сечении корня зуба; W— осевой момент сопротивления; A=s—
площадь сечения ножки зуба.
Выразим Iиsв долях модуля зубьев: l= km; s = cm, где ки с — коэффициенты, зависящие от формы зуба, т.е.
от угла и числа зубьев Z.
Тогда изгибающий момент в опасном сечении
MB=Ft∙l=Ft∙km;
осевой момент
сопротивления прямоугольного сечения зуба
Подставим в формулу (2) входящие в него параметры
МИи W, введем коэффициенты
расчетной нагрузки (табл. 6), KFV (табл. 7) и теоретический
коэффициент концентрации напряжений КТ.
В результате получим окончательную формулу
проверочного расчета прямозубой передачи на усталость при изгибе
где YF—
коэффициент учитывающий форму зуба и концентрацию напряжений (табл. 8).
Таблица
6. Значение
коэффициентов и
Расположение шестерни
относительно опор
Твердость НВ
поверхностей
зубьев колеса
при =/d1
при =/d1
0,2
0,4
0,6
0,8
1,2
1,6
0,2
0,4
0,6
0,8
1,2
1,6
Консольное
(опоры-шарикоподшипники)
До 350
Св. 350
1,16
1,33
1,37
1,70
1,64
1,08
1,22
1,17
1,44
1,28
Консольное
(опоры-роликоподшипники)
До 350
Св. 350
1,10
1,20
1,22
1,44
1,38
1,71
1,57
1,06
1,11
1,12
1,25
1,19
1,45
1,27
-
Симметричное
До 350
Св. 350
1,01
1,02
1,03
1,04
1,05
1,08
1,07
1,14
1,14
1,30
1,26
1,01
1,01
1,02
1,02
1,03
1,04
1,04
1,07
1,07
1,16
1,10
1,26
Несимметричное
До 350
Св. 350
1,05
1,09
1,10
1,18
1,17
1,30
1,25
1,43
1,42
1,73
1,61
1,03
1,06
1,05
1,12
1,07
1,20
1,12
1,29
1,19
1,48
1,28
-
Таблица
7.Значение
коэффициентов KFVи KHV
Степень точности передачи
Твердость НВ поверхности зубьев колеса
KFV (a/f0) при окружной
скорости, м/с
1
2
3
6
8
10
7
До 350
Св. 350
1,08/1,03 (1,04/1,02) 1,03/1,01 (1,03/1,00)
1,16/1,06 (1,07/1,03) 1,05/1,02 (1,05/1,01)
1,33/1,11 (1,14/1,05) 1,09/1,03 (1,09/1,02)
1,50/1,16 (1,21/1,06) 1,13/1,05 (1,14/1,03)
1,62/1,22 (1,29/1,07) 1,17/1,07 (1,19/1,03)
1,80/1,27 (1,36/1,08) 1,22/1,08 (1,24/1,04)
8
До 350
Св. 350
1,10/1,03 (1,04/1,01) 1,04/1,01 (1,03/1,01)
1,20/1,06 (1,08/1,02) 1,06/1,02 (1,06/1,01)
1,38/1,11 (1,61/1,04) 1,12/1,03 (1,10/1,02)
1,58/1,17 (1,24/1,06) 1,16/1,05 (1,16/1,03)
1,78/1,23 (1,32/1,07) 1,21/1,05 (1,22/1,04)
1,96/1,29 (1,40/1,08) 1,26/1,08 (1,26/1,05)
9
До 350
Св. 350
1,13/1,04 (1,05/1,01) 1,04/1,01 (1,04/1,01)
1,28/1,07 (1,10/1,03) 1,07/1,02 (1,07/1,01)
1,50/1,14 (1,20/1,05) 1,14/1,04 (1,13/1,02)
1,72/1,21 (1,30/1,07) 1,21/1,06 (1,20/1,03)
1,98/1,28 (1,40/1,09) 1,27/1,08 (1,26/1,04)
2,25/1,35 (1,50/1,12) 1,34/1,09 (1,32/1,05)
Примечание. В числителе — значения для прямозубых
колес, в знаменателе — для косозубых.
Таблица 8.Коэффициент YF-для эвольвентного
наружного зацепления при = 20° (при х = 0)
Число зубьев
YF
Число зубьев
YF
Число зубьев
YF
17
4,26
28
3,81
65
3,62
20
4,07
30
3,79
80
3,60
22
3,98
35
3,75
100
3,60
24
3,92
40
3,70
150
3,60
26
3,88
45
3,66
300
3,60
50
3,65
Рейка
3,63
Примечание. Выбор
коэффициента YFможно производить по графику.
Выведем формулу проверочного расчета прямозубых
передач на усталость при изгибе через вращающий момент Т2..
С учетом того, что Ft=2T1/d1=2T1/mz1=2T2/mz1u;=mz1формула проверочного расчета (4) примет вид
где , ,МПа; m, мм;
T2— вращающий момент на колесе, Нмм;
Z1 — число зубьев шестерни;— коэффициент длины зуба (ширины венца) по делительному диаметру
(табл. 9).
Таблица 9.Рекомендуемые значения
коэффициента =/d1
в зависимости от твердости
рабочих поверхностей зубьев
Расположение колес
относительно опор
HB2≤350или
HB1≤350
HB2>350
Симметричное
0,8-1,4
0,4-0,9
Несимметричное
0,6-1,2
0,3-0,6
Консольное
0,3-0,4
0,2-0,25
Из формул (5) и (6) получаем формулы
проектировочного расчета на изгиб
P1=T1;(6)
где Km= 1,4 для
прямозубых колес.
В формулу (8) подставляют меньшее
из двух отношений /YF,вычисленных для
шестерни и колеса.
Выбор
допускаемых напряжений изгиба.Выше отмечалось, что причиной поломки зубьев, как правило,
является усталость материала под действием повторных переменных изгибающих
напряжений. Поэтому значения допускаемых напряжений должны быть определены
исходя из предела выносливости зубьев. Допускаемое напряжение изгиба
определяют по формуле
где —
базовый предел выносливости зубьев при отнулевом
цикле изменения напряжений (табл. 10); SF— коэффициент
безопасности (SF= 1,7 2,2; SF> 2,2 — для литых заготовок); YR—
коэффициент, учитывающий шероховатость поверхности зуба (YR= 1,051,2 — при
полировании, в остальных случаях YR= 1); KFC — коэффициент, учитывающий влияние двустороннего приложения
нагрузки (KFC= 1,0 — при одностороннем приложении нагрузки, изгибающей
зуб;KFC= 0,65 — для нормализованных сталей,
KFC=0,75 — для закаленных сталей с твердостью свыше HRC45; KFC = 0,9 — для азотированных сталей); KFL— коэффициент долговечности.
Таблица 10.Приближенные значения пределов
выносливости при изгибе зубьев
, МПа
Твердость зубьев HRС
Сталь
Способ термической
или
химико-термической обработки
Поверхность
Сердцевина
1,8HBСР
НВ 180-300
Углеродистая
или легированная
Отжиг, нормализация
или улучшение
550-600
HRC 45-55
Легированная
Объемная закалка
750-850
48-58
30-45
Поверхностная закалка
750-850
56-62
32-45
Цементация и нитроцементация
300 + 1,2HRC
(сердцевины зуба)
50-60
24-40
Азотирование
В зависимости от твердости активных поверхностей
зубьев коэффициент долговечности YNопределяется
по следующим формулам:
при НВ350,(10)
приНВ 350, (11)
где — число циклов соответствующее точке перелома
кривой усталости; NF— расчетная
циклическая долговечность;
,(12)
где — частота вращения (угловая
скорость) шестерни или колеса, об/мин
(рад/с); с — число колес, находящихся
в зацеплении с рассчитываемым колесом;— продолжительность работы зубчатой передачи
за расчетный срок службы, ч;
,(13)
где LГ— срок службы передачи, год; С — число смен; tc—
продолжительность смены, ч; kГ— коэффициент годового использования привода; kс — коэффициент
использования привода в смене.
Формула (12) приемлема для определения расчетной
циклической долговечности только при постоянном режиме нагрузки.
При выборе материала для зубчатой пары с целью
сокращения номенклатуры, как правило, назначают одинаковые материалы. Разность
значений твердостей для шестерни и колеса достигается их термической обработкой.
Получение нужных механических характеристик зависит не только от температурного
режима обработки, но и от размеров заготовки.
При переменном режиме нагрузки расчетная циклическая долговечность определяется по
формуле:
,(14)
где KFE — коэффициент
приведения переменного режима нагрузки к постоянному эквивалентному режиму:
где Tmax, Тi — максимальные и промежуточные
значения моментов; коэффициент mF = 6 — при
нормализации и улучшении; mF=9 — при закалке; ti—
продолжительность (в часах) действия момента Тi; — суммарная
продолжительность работы зубчатой передачи.
Расчет прочности контактирующих поверхностей зубьев
основан на ограничении наибольших нормальных напряжений.
При выводе формул приняты следующие допущения: зубья
рассматривают как два находящихся в контакте цилиндра с параллельными образующими
(радиусы этих цилиндров принимают равными радиусам кривизны профилей зубьев в
полюсе зацепления); нагрузку считают равномерно распределенной по длине зуба;
контактирующие профили предполагают неразделенными масляной пленкой.
На основании этих допущений к расчету зубчатых колес
можно применить результаты исследований на контактную прочность цилиндрических
роликов. Наибольшие нормальные контактные напряжения возникают в точках,
лежащих на очень малой глубине под линией контакта по формуле Герца—Беляева:
где q — расчетная удельная
нормальная нагрузка; Eпр
— приведенный модуль упругости материалов зубьев; — приведенный радиус
кривизны профилей зубьев шестерни и колеса; — коэффициент
Пуассона. Для прямозубых колес без учета коэффициентов нагрузки
,(17)
где — нормальная
сила, действующая на зуб (см. рис. 35); Ft — окружная
сила; — суммарная
длина контактной линии (для прямозубых передач ;— ширина венца,
так как ; здесь — коэффициент,
учитывающий непостоянство суммарной длины контактной линии); — коэффициент перекрытия.
Для учета неравномерности распределения нагрузки по
длине контактных линий, а также для учета динамических нагрузок вследствие
погрешности изготовления и деформации деталей передачи вводят коэффициент
нагрузки (см. табл. 6-7).
Отсюда
Приведенный модуль упругости Епр=2Е1Е2/(Е1+Е2), где E1
и E2 — модули упругости материалов шестерни и колеса.
Зубья рассматриваются как цилиндры длиной ba(ширина зубчатого колеса)
и радиусов и , где
Приведенный радиус кривизны зубьев в полюсе
Здесь знак «плюс» для внешнего зацепления, знак «минус»
— для внутреннего зацепления.
Подставляя значения ρпр и q в формулу (17),
после преобразований получим
Обозначим в формуле (19) выражение через
ZH—
коэффициент, учитывающий форму сопряженных поверхностей зубьев;
— коэффициент, учитывающий механические свойства
материалов сопряженных колес (ZM=
275 МПа1/2 — для стальных
колес);
— коэффициент,
учитывающий суммарную длину контактных линии для ()прямозубых
передач.
Получим расчетную формулу, рекомендуемую для
проверочного расчета:
После подстановки значений Ft=2T2/d1u;
d1=2и в формулу (20) и
некоторых преобразований получим удобную для расчета формулу
Значение ψba определяют по формуле (— см. табл. 9).
После некоторых преобразований формулы (21) получим формулу
проектировочного расчета для определения межосевого расстояния прямозубых
зубчатых передач:
Обозначимчерез
вспомогательный коэффициент
Ka (для прямозубых передач при KHV=
1,25,Ka= 49,5 МПа1/3).
Тогда формула проектного расчета для определения
межосевого расстояния закрытых цилиндрических передач
Допускаемые контактные напряжения (МПа) при расчете
рабочих поверхностей на усталостное выкрашивание
рассчитываются по формуле
,
Где — предел выносливости рабочих
поверхностей зубьев (табл. 11), соответствующий базовому числу циклов перемены
напряжений NHlim, МПа
(база испытаний NH0 определяется
по табл. 12);
SH— коэффициент безопасности (SH=
1,1 при нормализации, улучшении или объемной закалке; при поверхностной
закалке и цементации SH=1,2);
KHL — коэффициент долговечности, который учитывает
влияние срока службы, режима нагрузки передачи и возможность повышения допускаемых
напряжений для кратковременно работающих передач.
Таблица
11. Пределы
контактной выносливости σHlimb
, МПа
Материал
Твердость поверхностей зубьев (средняя)
Термическая обработка зубьев
2 НВ + 70
18 HRC+150
17 HRC+200
Сталь углеродистая и легированная
НВ < 350
HRC 38-50
HRC 40-50
Нормализация, улучшение
Объемная закалка
Поверхностная закалка
23HRC
1050
Сталь легированная
HRC> 56
HV 550-750
Цементация и нитроцементация
Азотирование
Таблица
12. Базовое числоциклов NH0
Твердость поверхностей
зубьев НВ
До 200
250
300
350
400
450
500
550
600
NH0, млн. циклов
10
17,0
26,4
38,3
52,7
70
90
113
140
При постояннойнагрузке ; (или ) — циклическая долговечность.
При переменной нагрузке расчетная циклическая
долговечность определяется по формуле:
,
где КНЕ — коэффициент приведения
переменного режима нагружения к постоянному
эквивалентному
В расчетные формулы (21) и (22) входит меньшее из допускаемых напряжений, установленных для
шестерни и колеса. Так как материал колеса имеет обычно меньшую твердость, чем
материал шестерни, то в большинстве случаевдля колеса меньше.
В табл. 11 даны значения предела выносливости (база испытаний) для различных
материалов зубчатых колес.
Исходными данными для расчета передачи обычно
являются мощность (или вращающий момент), угловые скорости (или скорость одного
вала и передаточное число), условия работы (характер нагрузки) и срок службы
передачи.
2. В зависимости от условий работы передачи выбрать материалы
колес, назначить термическую обработку и значения твердости рабочих поверхностей
зубьев (табл. 13).
Таблица 13. Предпочтительные марки сталей для
изготовления зубчатых колес
Термическая обработка
Твердость НВ (HRC)
d, мм
Любой
315
200
125
80
b, мм
Любая
200
125
80
50
Нормализация, улучшение
179-207 235-262 269-302
45
45 35ХМ
45
40Х
35ХМ
45
45
40Х
45
45
45
Поверхностная закалка ТВЧ
(45-50) (50-56)
—
—
35ХМ 50ХМ
35ХМ 50ХМ
35ХМ 50ХМ
Цементация
Нитроцементация Азотирование
(56-63) (56-63) (50-56)
—
—
20ХН2М 25ХГТ 40ХН2МА
20ХН2М 25ХГТ 40ХН2МА
20ХН2М 25ХГТ 40ХН2МА
3. Определить базу испытаний NHO, расчетную циклическую долговечность NH, вычислить коэффициенты и допускаемые напряжения изгиба.
4. Выбрать коэффициент длины зуба (ширины венца
колеса) и рассчитать .
5. Определить межосевое расстояние из условия контактной
прочности по формуле (22) и округлить его значение до
стандартного.
Для стандартных
редукторов расчетное значение округляют
до ближайшего большего значения: 40,50, 63, 80, 100, 125, (140), 160, (180), 200, (225), 250, (280),
315, (335), 400, (450), 500, (560), 630, (710), 800, (900), 1000 и т. д. до 25
000 (в скобках значения по 2-му ряду стандарта для aω).
6. Задать модуль из соотношения m=(0,010,02)и округлить его значение до
ближайшего стандартного (см. табл. 3). При этом в силовых передачах желательно,
чтобы модуль был не менее 1,5-2 мм.
7.Определить суммарное число зубьев , передачи, числа зубьев шестерни и колеса.
8. По табл. 8 выбрать коэффициенты формы зубьев YFiи YF2для шестерни и
колеса.
9. Проверить прочность зубьев по напряжениям
изгиба. При неудовлетворительных результатах ()необходимо путем соответствующего изменения числа зубьев и
модуля; при том же межосевом расстоянии добиться уменьшения напряжений изгиба,
не нарушая при этом условия контактной прочности.
10. Произвести геометрический расчет передачи
(см. табл. 5).
11. Определить окружную скорость колеса vи по табл. 14 назначить
соответствующую степень точности зацепления.
Окружная скорость v(м/с, не более) при степени точности
6
7
8
9
Цилиндрическая
Прямые
Не прямые
До 350
Св. 350
До 350
Св. 350
18
15
36
30
12
10
25
20
6
5
12
9
4
3
8
6
Коническая
Прямые
До 350
Св. 350
10
9
7
6
4
3
3
2,5
Примечание.
Во избежание получения чрезмерно высоких
значений коэффициентов нагрузки
рекомендуется
степень точности назначать на единицу выше, чем указано втаблице.
Расчет открытых передач. Иногда открытые передачи рассчитывают так же, как закрытые.
Рекомендуется следующая последовательность расчета.
1.Определить передаточное число и.
2. В
зависимости от условий работы передачи выбрать материалы колес, назначить их
термическую обработку и значения твердости рабочих поверхностей зубьев.
3.Определить расчетную долговечность, вычислить коэффициенты режима работы
и определить допускаемые напряжения изгиба.
4.Задать
число зубьев шестерни z117 и по передаточному числу опг: делить число зубьев колеса z2.
5.Определить по табл. 8 коэффициенты формы зуба YF.
6.Выбрать
коэффициент длины зуба (ширины венца колеса ).
7.Из
условия прочности на изгиб определить модуль передачи т и округлить его
до ближайшего большего стандартного значения (см. табл. 3)
8.Произвести геометрический расчет передачи (см. табл. 5).
9.Определить окружную скорость колес и по табл.
14 соответствующую ее степень точности зацепления.
Косозубые зубчатые передачи, как и прямозубые, предназначены для передачи вращательного момента между
параллельными валами (рис.
36). У косозубых колес оси
зубьев располагаются не по образующей делительного цилиндра, а по винтовой линии, составляющей с
образующей угол β(рис. 37). Угол наклона зубьев𝛽
принимают равным 818°, он одинаков для обоих колес, но на одном из
сопряженных колес зубья наклонены вправо, а на другом влево.При окружных скоростях v > 2 м/с целесообразно
применять косозубые колеса, так как при больших скоростях прямозубые
цилиндрические колеса работают удовлетворительно лишь при высокой точности
изготовления.
Рис. 36. Цилиндрическая косозубая передача
Передаточное число для одной пары колес может быть u12. В прямозубых передачах линия контакта параллельна оси, а в косозубых расположена по диагонали на поверхности
зуба (контакт в прямозубых передачах осуществляется вдоль всей длины
зуба, а в косозубых — сначала в точке
увеличивается до прямой,
«диагонально» захватывающей зуб, и постепенно уменьшается до точки).
Достоинства косозубых передач по
сравнению с прямозубыми:
- уменьшение
шума при работе;
- меньшие
габаритные размеры;
- высокая плавность зацепления;
- большая нагрузочная способность;
- значительно меньшие дополнительные динамические нагрузки.
Это объясняется большой суммарной длиной
контактных линий находящихся в зацеплении колес. За счет наклона зуба в зацеплении косозубой передачи
появляется осевая сила.
Направление осевой силы зависит от направления вращения колеса (рис. 37), направления винтовой линии зуба, а также
от того, каким является
колесо — ведущим или ведомым.
Осевая сила дополнительно нагружает валы и опоры, что является недостатком косозубых передач.
Рис. 37. Усилиявкосозубой цилиндрической передаче
Для того чтобы исключить недостаток
косозубых передач (осевую силу Fа) и сохранить
их преимущества, применяют шевронные передачи.
Шевронные зубчатые колеса представляют собой разновидность косозубых колес (рис. 38).
а)б)
Рис. 38. Шевронная
зубчатая передача
Цилиндрическое зубчатое колесо, венец которого по ширине состоит из участков с правыми и левыми зубьями
(рис. 38, а), называют шевронным колесом.
Часть венца зубчатого колеса, в пределах которого линии зубьев имеют одно направление, называют
полушевроном. Различают шевронные колеса с жестким углом (рис. 38, б), предназначенным для
выхода режущего
инструмента при нарезании зубьев. Шевронные передачи обладают всеми преимуществами косозубых, а осевые силы (рис. 39) противоположно направлены и на подшипник не
передаются.
Рис.39. Усилия в
зацеплении шевронных зубчатых колес
В этих передачах допускают большой угол наклона зубьев (=2540°). Ввиду
сложности и высокой стоимости изготовления шевронные передачи применяют реже,
чем косозубые, т.е. в тех
случаях, когда требуется
передавать большую мощность и высокую скорость, а осевые нагрузки нежелательны.
Рис. 40
Косозубые и шевронные колеса в отличие от
прямозубых имеют два шага и два модуля: в
нормальном сечении (см. рис. 44) по делительной окружности — нормальный шаг рп, в торцовой плоскости —
торцовый шаг рt. Из условия, что
модуль зацепления равен шагу, деленному на число π, имеем нормальный модуль mn=pn/и торцовый модуль mt=pt/.
Для косозубых и шевронных колес значения нормального
модуля тnстандартизованы,
так как профиль косого зуба в нормальном сечении соответствует исходному
контуру инструментальной рейки и, следовательно, т = тп(косозубые и шевронные колеса нарезают, тем же способом и инструментом,
что и прямозубые). Нормальный модуль тпявляется исходным при геометрических расчетах.
Определим зависимость между нормальным и
торцовым шагом и модулем через угол наклона зубьев.
pn=ptcos;pt=pn/cos.
Если левую и правую
части разделим на π, получим
mn=mtcos;mt=mn/cos.
Геометрические параметры цилиндрической
косозубой и шевронной передач с
эвольвентным профилем зуба рассчитают по формулам, приведенным в табл. 15. По
торцовому модулю тtрассчитывают
делительные (начальные) диаметры, а до тп— все остальные размеры зубчатых колес.
Таблица
15. Геометрические параметры цилиндрической
косозубой передачи
Параметр, обозначение
Расчетные формулы
Нормальный модуль mn
Торцовый (окружной модуль) mt
Диаметр вершин зубьев da
Делительный диаметр d
Диаметр впадин зубьев df
Шаг нормальный pn
Шаг торцовый (окружной) pt
Окружная толщина зубьев St
Ширина впадин зубьев et
Высота
зуба h
h=2,25mn
Высота
головки зуба ha
ha=mn
Высота
ножки зуба hf
hf=1,25mn
Радиальный зазор c
c=0,25mn
Межосевое
расстояние
Длина зуба b
Ширина
венца
Окружная сила Ft=P/v. На косой зуб
действует осевая сила Fa=Fttg(см. рис. 37), радиальная (распорная) сила Fr=Fttg/cos.
В косозубдй передаче сила F, действующая на зуб косозубого колеса (см. рис. 44),направлена по нормали к профилю зуба,
т.е. по линии зацепления эквивалентного прямозубого колеса, и составляет угол 𝛼 с касательной к эллипсу.
Эту силу разложим на две составляющие: окружную силу на эквивалентном колесе F1и радиальную (распорную) силу на этом
колесе Fr.
Если, в свою очередь, силу F1разложить по двум направлениям, то получим такие силы: Ft— окружную силу, Fa— осевую.
Для зубчатого колеса с шевронным зубом окружную силу Ftи распорную
Frопределяют по тем же формулам, что и
для косозубой передачит.е. Ft=P/v, Fr=Fttg/cos. В шевронной передаче осевая сила Fa=0(см. рис. 39).
Винтовая передача(разновидность косозубой) состоит из двух косозубых цилиндрических колес (рис. 41). Однако в отличие от косозубыхцилиндрических передачспараллельными валами касания между зубьями здесь происходит в точке и при значительных скоростях скольжения.Поэтому при значительных нагрузках винтовые зубчатые передачи
работать удовлетворительно не могут.
Рис.41.Винтоваязубчатая передача
Рис. 42
Рис. 43
Расчет
зубьев цилиндрической косозубой и шевронной передач
на изгиб
Расчет на изгиб косых и шевронных зубьев аналогичен расчету прямых зубьев.
Так как в косозубой и шевронной передачах зубья значительно
прочнее прямых зубьев, то соответственно в расчетные формулы (5), (9) вводят коэффициенты, учитывающие повышение
прочности при изгибе по сравнению с прямыми зубьями.
Коэффициент формы зуба YFвыбирают по табл. 8 в зависимости от эквивалентного числа зубьев
приведенного колеса (см. рис. 44):
где zv— число зубьев приведенного
(эквивалентного) колеса в сеченииБ—Б (рис. 44); z—
фактическое число
зубьев; — угол наклона зубьев.
Рис.
44. К
расчету косозубых колес
Определение параметров приведенного цилиндрического колеса
Если зубчатое колесо рассечь нормальной плоскостью (см. рис.44), то
в сечении начального цилиндра получим эллипс с полуосями a=d/2cosи c=d/2. Профиль зуба в этом сечении близок к профилю такого прямого зуба модуля mn, который расположится на цилиндрическом колесе радиусом ,равным радиусу кривизны эллипса. Это
колесо называется эквивалентным
(приведенным) колесом. Радиус кривизны эллипса .
Диаметр эквивалентного колеса . Если в последнее выражение подставить,то
получится число зубьев
эквивалентного колеса (эквивалентное или фиктивное число зубьев):
Проверочный расчет.
По аналогии с формулой (5) условие прочности зубьев на изгиб цилиндрической косозубой передачи
отличается введением поправочных коэффициентов:
- учитывающего перекрытие зубьев ;
- учитывающего угол наклона зуба (при среднее значение );
- учитывающего распределение нагрузки между зубьями (выбирается по
табл.16).
Таблица
16. Значение
коэффициента KHα, KFα
Степень точности
передачи
KHαпри окружной
скорости v, м/с
5
10
15
6
1,01
1,03
1,04
0,72
7
1,05
1,07
1,09
0,81
8
1,09
1,13
—
0,91
Приняв , формула проверочного
расчета косозубых передач на изгиб имеет вид
где T2 — вращающий момент
на колесе, Нмм; u
— передаточное число; — коэффициент длины зуба (табл. 9); YF — коэффициент формы
зуба (табл. 8 выбирается по эквивалентному числу зубьев шестерни zv);z — число зубьев; mn—
нормальный модуль, мм; и — коэффициенты расчетной нагрузки (см.
табл. 6 и 7); — допускаемое напряжение при изгибе, МПа
(выбирается).
Расчет косозубых передач на изгиб ведется по
менее прочному зубу у которого отношение меньшее.
Проектировочный расчет.
С учетом формулы (8) из формулы (23)
где mn — нормальный модуль, мм; T2 — вращающий момент, Нмм; — допускаемое напряжение при изгибе,
МПа; Km—
вспомогательный коэффициент (для косозубых передач Kmучитывает также и ).
Расчет на
контактную прочность косозубых и шевронных колес производят аналогично расчету прямозубых колес, он является
основным. Расположение зубьев в косозубом зацеплении повышает коэффициент перекрытия
зубьев, так как в зацеплении находится одновременно несколько пар зубьев, что
уменьшает нагрузку на один зуб и повышает его контактную прочность,
увеличивает прочность зубьев на изгиб, уменьшает динамические нагрузки. Для
учета повышения контактной прочности косых зубьев по сравнению с прямыми в формулу (21) вводят поправочные коэффициенты.
Контактные напряжения, возникающие в
поверхностном слое косых зубьев:
где ZH=1,76cos—
коэффициент, учитывающий форму сопряжения поверхностей зубьев (среднее
значение ZH1,71); ZM=275МПа — коэффициент, учитывающий механические
свойства материала сопряженных колес; — коэффициент,
учитывающий суммарную длину контактных линий (для косозубых передач среднее
значение =0,8); KHα— коэффициент,
учитывающий распределение нагрузки между зубьями (выбирается по табл. 16); (табл. 6), KHV (табл.7) — коэффициенты режима
работы;— коэффициент длины зуба (— табл. 9); —
межосевое расстояние, мм; u1 — передаточное отношение; T2 — момент на колесе, Нмм;— допускаемое контактное напряжение, МПа.
Проектировочный расчет на контактную
прочность.
Аналогично расчету прямозубой передачи получим
формулу проектировочного расчета для определения межосевого расстояния
косозубой передачи:
где Ka — вспомогательный
коэффициент (Ka= 43 МПа1/3 с учетом ).
Допускаемые нормальные контактные напряжения для расчета цилиндрической косозубой передачи определяют как и для рассмотренных прямозубых передач. Часто
материалы для шестерни и колеса выбирают одинаковыми.
Разные допускаемые контактные напряжения для шестерни и колеса обеспечиваются
путем их различной термической обработки. Предпочтительные марки сталей даны в
табл. 13.
В качестве допускаемого контактного напряжения
(расчетного) для косозубых и шевронных цилиндрических передач принимают
значение немногоменьшесреднегоарифметическогомеждузначениями и ,т.е.
(27)
где— допускаемое (расчетное) контактное напряжение; — допускаемое контактное напряжение
для материала шестерни; — допускаемое контактное напряжение для
материала колеса.
2.В зависимости от условий работы передачи выбрать материалы
колес, назначить термическую обработку и твердость рабочих поверхностей
зубьев.
3. Определить базовое число циклов ,расчетную циклическую долговечность,
определить допускаемые напряжения изгиба и контактные напряжения.
4.Выбрать
коэффициент длины зуба (ширины венца
колеса).
5. Определить межосевое расстояние из условия
контактной прочности по формуле (26).
6.Задать
значение нормального модуля изсоотношения mn=(0,010,02)и округлить его до ближайшего стандартного
значения (см. табл. 3). При этом для силовых передач желательно иметь модуль не
менее 1,5-2 мм.
7.Задать
угол наклона зубьев и определить суммарное число зубьев ,передачи, числа зубьев шестерни и колеса z1 и z2.
8. Определить эквивалентные числа зубьев zv1 и zv2и коэффициенты формы зуба YF1 и YF2.
9.По
формуле (23) проверить прочность зубьев по напряжениям изгиба. При неудовлетворительных
результатах (или ) необходимо путем
соответствующего изменения числа зубьев и модуля при том же межосевом
расстоянии добиться определенного изменения напряжения изгиба, не нарушая
условия контактной прочности.
10.Произвести
геометрический расчет передачи (см. табл. 15). Определить окружную скорость
колес и по табл. 14 назначить соответствующую степень точности, выбрать (табл.
16).
Расчет
открытых передач (часто открытые передачи
рассчитывают так же, как закрытые).
1.Определить передаточное число и.
2. В
зависимости от условий работы передачи выбрать материалы для колес, назначить
их термическую обработку и твердость рабочих поверхностей зубьев.
3.Определить базу испытаний базового числа циклов NHlim,расчетную
циклическую нагрузку, вычислить коэффициенты и определить допускаемые
напряжения изгиба.
4.Задать
угол наклона зубьев и число зубьев шестерни z1
5. Определить число зубьев колеса z2
6. Определить
числа зубьев эквивалентных колес, шестерни и колеса zv1 и zv2по табл.6 коэффициенты формы зуба YF1 и YF2.
7.Выбрать
— коэффициент длины зуба (ширины венца).
8.Из
условия прочности на изгиб определить по формуле (24) значение нормального
модуля mnи округлить
до ближайшего большего стандартного значения (см. табл. 3).
9.Произвести геометрический расчет передачи (см. табл. 15).
10.Определить окружную скорость колес vи по табл. 14
назначить соответствующую ей степень точности.
Вопросы для самопроверки
- Каковы основные достоинства и недостаткизубчатых передачпо сравнению с другими передачами?
- По каким признакам классифицируют зубчатые передачи?
- Чем отличается закрытая
передача от открытой?
- Перечислите достоинства зубчатой
передачи по сравнению с фрикционной передачей.
- Почему в зубчатых передачах сохраняется постоянным
передаточное отношение?
- Что такое эвольвента окружности и
какими свойствами, полезными для зубчатых зацеплений,
она обладает?
- Какие окружности называют начальными, какие делительными?
- Что называется шагом, модулем и углом зацепления?
- Что такое исходный профиль рейки эвольвентного зацепления?
- В чем сущность основной теоремы зацепления?
- Что такое эвольвента окружности и
какими свойствами она обладает?
- Почему эвольвентное зацепление имеет преимущественное
применение?
- Что называют полюсом зацепления, линией зацепления и углом
зацепления?
- Как определить на линии зацепления точки, соответствующие
началу и концу зацепления одной пары зубьев?
- В чем сущность нарезания зубьев методом копирования и
методом обкатки? Их сравнительная характеристика?
- Какие окружности зубчатых передач
называют начальными и какие окружности зубчатых колес
называют делительными? В каких зубчатых передачах они совпадают?
- Что понимают под коэффициентом торцового перекрытия? Как
влияет его величина на работу зубчатой передачи?
- Каково влияние числа зубьев на их форму и прочность?
- Как возникает подрезание зубьев при нарезании их
инструментом реечного типа?
- Что понимают под зубчатым зацеплением со смещением
(модифицированным) и для чего его применяют?
- Какие два вида модификации передач применяют и как их
осуществляют?
- Какие факторы влияют на выбор степени точности зубчатых
передач? Какие степени точности передач применяют в общем машиностроении? Какие
нормы характеризуют степень точности? Для чего необходим боковой зазор в
зубчатой передаче?
- С какой целью производят смазывание зубчатых передач?
- В чем сущность картерного смазывания зубчатых передач?
- Какие основные факторы влияют на КПД зубчатых передач?
- Каковы области применения прямозубых и косозубых передач?
- Уточните основное условие для обеспечения постоянства
передаточного числа зубчатой передачи.
- Каковы сравнительные достоинства прямозубых и косозубых
колёс?
- Как определяется передаточное отношениеи передаточное число?
- Каковы главные виды разрушений зубчатых колёс?
- Какие силы действуют в зубчатом зацеплении?
- Какие допущения принимаются при расчёте зубьев на
контактную прочность?
- По какой расчётной схеме выполняется расчёт зубьев на
изгиб?
- Где применяются прямозубые цилиндрические передачи?
- Каким образом в прямозубой передаче можно уменьшить
контактные напряжения?
- Какие напряжения: σH
или σF — лимитируют
работоспособность цилиндрических зубчатых передач и в каких случаях?
- Какие преимущества и недостатки дает увеличение модуля
зуба?
- Какие зубья прочнее на изгиб — колеса или шестерни?
- Почему для изготовления шестерни берут более твердый
материал, чем для изготовления колес? В каких случаях это обосновано?
- Почему в шевронных передачах угол
наклона зубьев выше, чем в косозубых?
- По какой причине ограничивают угол наклона зубьев в косозубых
передачах?
- Почему косозубые передачи прочнее, чем прямозубые?
- Чем вызвана плавность работы косозубых передач?
- Каковы преимущества косозубых цилиндрических передач по
сравнению с прямозубыми?
- Как влияет на работу косозубой передачи изменение угла
наклона зубьев? Рекомендуемые значения этих углов. Почему ограничивают
максимальное значение угла наклона зуба?
- Какие модули зацепления различают для косозубых колес и
какова зависимость между ними? Какой модуль стандартизован?
- От каких факторов зависят направления окружной и осевой
силы в косозубой передаче?
- Изменение каких параметров
зубчатых колес влияет на их контактную прочность?
- В каких случаях применяют шевронные зубчатые колеса, и
какими достоинствами они обладают по сравнению с
косозубыми? Каковы недостатки шевронных передач?
- Какие рекомендуются углы наклона зубьев шевронных колес и
почему допускается их большая величина, чем у
косозубых?
- Какими достоинствами обладают конические
колеса с круговыми зубьями по сравнению с прямозубыми?
- Что понимают под эквивалентным цилиндрическим колесом? Как
вычисляют эквивалентные числа зубьев для конических колес и для косозубых
цилиндрических колес?
- Какое минимальное число зубьев допускается для шестерни
цилиндрической и конической передач?
- Какое максимальное передаточное число рекомендуется для
одной пары различных видов зубчатых передач?
- В чем состоит модификация зубчатых зацеплений?
- Какие виды модификаций применяют в цилиндрических и
конических зубчатых передачах?
- Каковы материалы и виды термообработки для цилиндрических
и конических зубчатых колес?
- Какие способы изготовления цилиндрических зубчатых передач
вы знаете?
- На рисунке показана схема
нарезания зубьев конического колеса на зубострогальном станке. Как называется
этот способ обработки зубьев?
- Назовите наиболее
распространенные в машиностроении конструкции зубчатых колес. В каких случаях
применяют сварную конструкцию зубчатого колеса?
- Можно ли применить для
изготовления пары зубчатых колес разный материал, например текстолит и сталь?
- Как условно делят зуб на две
части - головку и ножку?
- Какие материалы
и виды термической обработки применяют для изготовления зубчатых колес?
- Почему стальные зубчатые колеса условно делят на две
группы в зависимости от твердости рабочих поверхностей зубьев?
- В чем сущность усталостного разрушения зубьев? Виды
разрушения? Меры по предупреждению усталостной поломки зубьев?
- Почему в закрытых передачах усталостное
выкрашивание является основным видом разрушения рабочей поверхности зубьев?
Меры по предупреждению выкрашивания?
- Почему заедание преимущественно наблюдается в
высоконагруженных и высокоскоростных передачах, в чем его сущность? Меры по
предупреждению заедания?
- В каких случаях появляется повышенное изнашивание зубьев,
и как оно сказывается на работе передачи? Меры по предупреждению изнашивания?
- Как в расчетах на прочность зубчатых передач учитывают
переменный режим нагружения? Что такое циклограмма вращающих моментов?
- Что влияет на величину допускаемых напряжений для зубчатых
колес при расчетах на контактную и изгибную прочность?
- Как определяют допускаемое контактное напряжение для
расчетов на прочность передач с непрямыми зубьями?
- Каков физический смысл коэффициентов нагрузки при расчете
зубчатых передач на контактную и изгибную прочность?
- От чего зависит коэффициент KHβ
неравномерности распределения нагрузки по длине контактных линий, как его
выбирают?
- От чего зависит коэффициент KHυвнутренней динамики нагружения, и
как его выбирают?
- От чего зависит коэффициент KHαраспределения нагрузки между зубьями, и как его определяют?
- Как определяется модуль зубьев?
Могут ли иметь разный модуль шестерня и колесо в одной паре зубчатых колес? А
у двух пар?
- Можно ли увидеть на зубчатом
колесе (см. рис.) линию зацепления NN
и угол зацепления αω
или это только теоретически представляемые геометрические элементы?
- Какой профиль зуба получил
наибольшее распространение в машиностроении?
- В каких случаях наблюдается
подрезание зубьев?
- Покажите на рисунке
положительное и отрицательное смещение инструмента. Опишите результаты
положительного смещения.
- Перечислитеосновныевнешниепризнаки,характеризующеенарушение нормального работоспособного состояния
зубчатой передачи.
- К какому виду разрушения может
привести действие на зуб переменной нагрузки?
- Какие конструктивные
мероприятия можно рекомендовать для повышения сопротивления зубьев на излом?
- Как увеличить сопротивляемость
зубьев выкрашиванию рабочих поверхностей?
- Для условия z = 24, = 36°52'12" выберите из табл.6
коэффициент формы зуба YF.
- Выходит ли из строя передача по
причине изнашивания зубьев? Как уменьшить изнашивание зубьев?
- Можно ли предупредить заедание
зубьев?
- Как располагаются оси вращения
валов у цилиндрической прямозубой передачи?
- Определите модуль m зубчатого колеса с числом
зубьев zпo известным d1, da,
df,
.
- Выведите формулы для
определения z1и z2 при известныхи u.
- Как определяются в формулекоэффициенты ,
KFV, YF?
- В каком случае проводят
проверочный расчет зубчатой передачи на изгиб?
- Проанализируйте формулы и определите, в каких зубьях (шестерни или
колеса) возникают большие изгибающие напряжения и почему?
- В каких единицах необходимо
подставить T2
ив
формулу ,
чтобы модуль т получить в миллиметрах.
- Расшифруйте формулу и подставьте единицы измерения параметров,
входящих в эту формулу.
- В каких
зубьях {шестерни или колеса) возникает большее нормальное контактное
напряжение?
- Будет ли возникать осевая сила
в передаче, состоящей из зубчатых колес (рис.)? Чем отличается эта передача от косозубой?
- Определите mn и mt,
если известны делительный диаметр и межосевое
расстояние.
- Почему в шевронной передаче
(см. рис.) осевая сила равна нулю?
- По рисунку определите, как
расположены оси валов у винтовой передачи.
- Как влияет угол наклона зубьев
на величину осевой силы (см. рис.)?
- При одних и
тех же силовых параметрах передачи косозубая передача по сравнению с прямозубой
имеет меньшие или большие габариты?
- Как учитывается при расчете
зубьев на контактную прочность концентрация нагрузки и динамичность ее
действия?
- Какое допускаемое напряжениеследует подставить в
формулу — дляматериала шестерни или материала колеса?
- Запишите формулы
проектировочного расчета для открытой косозубой передачи.
- С какими зубьями выполнены шестерня и колесо, показанные на рисунке?
- По какому модулю производят
расчет геометрических параметров и по какому модулю — расчет на прочность конической передачи?
- Дляz2 = 72, =
75°58’ выберите из табл. 6 коэффициент формы зуба и концентрации напряжений.
- Для чего в формулу введен коэффициент ?
Имеется ли он в аналогичных формулах для проектного расчета зубьев на изгиб
прямозубой и косозубой передач?
- Каким образом можно снизить
нормальное контактное напряжение в передаче, не изменяя силовых параметров
передачи и передаточного числа?
- Какие профили зубьев имеют
распространенное применение в машиностроении?
- Какие параметры определяются в
проектировочном расчете на контактную прочность передач?
- В каких случаях применяют цилиндрические прямозубые
передачи?
- Какой физический смысл коэффициентов KH и KFнагрузки
при расчете зубчатых передач на контактную и изгибную прочность?
- Как из формулы Герца выводят формулу для расчета рабочих
поверхностей зубьев на контактную прочность? Что учитывают коэффициенты ZE, ZH и ,
входящие и формулу?
- От каких параметров стальной прямозубой передачи зависят
контактные напряжения? Как можно уменьшить величину контактных напряжений?
- Как влияет на размеры передачи коэффициент ширины венца ?
- Какие допущения принимают при выводе расчетной формулы для
проверки зубьев на прочность при изгибе?
- Почему коэффициент YFs, называют коэффициентом формы зуба и концентрации
напряжений? От каких параметров зависит его величина?
- Каково условие равной прочности на изгиб зубьев шестерни и
колеса?
- Почему ширину венца шестерни делают больше ширины венца
колеса?
- Как влияет число зубьев шестерни на работу передачи?
- Какие рекомендации принимают во внимание при выборе модуля
зацепления?
- Основные геометрические параметры зубчатых передач. Как
они между собой связаны?
- Скольжение в зацеплении? Как оно распределяется по профилю
зуба?
- Коэффициент торцового перекрытия ?
Как с ним связано распределение нагрузки по профилю зуба?
- Понятие о степенях точности зубчатых передач и их влияние
на качественные характеристики передач?
- Контактные напряжения? Какие виды разрушений связаны с
этими напряжениями?
- Критерии работоспособности и виды разрушения зубьев
зубчатых передач? С какими напряжениями они связаны?
- Понятие о расчетной нагрузке зубчатых передач? Основные
факторы, влияющие на коэффициент концентрации нагрузки и коэффициент динамической нагрузки Kυ?
- Силы в зацеплении цилиндрической прямозубой передачи?
- Расчет прочности зубьев цилиндрической прямозубой передачи
по контактным напряжениям (вывод формулы для σH)?
- Как влияют модуль и число зубьев на контактные напряжения?
- Как влияет ширина колеса на контактные напряжения и почему
ее ограничивают?
- Как влияет корригирование зубьев на контактные напряжения?
- Расчет прямозубой цилиндрической передачи по напряжениям
изгиба (вывод формулы для σF)?
- Коэффициент формы зуба YFs? Откаких
параметров и как зависит его величина?
- Особенности расчета косозубых (шевронных) передач? Чем
объясняется повышение нагрузочной способности этих передач по сравнению с прямозубыми? Причины плавности и бесшумности работы?
Приведение косозубого колеса к эквивалентному
прямозубому (эквивалентные параметры dv и zv)?
- Силы в зацеплении косозубой цилиндрической (шевронной)
передаче?
- Особенности расчета косозубых передач по напряжениям
изгиба? Как учитывается многопарность зацепления и
наклон линии контакта к основанию зуба?
- По каким критериям распределяют передаточное отношение по
ступеням многоступенчатой передачи?
- Какие потери определяют КПД зубчатой передачи, и какова
его приближенная величина?
- Какие материалы и виды термической обработки применяют для
повышения прочности и долговечности зубчатых передач?
- От каких характеристик материала преимущественно зависят
сопротивление контактной усталости и допускаемые контактные напряжения?
- Как учитывают переменность режима нагрузки при определении
допускаемых напряжений?
- Как записывают условие суммирования повреждений и как его
объясняют?
- Что такое типовые режимы нагружения?
- По каким параметрам оптимизируют конструкцию зубчатых
передач? Что принимают за обобщенный критерий оптимизации?
- Какие из цилиндрических и конических зубчатых передач применяют
для передачи вращения между валами, оси которых скрещиваются?
- Какое
основное отличие зубчатой передачи от фрикционной?
1.
Постоянство передаточного числа
2.
Непостоянство передаточного числа
- Движение в зубчатых передачах передается за счет…
1.зацепления зубьев
2.сил трения между
зубьями
3.прижатия колес
друг к другу
4.скольжения зубьев
друг по другу
- Шагом зубчатого зацепления
называется:
1. расстояние между одноименными
поверхностями двух соседних зубьев по окружности вершин зубьев
2. расстояние между одноимёнными
поверхностями двух соседних зубьев по делительной окружности
3. расстояние между одноименными
поверхностями двух соседних зубьев по окружности впадин
- Для каких
целей нельзя применить зубчатую передачу?
1. Передача вращательного движения с одного вала на другой.
2. Дискретное изменение частоты вращения одного вала по
сравнению с другим.
3. Бесступенчатое изменение частоты вращения одного вала по
сравнению с другим.
4. Превращение вращательного движения вала в поступательное.
-
Можно ли при неизменной передаваемой мощности с помощью зубчатой передачи
получить больший крутящий момент?
4. Можно, но с частотой вращения валов это не связано.
- Ниже перечислены основные передачи зубчатыми
колесами:
а) цилиндрические
с прямым зубом;
б) цилиндрические
с косым зубом;
в) цилиндрические
с шевронным зубом;
г) конические
с прямым зубом;
д) конические
с косым зубом;
е) конические
с круговым зубом;
ж) цилиндрическое колесо и
рейка.
Сколько из них могут быть
использованы для передачи вращения между пересекающимися осями?
1. Одна.
2. Две.
3. Три.
4. Четыре.
- Сравнивая зубчатые передачи с
другими механическими передачами, отмечают:
а) сложность изготовления и
контроля зубьев;
б) невозможность
проскальзывания;
в) высокий КПД;
г) малые габариты;
д) шум при работе;
е) большую долговечность и
надежность;
ж) возможность применения в
широком диапазоне моментов, скоростей, передаточных отношений.
Сколько из перечисленных свойств
можно отнести к положительным?
1. Три.
2. Четыре.
3. Пять.
4. Шесть.
- Чтобы зубчатые колеса могли быть
введены в зацепление, что у них должно быть одинаковым?
1. Диаметры.
2. Ширина.
3. Число
зубьев.
4. Шаг.
- На каком рисунке правильно
показан шаг зацепления (см. рис.)?
- Полная высота зуба в
нормальном (нарезанном без смещения) зубчатом колесе равна 9 мм. Чему равен
модуль?
1) 2 мм;
2) 2,5 мм;
3) 3 мм;
4) 4 мм.
- Диаметр окружности выступов нормального
прямозубого зубчатого колеса равен 110 мм, число зубьев — 20. Чему равен
диаметр делительной окружности?
1) 110 мм;
2) 100 мм,
3) 90 мм;
4) 80 мм.
- Сколько зубьев имеет это
нормальное прямозубое зубчатое колесо (см. рис.)?
1) 80;
2) 85;
3) 90;
4) 95.
- Сколько, зубьев имеет
нормальное прямозубое зубчатое колесо с указанными размерами (см. рис.)?
1) 18;
2) 20;
3) 22;
4) 24.
- Механизм имеет несколько последовательных
передач; при вращении ведущего вала со скоростью 1000 об/мин ведомый вращается со скоростью 80 об/мин. Как правильно
назвать этот механизм?
1. Коробка скоростей;
2. Вариатор;
3. Мультипликатор;
4. Редуктор.
- Зубчатое
колесо имеет следующие характерные окружности:
1. впадин зубьев;
2. делительную;
3. выступов зубьев;
4. основную.
Какая из них имеет
наименьший диаметр, если у колеса 20 зубьев и модуль 5 мм?
- По заданным условиям
определить частоту вращения на выходе п5(см. рис.).
1) 15 об/мин;
2) 20 об/мин;
3) 30 об/мин;
4) 40 об/мин.
- Если в
редукторе указанной схемы (см. рис.) в два раза уменьшить число зубьев колеса z4, то
как изменится число оборотов в минуту на выходе n4?
1. Увеличится в четыре раза.
2. Увеличится вдвое.
3. Не изменится.
4. Уменьшится вдвое.
- Обычно прямозубое
цилиндрическое колесо характеризуется следующими основными параметрами: т—модуль; d—делительный диаметр; р—шаг;
b—ширина венца; z—число зубьев; — угол зацепления (профиля). Сколько из
перечисленных параметров стандартизованы?
1. Один.
2. Два.
3. Три.
4. Четыре.
- Передача цилиндрическими
зубчатыми колесами характеризуется следующими основными параметрами: —межосевое расстояние;
и—передаточное число; z1, z2—числа
зубьев зацепляющихся колес; —коэффициент
ширины зубьев.
Сколько из них должны
назначаться с учетом стандартизованного ряда чисел?
1. Один.
2. Два.
3. Три.
4. Четыре.
- По какому принципу построены
ряды стандартных значений межосевых расстояний, передаточных чисел,
коэффициента ширины зубьев?
1. Ряд
целесообразных чисел.
2.
Арифметическая прогрессия.
3.
Геометрическая прогрессия.
4.
Логарифмический ряд.
- Сколько из приведенных чисел
30; 25; 20; 17; 15; 12; 10; 8 могут быть использованы для назначения числа
зубьев нормального (не корригированного) зубчатого колеса?
1. Все.
2. Шесть.
3. Четыре.
4. Два.
- Приведен ряд чисел для
назначения передаточных чисел зубчатых передач: 1,0; 1,12; 1,25; 1,4; 1,6; 1,8;
2,0; 2,24; 2,5; 2,8; 3,15; 3,55; 4,0; 4,5; 5,0; 5,6; 6,3; 7,1; 8,0; 9,0; 10;
11,2; 12,5; 14; 16; 18; 20.
До какого номера ряда
стандартизованы передаточные числа зубчатых передач?
1) 7;
2) 13;
3) 19;
4) 23.
- Сколько из
написанных соотношений соответствуют передаточному числу редуцирующей зубчатой
передачи (индекс 1 означает ведущий элемент, индекс 2 — ведомый)?
где d — диаметр делительной окружности; z
— число зубьев;n- частота вращения; T—момент; η— КПД.
1) 1;
2) 2;
3) 3;
4) 4.
- Какая из написанных
зависимостей между межосевым расстоянием (а)
и диаметрами зубчатых колес в редуцирующей передаче (d1, d2) неправильная (и — передаточное число)?
- От чего не зависит коэффициент
прочности зубьев по изгибным напряжениям (формы зуба)?
1. Материала.
2. Числа
зубьев.
3. Коэффициента
смещения исходного контура.
4. Формы выкружки у основания зуба.
- С увеличением диаметра
зубчатого колеса за счет большего числа зубьев при прочих равных условиях как
изменится его изгибная нагрузочная способность?
1. Растет пропорционально.
2. Растет, но не
пропорционально.
3. Уменьшается пропорционально.
4. Уменьшается, но не
пропорционально.
- Как изменится напряжение
изгиба, если нагрузка на передачу увеличится в четыре раза?
1. Не изменится.
2. Возрастет в два раза.
3. Возрастет в четыре раза.
4. Возрастет в 16 раз.
- Сколько из перечисленных
сведений о зубчатом колесе надо знать, чтобы назначить коэффициент формы зубьев
по изгибным напряжениям YF?
Модуль (т); диаметр (d); число
зубьев (z); коэффициент смещения (х);
шаг (р); угол наклона зуба()
1. Пять.
2. Четыре.
3. Три.
4. Два.
- Как изменятся контактные
напряжения, если нагрузка на зубчатую передачу возрастет в четыре раза?
1. Не изменятся.
2. Возрастут в
два раза.
3. Возрастут в
четыре раза.
4. Возрастут в
16 раз.
- Какой вид разрушения зубьев
наиболее характерен для закрытых, хорошо смазываемых, защищенных от загрязнений
зубчатых передач?
1. Поломка зуба.
2. Заедание зубьев.
3. Истирание зубьев.
4. Усталостное
выкрашивание поверхностного слоя на рабочей поверхности зуба.
- Нагрузочную способность
зубчатого колеса можно повысить:
а) увеличивая модуль;
б) улучшая материал;
в) увеличивая его ширину;
г) увеличивая диаметр за счет
увеличения числа зубьев;
д) увеличивая угол зацепления.
Сколько из перечисленных действий
повысят контактную нагрузочную способность?
1. Два.
2. Три.
3. Четыре.
4. Пять.
- Коэффициенты нагрузки при
расчетах цилиндрических зубчатых передач находят в основном как произведение
трех коэффициентов:
Что учитывает коэффициент ?
1. Возможные кратковременные перегрузки
относительно номинальной, принятой для расчета нагрузки.
2. Динамические нагрузки,
связанные с неточностями изготовления зубчатых колес.
3. Концентрацию нагрузки по
ширине зубчатого венца.
4. Потерю прочности зуба в связи
с утонением при износе.
- Явление динамичности нагрузки
при расчетах цилиндрических зубчатых передач учитывают коэффициентомК𝜐. С чем связывают выбор или расчет его?
1. С окружной скоростью.
2. Размещением зубчатого колеса
на валу относительно опор.
3. Точностью изготовления
зубчатых колес.
4. Возможностью ихприрабатываемости
в передаче.
Какая запись сделана ошибочно?
- Для какой из приведенных передач следует назначить
самый большой коэффициент распределения нагрузки по длине зуба (см. рис.)?
-
Сравниваются передачи, у которых отношение ширины зубчатого колеса (b) к диаметру (d1) составляет:
В каком
случае коэффициент концентрации нагрузки будет наибольшим?
- Сравниваются одинаковые зубчатые передачи,
элементы которых выполнены из материалов:
Шестерня
1. Сталь 45
улучшенная
2. Сталь 45
закаленная
3. Сталь 30Х
закаленная
4. Сталь 40Х
улучшенная
Колесо
Сталь 45
нормализованная
Сталь 40
улучшенная
Сталь 45
закаленная
Сталь 40Х
улучшенная
В каком
случае коэффициент концентрации будет наибольшим?
- Для
уменьшения динамических нагрузок в зубчатой передаче предложено:
1. сделать
зуб бочкообразной формы;
2. снизить
твердость колеса (HВ<350);
3. уменьшить
размеры зубчатых колес;
4. уменьшить
модуль при тех же размерах.
Какое из
действий не дает положительного эффекта?
- По какой из
приведенных формул следует определять допускаемые напряжения изгиба для расчета
нереверсивной зубчатой передачи?
где — соответственно предел прочности, текучести,
выносливости (с учетом концентрации напряжений); Yn—фактор
состояния поверхности; YM— масштабный фактор; n—коэффициент безопасности.
- С чем
связывают выбор допускаемых контактных напряжений для расчета зубчатых передач?
1. С
твердостью материала.
2.
Характеристиками механической прочности.
3.
Микроструктурой.
4.
Характеристиками износостойкости.
- Учет режима
нагружения при расчетах зубчатых передач состоит в том, что выбранные или
рассчитанные допускаемые напряжения для не меняющейся во времени длительной
нагрузки умножают на коэффициент режима (коэффициент долговечности)
где N0 — базовое число циклов
перемены напряжений; Nе—эквивалентное число циклов перемены
нагружений.
Чему равен
показатель степени т при расчетах на
контактную прочность?
1) 9;
2) 8;
3) 7;
4) 6.
- Коэффициент
режима нагружения (коэффициент долговечности) КL, с помощью которого
учитывается переменность нагружения зубчатой передача во времени, каким по
величине может быть?
1. Меньше
единицы.
2. И меньше,
и равен, и больше единицы.
3. Больше
единицы.
4. Равен или больше единицы, но с ограничением наибольшего
значения.
- При расчетах
зубчатых передач на изгибную прочность с учетом режима нагружения
какая величина принимается в качестве базового числа циклов перемены нагружений
N0?
1) 106;
2) 4∙106;
3) 10∙106;
4) 25∙106.
- Для
подлежащей проектированию закрытой зубчатой передачи известно: момент на колесе
Т2;
частота вращения колеса n2;
режим нагружения. Достаточно ли этих сведений, чтобы выполнить ее расчет?
1.
Достаточно.
2. Необходимо
дополнительно знать число зубьев колеса z2.
3. Необходимо
дополнительно знать передаточное число и.
4. Необходимо
дополнительно знать мощность на колесе P.
- При
проектировании закрытой зубчатой передачи выполняют следующие основные расчеты:
1)
рассчитывают и назначают модуль;
2)
рассчитывают и назначают межосевое расстояние;
3)
рассчитывают или назначают число зубьев зубчатых колес пары;
4) назначают ширину зубчатых венцов;
5) рассчитывают диаметры;
6) назначают степень точности.
В какой
последовательности выполняют эти расчеты, если за критерий работоспособности
принята контактная прочность зубьев?
1) 1, 2, 3, 4, 5, 6;
2) 2, 1, 3, 5, 4, 6;
3) 3, 4, 1, 2, 5, 6;
4) 6, 4, 3, 2, 5, 3.
- В расчетах
зубчатых передач приходится сталкиваться со следующими проверочными расчетами:
1. проверка на
усталостную контактную прочность;
2. проверка
на усталостную изгибную прочность;
3. проверка
на отсутствие пластических поверхностных деформаций при действии пиковых
нагрузок;
4. проверка
на объемную прочность зуба при действии пиковых нагрузок.
Применительно
к зубчатой передаче в редукторе привода с известным двигателем
какие проверочные расчеты надо сделать?
1) все;
2) 1,2,4;
3) 1,2;
4) 2,3.
- Какая схема
действия сил и моментов в зубчатой паре верна (см. рис.)?
- Из приведенного значения
коэффициента ширины зубьев какие рекомендуются для
передвижных шестерен коробок скоростей?
1) 0,1250,200;
2) 0,2000,400;
3) 0,4000,630;
4) 0,6301,0.
- Отношение ширины
зубчатой шестерни к ее диаметру допускают наибольшим,
когда шестерня расположена:
1. на консоли вала;
2. симметрично между опорами вала;
3. несимметрично между опорами вала;
4. указанное отношение не связывают с положением шестерни на валу.
- С чем
связывают выбор способа получения заготовки для зубчатого колеса (точением из
прутка, ковкой, штамповкой, литьем и т. п.)?
1. С шириной
зубчатого венца.
2. С
диаметром.
3. С
положением зубчатого колеса на валу.
4. С
точностью.
- Каким материалам для
изготовления небольших зубчатых колес закрытых передач следует отдавать
предпочтение?
1.
Среднеуглеродистые стали обыкновенного качества без термообработки.
2.
Среднеуглеродистые качественные и хромистые легированные стали нормализованные,
термически улучшенные.
3.
Среднеуглеродистые качественные и легированные стали с объемной закалкой.
4. Малоуглеродистые и
легированные стали с поверхностной химико-термической обработкой.
- В каком количестве
из перечисленных случаев сочетание материалов для изготовления зубчатых колес
нецелесообразно?
Шестерня
СЧ 21—40
Сталь 40Х
улучшенная
Сталь 45
улучшенная
Сталь 45
закаленная
Сталь 40Х
закаленная
Сталь
18ХГТ цементированная
Сталь 38Х2Ю
азотированная
Текстолит
ПТК
Колесо
Сталь 45
нормализованная
СЧ 21—40
Сталь 45 закаленная
Сталь 45 закаленная
Сталь 20Х цементированная
Сталь 40Х закаленная
Сталь 18ХГТ цементированная
Сталь 45 закаленная
1. В двух.
2. В трех.
3. В четырех.
4. В пяти.
- В
зависимости от чего назначается степень точности зубчатого колеса?
1. От
окружной скорости (V).
2. От частоты
вращения (n).
3. От
передаваемой мощности (P).
4. От
нагружающего момента (T).
- В какой из передач указанной точности следует
ожидать при прочих равных условиях наибольшие динамические нагрузки?
1. Ст. 9Е;
2. Ст. 8Д;
3. Ст. 7С;
4. Ст. 6В.
- Какой из приведенных возможных
критериев работоспособности зубчатых передач считают наиболее вероятным для
передач в редукторном (закрытом) исполнении?
1. Поломка зубьев.
2. Усталостное
выкрашивание поверхностных слоев.
3. Абразивный износ.
4. Заедание зубьев.
-
Сравниваются два нормальных зубчатых колеса из одного материала, одинаковой
ширины, с одинаковым числом зубьев и с модулем первое — 2 мм; второе — 4 мм.
Какая нагрузочная способность по изгибной прочности у этих колес?
1. Одинаковая.
2. Первого больше, чем второго.
3. Второго больше, чем первого.
4. От модуля не зависит.
- Выяснилось, что при расчетах
зубчатых колес на изгибную прочность ошибочно передаваемый момент был занижен в
четыре раза. Чтобы передача была работоспособна, как надо увеличить модуль?
1. В четыре раза.
2. В два раза.
3. В раза.
4. В раза.
- Формулой для определения
модуля зубчатого зацепления для прямозубых цилиндрических колес является:
1.
2.
3.
4.
5.
- Формулой для определения
диаметра делительной окружности для прямозубых цилиндрических колес является:
1. mz
2.
3.
4.
5.
- Передаточное отношение
зубчатого зацепления цилиндрической прямозубой передачи, если число зубьев для
ведущего колеса z1=20,
а для ведомого z2=100,
равно:
1) 0,2
2) 5
3) 4
4) 6
5) 2,5
- Вращающий момент в кН∙м
на валу колеса, если известна передаваемая мощность N = 50 кВт и частота вращения u = 100 об/мин,
равен:
1) 4,77 кН∙м
2) 0,5 кН∙м
3) 47,7 кН∙м
4) 1,57 кН∙м
5) 50 кН∙м
- Диаметр окружности вершин
прямозубого цилиндрического колеса, если модуль зубчатого зацепления m = 5 мм, число зубьев z = 20, равен:
1) 110 мм
2) 100 мм
3) 80 мм
4) 120 мм
5) 90 мм
- Диаметр окружности впадин прямозубого
цилиндрического колеса, если модуль зубчатого зацепления m = 4 мм, число зубьев z = 20, равен:
1) 70 мм
2) 75 мм
3) 60 мм
4) 65 мм
5) 80 мм
- Диаметр делительной окружности
цилиндрической косозубой передачи, если нормальный модуль зубьев mп
= 2 мм, угол наклона линии зубьев =8° и число зубьев z = 20, равен:
1) 40,4 мм
2) 50 мм
3) 30,5 мм
4) 35,0 мм
5) 5,6 мм
- Диаметр делительной окружности
цилиндрической шевронной передачи, если модуль зубьев mп = 2 мм,
угол наклона линии зубьев =25° и число зубьев z = 20, равен:
1) 50,1 мм
2) 44,1 мм
3) 28,7 мм
4) 28,5 мм
5) 5,6 мм
- Только по напряжениям изгиба
зубьев рассчитываются следующие виды зубчатых передач:
1) закрытые
2) открытые
3) все
4) не рассчитываются
- Только на контактную прочность
и проверку прочности зубьев при изгибе рассчитываются следующие виды зубчатых
передач:
1) закрытые
2) открытые
3) все
4) не рассчитываются
- Формула для определения
диаметра делительной окружности для косозубых цилиндрических колес при угле
наклона зубьев к оси колеса ρ
имеет вид:
1. mnz
2.
3.
4.
5.
- Передаточное отношение
зубчатого зацепления цилиндрической косозубой передачи, если число зубьев для
ведущего колеса z2=20,
для ведомого колеса z1=50
и угол наклона зубьев к оси колеса =8°, равно:
1) 0,4
2) 3
3) 2,5
4) 6
5) 5
- Диаметр окружности вершин
прямозубого цилиндрического колеса, если модуль зубчатого зацепления m = 3 мм, число зубьев z = 20, равен:
1) 60 мм
2) 66 мм
3) 70 мм
4) 30 мм
5) 80 мм
- Диаметр окружности впадин прямозубого цилиндрического
колеса, если модуль зубчатого зацепления m = 4 мм, число зубьев z = 30, равен:
1) 120 мм
2) 130 мм
3) 110 мм
4) 90 мм
5) 140 мм
- Высота головки зуба, если
модуль зубчатого зацепления m
= 3 мм, число зубьев z
= 30, равна:
1) 90 мм
2) 10 мм
3) 3 мм
4) 6 мм
5) 1,5 мм
- Высота ножки зуба, если
модуль зубчатого колеса m
= 4 мм, число зубьев z
= 30, равна:
1) 5 мм
2) 1,2 мм
3) 7,5 мм
4) 10 мм
5) 12 мм
- Диаметр окружности вершин
цилиндрического косозубого колеса, если нормальный модуль его mп
= 4 мм, число зубьев z= 30 и угол наклона зуба к оси колеса =8°, равен:
1) 110 мм
2) 129,2 мм
3) 140,3 мм
4) 120,2 мм
5) 119,2 мм
- Диаметр окружности впадин
колеса, если нормальный модуль его mп = 4 мм, число зубьев
z = 30, угол наклона
зуба к оси колеса =8°, равен:
1) 111,2 мм
2) 121,2 мм
3) 140,2 мм
4) 170,2 мм
5) 100 мм
- Диаметр делительной окружности
шевронного цилиндрического колеса, если нормальный модуль его mп
= 4 мм, число зубьев z= 20 и угол наклона зуба к оси колеса =25°, равен:
1) 80 мм
2) 100 мм
3) 88,3 мм
4) 110,3 мм
5)120,3 мм
- Диаметр делительной окружности
конического зубчатого колеса, если средний модуль m = 3 мм, число зубьев z = 20, угол делительного конуса =45° и ширина венца b = 10 мм, равен:
1) 62 мм
2) 67 мм
3) 50 мм
4) 60 мм
5) 70
- Угловая скорость ведущего вала, если угловая скорость
ведомого вала =100
c-1и передаточное отношение u = 5, равна:
1) 500 с -1
2) 20 с -1
3) 100 с -1
4) 25 с -1
5) 16,7 с -1
- Угловая скорость ведомого вала, если угловая скорость
ведущего вала =100
c-1 и
передаточное отношение u
= 5, равна:
1) 500 с -1
2) 20 с -1
3) 100 с -1
4) 25 с -1
5) 6,7 с -1
- В цилиндрических зубчатых передачах передаточное отношение
…
1. постоянное
2. переменное
3. u=0
4. u=
- Минимальное число зубьев прямозубых зубчатых колес по
условию отсутствия подрезания равно …
1. zmin=21
2.zmin=19
3. zmin=17
4. zmin=11
5. zmin=24
- Зацепление зубчатых колес эквивалентно качению без
скольжения окружностей называемых …
1.делительными
окружностями
2. начальными окружностями
3. окружностями вершин зубьев
4. основными окружностями
5. окружностями впадин зубьев
- У зубчатых колес находящихся в зацепление должны быть
одинаковыми …
1. делительные диаметры
2. ширина колес
3. числа зубьев
4. модули
- Стандартизированным параметром зубчатых колес является …
1. число зубьев
2. угол наклона зубьев
3. делительный диаметр
4. модуль зацепления
5. шаг зубьев
- В зубчатой передаче напряжения изгиба вызывают … зубьев.
1. усталостное выкрашивание
2. поломку
3. износ
4. заедание
- Основными критериями работоспособности зубчатых передач
являются …
1. прочность при срезе зубьев
2. контактная прочность зубьев
3. прочность при смятии зубьев
4. прочность при изгибе зубьев
- В зацеплении косозубой цилиндрической передачидействуют силы …
1. радиальная, окружная,
2. радиальная, осевая, нормальная
3. радиальная, окружная, нормальная
4. радиальная, окружная, осевая
- Какие значения
угла наклона зуба реальны в косозубых цилиндрических зубчатых колесах?
1) =28°;
2) =820°;
3) =2040°;
4) =4060°.
- Применительно
к косозубому зубчатому колесу различают модуль торцовый (mt) и модуль
нормальный (тп).
Какая взаимосвязь между ними?
1. Не связаны
друг с другом.
2. Равны.
3. mt>mn.
4. mt<mn.
- По какой из
формул рассчитывается делительный диаметр косозубого зубчатого колеса с углом
наклона зуба ,
имеющего z зубьев и нормальный модуль
mn?
- У
косозубого зубчатого колеса различают три шага: торцовый, нормальный, осевой и
соответственно три модуля. Какой модуль назначается из стандартного ряда чисел?
1. Все.
2. Нормальный (тп).
3. Торцовый (mt).
4. Осевой
(та).
- Передача
косозубыми зубчатыми колесами по сравнению с аналогичной
прямозубой имеет следующие достоинства:
1. хорошо
прирабатывается;
2. работает
плавно, со значительно меньшим шумом;
3. имеет
большую изгибную и контактную прочность зубьев;
4. создает
осевые нагрузки на валы и подшипники.
Какое из
перечисленных качеств отнесено к положительным
ошибочно?
- Можно ли расчеты косозубых передач на контактную
прочность вести по тем же формулам, что и прямозубых?
1. Нельзя.
2. Можно.
3.
Целесообразно нагрузку для расчета завысить примерно в 1,31,4
раза.
4.
Целесообразно нагрузку для расчета занизить в 1,31,4
раза.
- Как
выбирается коэффициент прочности Y
при расчетах косозубых зубчатых колес на изгибную прочность?
1. По тем же
рекомендациям, что и для прямозубых.
2. По тем же рекомендациям, что и для прямозубых, но с введением
дополнительного поправочного коэффициента, учитывающего угол наклона зуба (Yβ).
3. По тем же
рекомендациям, что и для прямозубых, но по эквивалентному числу зубьев (zE) и
введением поправочного коэффициента (Yβ).
4. По тем же
рекомендациям, что и для прямозубых, но по эквивалентному числу зубьев.
- При прочих равных условиях, какую назначают
степень точности косозубых зубчатых колес по сравнению с прямозубыми?
1. Более
низкую.
2. Более
высокую.
3. Такую же.
4. С учетом
конкретных условий эксплуатации — и более высокую, и более низкую.
-
Динамические нагрузки в передачах косозубыми зубчатыми колесами по сравнению с
такими же передачами прямозубыми колесами:
1. равны;
2. меньше;
3. больше;
4. и больше, и
меньше в зависимости от конкретных условий эксплуатации.
- Какая схема
действия сил на зуб шестерни верна (см. рис.)?
- По какой формуле вычисляется осевая сила в
зацеплении косозубых зубчатых колес?
где — угол зацепления в нормальном сечении; — угол наклона зуба; Ft—
окружное усилие.
- Какие значения
угла наклона зуба реальны для шевронных зубчатых колес?
1) =28°;
2) =820°;
3) =2040°;
4) =4060°.
- В передаче косозубыми зубчатыми колесами с
увеличением угла наклона зуба:
1. увеличиваются осевые нагрузки
на опоры валов;
2. улучшается прирабатываемость зубчатых колес;
3. повышается плавность работы;
4. повышается изгибная и
контактная прочность зубьев.
Какое из этих
утверждений не имеет смысла применительно к передачам шевронными зубчатыми
колесами?
- В передаче
шевронными зубчатыми колесами увеличили угол наклона зуба, не меняя диаметры.
Как изменились нагрузки на опоры?
1.
Увеличились.
2.
Уменьшились.
3. Не изменились.
4. Возможно и
увеличение, и уменьшение в зависимости от первоначального угла наклона зуба.
- В передаче шевронными зубчатыми колесами одно из
колес пары должно иметь свободу осевых перемещений. Что произойдет, если лишить
его этой свободы?
1. Изменится
передаточное число передачи.
2. Увеличатся
динамические нагрузки.
3. Нарушится
правильность зацепления.
4. Появятся
осевые нагрузки на валы.
- Как
классифицируется по взаимному расположению осей колес передача на рисунке?
1. Оси
параллельны
2. Оси
пересекаются
3. Оси
скрещиваются
- Как
называется способ обработки зубьев, показанный на рисунке?
1. Фрезерование
дисковой фрезой
2.
Фрезерование червячной фрезой («обкатка»)
3.
Шевингование
4.
Притирка
- Как
классифицируется по способу изготовления заготовки зубчатое колесо, на
рисунке?
1.
Кованое
2.
Штампованное
3. Бандажированное
4.
Сварное
-
Применяются ли (как правило) в общем машиностроении для изготовления зубчатых
колес бронза, латунь?
1. Да
2. Нет
- Как называется деталь, изображенная на рисунке?
1. Зубчатое колесо цилиндрическое
2.
Зубчатое колесо коническое
3.
Червячное колесо
- Как называется деталь 1, изображенная на рисунке?
1.
Червяк
2. Шестерня
3. Колесо зубчатое
4. Звездочка
5. Шкив
- Как называется окружность (см. рис.), диаметр которой D 140 мм?
1.
Начальная окружность
2. Окружность вершин зубьев
3.
Делительная окружность
4. Окружность впадин
- Как называется окружность (см. рис.), диаметр которой D 130 мм?
1. Окружность ступицы колеса
2. Окружность впадин
3.
Окружность вершин зубьев
4.
Делительная окружность
-
Напишите формулу для определения модуля
зубчатого зацепления
1. /pt
2. pt/
3. hf/ha
- Что
называется полюсом зацепления?
1.
Точка касания двух соседних зубьев
2.
Отношение числа к к
шагу зацепления
3.
Точка касания делительных (или начальных) окружностей шестерни и колеса
4. Точка
касания линии зацепления с основной окружностью шестерни или колеса
-
Покажите на рисунке активную линию зацепления (рабочий участок)
1.
Отрезок АД
2.
Отрезок ВС
3. На чертеже
не показан
- Какой
профиль имеют зубья передачи, показанной на рисунке?
1. Эльвовентный
2.
Циклоидальный
3.
Зацепление Новикова
4. Эти профили
в машиностроении не используются
-
Определить, сколько пар зубьев находится одновременно в зацеплении, если = 1,7
1. В
течение 70% времени в зацеплении находятся две пары, а в течение 30% времени —
одна
2. В
течение 30% времени в зацеплении находятся две пары, а в течение 70% — одна
- Какой
угол зацепления принят для стандартных зубчатых колес, нарезанных без смещения
1) 15
2) 20
3) 25
4)
Любой
- Что
называется корригированием?
1.
Дополнительная обработка поверхности зуба с целью улучшения зацепления по
профилю зуба
2.
Улучшение свойств зацеплений путем очерчивания рабочего профиля зубьев
различными участками эвольвенты той же основной окружности
3.
Способ, применяемый для увеличения долговечности зубчатых колес при
изнашивании и заедании
- Какое
минимальное число зубьев должна иметь некорригированная
прямозубая шестерня, чтобы при нарезании ее гребенкой зубья получились
неподрезанными?
1) 13
2) 17
3)
21
4)
24
5)
30
- Как изменяется
основание ножки зуба при отрицательном смещении рейки?
1.
Утолщается
2. Утоньшается
-
Определите вид разрушения для зуба, показанного на рисунке участок под буквой а)
1.
Поломка зубьев
2.
Выкрашивание
3.
Изнашивание
4.
Заедание
- Для
каких видов разрушений зубьев разработаны методы расчета на контактную
прочность?
1.
Поломка
2.
Выкрашивание
3.
Изнашивание
4.
Заедание
- По
отпечатку зуба на рисунке в М 1:1 определить модуль зацепления (мм)
1) 6,0
2) 4,5
3) 3,0
4) 2,5
5) 4,0
-
Рассчитать диаметр вершин зубьев (мм) ведомого колеса
прямозубой передачи, если z1= 20; z2 = 50; т = 4 мм
1) 88
2) 208
3) 80
4) 200
5) 190
-
Рассчитать межосевое расстояние (мм) прямозубой
передачи, если z1=20; и = 2; т
= 5 мм
1) 300
2) 150
3) 100
4) 200
5) 40
-
Покажите на рисунке диаметр впадин зубьев шестерни
1. da2
2. da1
3. d1
4. df1
5. D1
- По
какой окружности (см. рис.) обычно измеряют шаг зубьев
1. da1
2. d2
3. D2
4. da2
5. d1
- При проектном расчете размеры открытой зубчатой
передачиопределяют расчетом …
1) на прочность при изгибе зубьев
2) на прочность при срезе зубьев
3) на контактную прочность зубьев
4) на прочность при смятии зубьев
5) на прочность при сжатии зубьев
- Формула для проектного расчета цилиндрических зубчатых
передач имеет вид …
1)
2)
3)
4)
- Формула для проверочного расчета контактных напряжений
цилиндрических зубчатых передач имеет вид …
1)
2)
3)
4)
- Формула для проверочного расчета напряжений изгиба
цилиндрических зубчатых передач имеет вид …
1)
2)
3)
4)
- По
какой формуле производят проектировочный расчет прямозубой передачи на изгиб?
1.
2.
- Как
называется коэффициент, обозначаемый буквой ?
1.
Формы зуба
2.
Длина зуба
3.
Расчетной нагрузки
4.
Концентрации напряжений
-
Определите коэффициент формы зуба колеса, если z2=150; и = 4
1) 4,26
2) 3,79
3) 3,60
4) 3,63
- По
какой формуле определяют допускаемое напряжение изгиба при одностороннем
направлении вращения ведущего вала?
1.
2.
- По какой формуле проводят проверочный расчет прямозубой передачи на контактную прочность?
1.
2.
3.
4.
- В
каких пределах выбирают коэффициент для прямозубой передачи?
1) 8-40
2) 0,2-1,4
- По какой
формуле определяют допускаемые контактные
напряжения?
1.
2.
- Какие
передачи рассчитывают на контактную
прочность и проверяют на изгиб?
1. Открытые
2. Закрытые
- Покажите на рисунке нормальный
шаг зубьев pt
1.Х1
2.Х2
3.Х3
4.Х4
5.
На рисунке не показан
- В каких пределах принимают угол наклона зубьев для косозубой зубчатой передачи?
1) 8 18°
2) 25 45°
3) 20°
4) 90°
- Какой модуль принимают стандартным
при расчете косозубой зубчатой передачи?
1.Тn
2. тt
3. Оба
- По какому модулю рассчитывают делительный размер в косозубой передаче?
1.Тn
2.my
3. По обоим
- По какой
формуле проводят проверочный расчет на контактную прочность косозубой передачи?
1.
2.
3.
4.
-
Вкакихпределахвыбираюткоэффициент для косозубой
передачи?
1)
10-20
2)
0,2-1,2
3)
0,4-1,0
- Какой
модуль в косозубой передаче больше - нормальный или торцовый?
1. mn
2. mt
3.
Равны
-
Определите коэффициент формы и концентрациинапряженийкосозубойшестерни, если = 8°40'14"; если Z2 = 25; d1 = 40 мм; d2= 50 мм
1) 4,07
2) 3,98
3) 3,90
4) 4,03
- По
отпечатку зуба (см. рис.) в М 1:1 определите модуль зацепления (мм)
1) 13,5
2) 11,0
3) 7,5
4) 6,0
5) 3,0
- Принято
различать редукторы:
1)
одноступенчатые;
2)
двухступенчатые;
3)
трехступенчатые;
4)
многоступенчатые.
Какие из них
получили наибольшее распространение в современном машиностроении?
Задачи для самостоятельного
решения
1. Определить
крутящий момент на валу колеса закрытой косозубой цилиндрической передачи при
следующих данных: нормальный модуль зацепления ширина венца колеса число зубьев шестерни угол наклона зубьев передаточное число u=3,5; напряжение изгиба в корне зуба
шестерни коэффициент расчетной нагрузки коэффициент повышения прочности КПД передачи передача некорригирована.
2. Определить
крутящий момент на валу шестерни закрытой прямозубой передачи при следующих
данных: модуль зацепления m=35
мм, ширина венца колеса число зубьев шестерни напряжение изгиба в корне зуба шестерни коэффициент расчетной нагрузкипередача некорригирована.
3.
Две косозубые цилиндрические передачи имеют одинаковые: материалы, ширину
венцов зубчатых колес, межосевое расстояние, передаточное число и угол наклона
зубьев У первой: модуль зацепления число зубьев и У второй: модуль зацепления Найти соотношения контактных напряжений изгиба
зубьев двух передач.
4.
Две прямозубые цилиндрические передачи имеют одинаковые: материалы, ширину
венцов зубчатых колес, межосевое расстояние и передаточное число. У первой:
модуль зацепления число зубьев и У второй: модуль зацепления Найти соотношения контактных напряжений изгиба
зубьев двух передач.
5.
Определить силы, действующие в зацепление закрытой прямозубой цилиндрической
передачи при следующих данных: начальный диаметр ширина венца колеса передаточное число u=5, контактное напряжение зубьев коэффициент расчетной нагрузки
6.
Определить основные геометрические размеры прямозубой конической передачи при
следующих данных: передаваемая мощность частота вращения шестерни передаточное число u=3,1, число зубьев шестерникоэффициент концентрации нагрузки допускаемое контактное напряжение зубьев КПД передачиВнешний торцовый модуль принимать стандартным.
7.
Определить внешний торцовый модуль прямозубой конической передачи, если известно:
модуль в среднем сечении ширина венца колеса число зубьев шестернипередаточное число u=2,5. Значение округлить до стандартного.
8.
Определить мощность Р закрытой прямозубой конической передачи при следующих
данных: передаточное число u=3,2,
число зубьев шестерничастота вращения колеса контактное напряжение зубьев коэффициент концентрации нагрузкиКПДпередачи
9.
Определить напряжение в ножки зуба колеса если напряжение в ножки зуба шестерни число зубьев шестерни
10.
Напряжение в ножки зуба шестерни допускаемое напряжение Какие конструктивные меры можно предложить для
обеспечения работоспособности передачи?
11.
В закрытой косозубой передаче угол наклона зуба увеличили с 80 до 170.
Во сколько раз измениться передаваемый вращающий момент при прочих равных
условиях?
12.
Степень прочности закрытой косозубой цилиндрической передачи повысили с девятой
до седьмой. Окружная скорость в зацеплении V<5 м/с. Коэффициент относительной
ширины зубчатого венца Вал расположен симметрично относительно опор.
Увеличится ли передаваемый вращающий момент при прочих равных условиях?
13.
Контактное напряжение в цилиндрической прямозубой передаче превышает
допускаемое на 20%. Что можно предложить для обеспечения работоспособности
передачи?
14.
Вращающий момент в закрытой косозубой передаче увеличили в два раза. Какие
параметры необходимо изменить для обеспечения работоспособности передачи?
15.
Вращающий момент в закрытой цилиндрической прямозубой передаче увеличен в
полтора раза. Как изменится модуль передачи при прочих равных условиях?
16.
В открытой косозубой зубчатой передаче увеличили вращающий момент в два раза.
Как изменится модуль передачи при прочих равных условиях?
17.
Вращающий момент в закрытой цилиндрической прямозубой передаче увеличен в
полтора раза. Как изменится ширина колеса при прочих равных условиях?
18. В
цилиндрической прямозубой закрытой передаче увеличили модуль mc 1 мм до 2 мм. Как изменится
межосевое расстояние при прочих равных условиях?
19. В закрытой
косозубой цилиндрической передаче термообработку материала колеса из стали 45
изменили: была нормализация, назначили улучшение. Шестерня была и осталась
улучшенной стали 45. Изменится ли передаваемый вращающий момент при прочих
равных условиях?
20. Межосевое
расстояние в открытой цилиндрической прямозубой передаче уменьшили в два раза.
Во сколько раз уменьшится ширина зубчатого венца для обеспечения той же
прочности зуба, если модуль передачи уменьшился тоже в два раза?